 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Anasayfa
- ÜRÜNLER
- Hakkımızda
- Videolar
- BAŞVURU
- Haberler
- Yardım Merkezi
- Bize Ulaşın
Lazer kesme makineleri ve lazer kaynak makineleri aşağıdaki endüstrilerde yaygın olarak kullanılmaktadır: metal yapımcılığı, metal işyerleri, asansör endüstrisi, gemi inşaat endüstrisi, gıda ve ilaç makineleri imalatı, diğer makineler imalatı...

1. yüksek derinlik/genişlik oranı lazer kaynak, dar bir kaynak dikiş ve küçük bir ısı etkilenen bölge ile derin nüfuz elde eder. derinlik/genişlik oranı 20:1'ye kadar ulaşabilir. &nbs...

El kaynak makinelerinin yükselişiyle birlikte, farklı endüstrilerde, donanım ve paslanmaz çelik gibi küçük alanlardan, ev aletleri ve mutfak araçları ve elektronik ürünler, havacılık gibi daha büyük alanlara kadar kullanılmaya başlıyor...
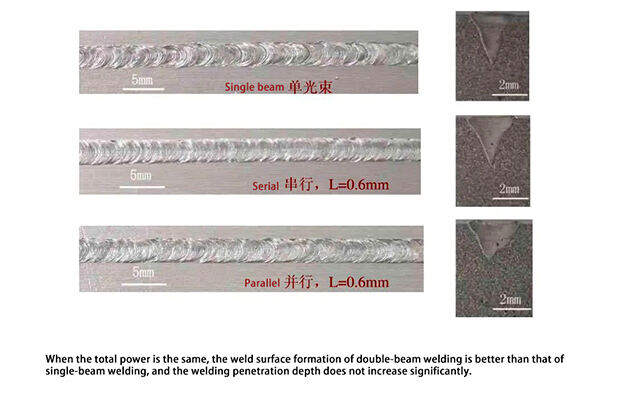
Iki ışınlı kaynak yöntemi önerildi, esas olarak lazer kaynakının montaj doğruluğuna uyumluluğunu artırmak, kaynak işleminin istikrarını artırmak ve özellikle ince levhaların ve alüminyumun kaynak için kaynak kalitesini artırmak için kullanıldı.

1.1 odak düzlemi 1.1.1 odak tanımı:ışın kesiminin enerji dağılımı sol resimde gösterildiği gibi ve ışın enerjisinin boylam kesimi de sol resimde gösterildiği gibi. ışın las...
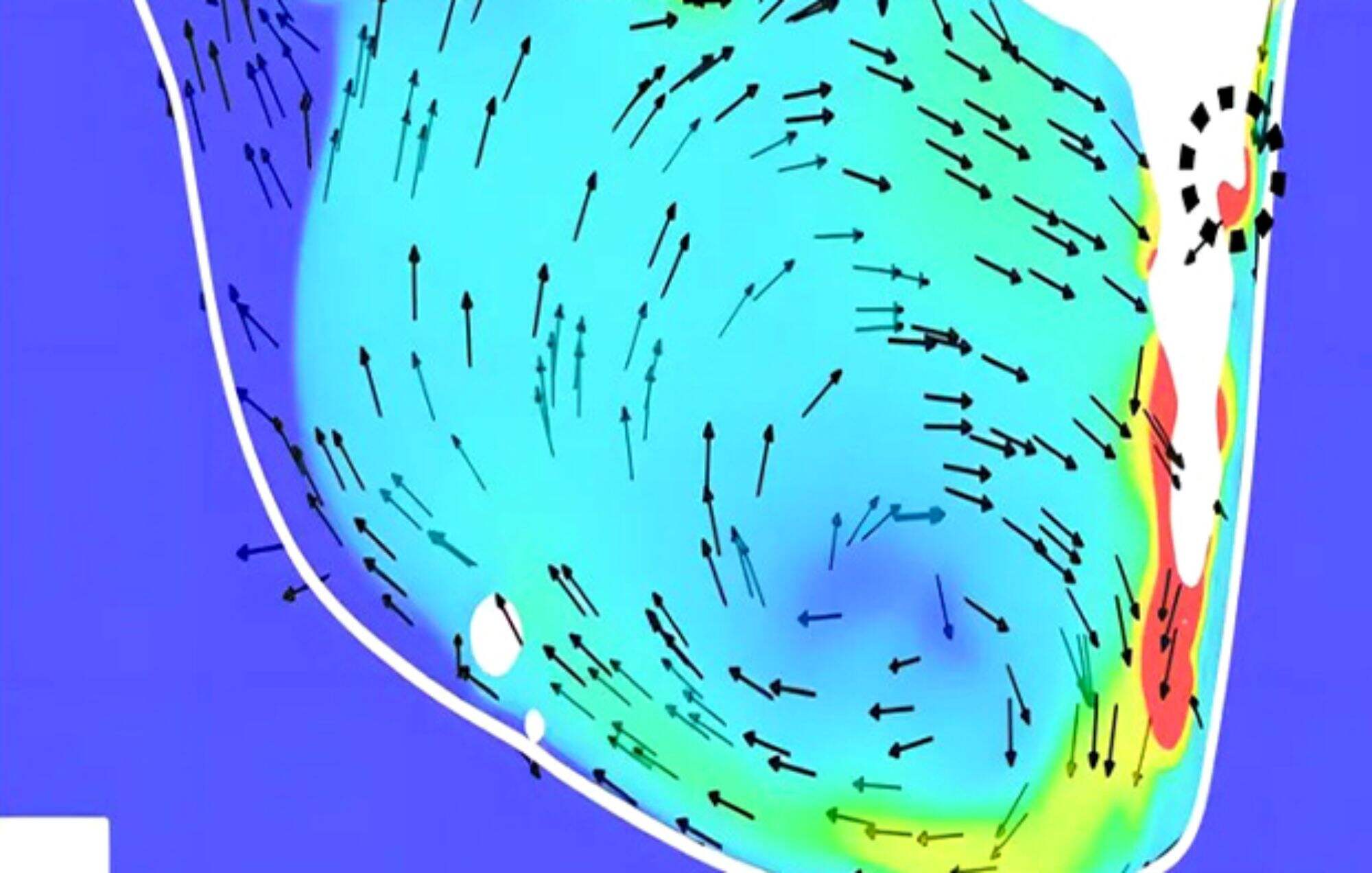
1. anahtar deliği tanımlama anahtar deliği tanımlaması: radyasyon yoğunluğu 10 ^ 6w/cm ^ 2'den büyük olduğunda, bir malzemenin yüzeyi bir lazerin etkisi altında erimekte ve buharlaşmakta ve buharlaşma hızı yeterince büyük olduğunda, geri tepme basıncı...
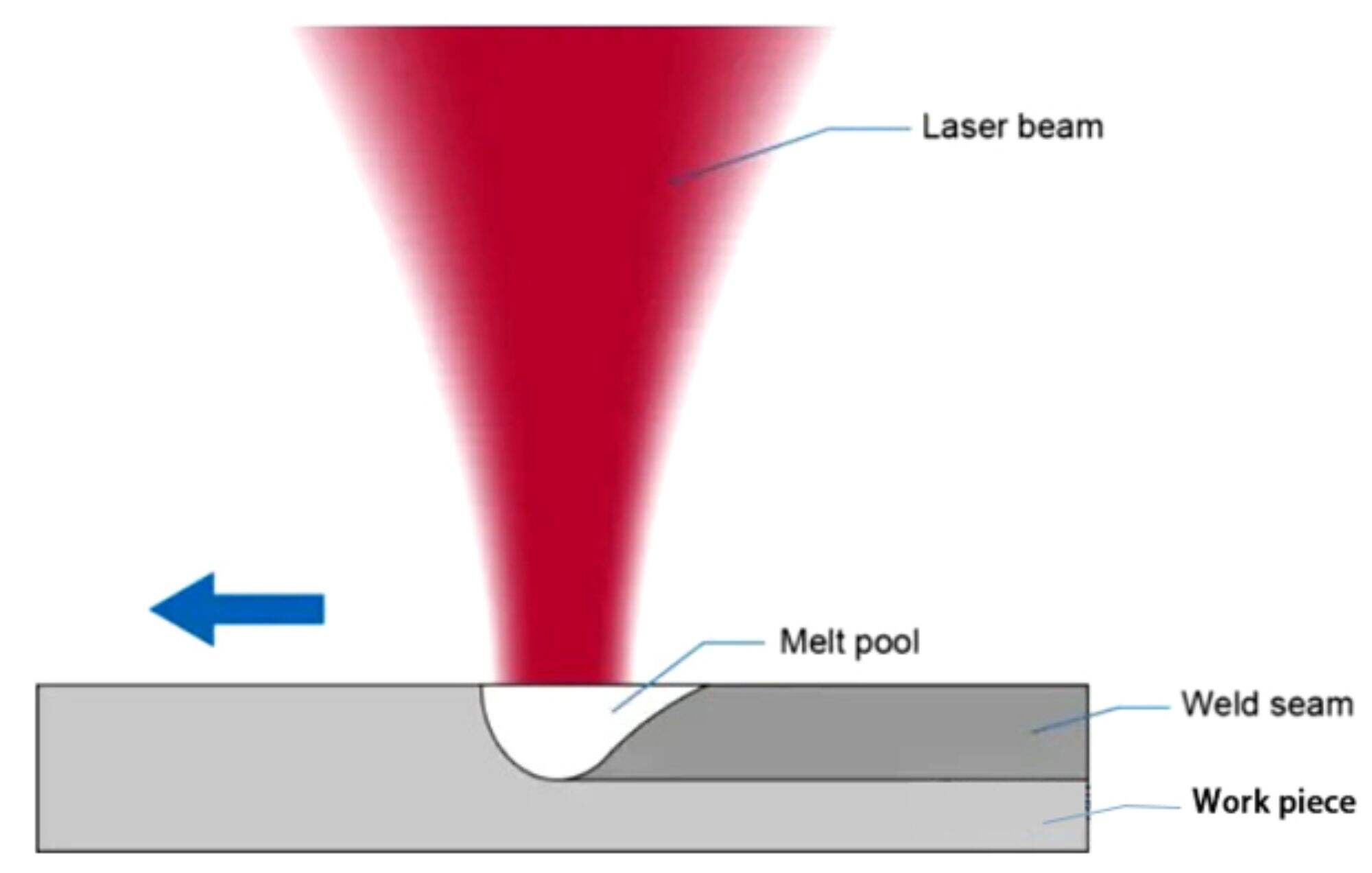
1.lazer ısı iletkenliği kaynak tanımı ve özellikleri lazer ısı iletkenliği kaynak, lazer kaynak yöntemidir. bu kaynak modunun sığ bir nüfuz derinliği ve küçük derinlik-geniş oranı vardır. güç yoğunluğu 10'dan az olduğunda...
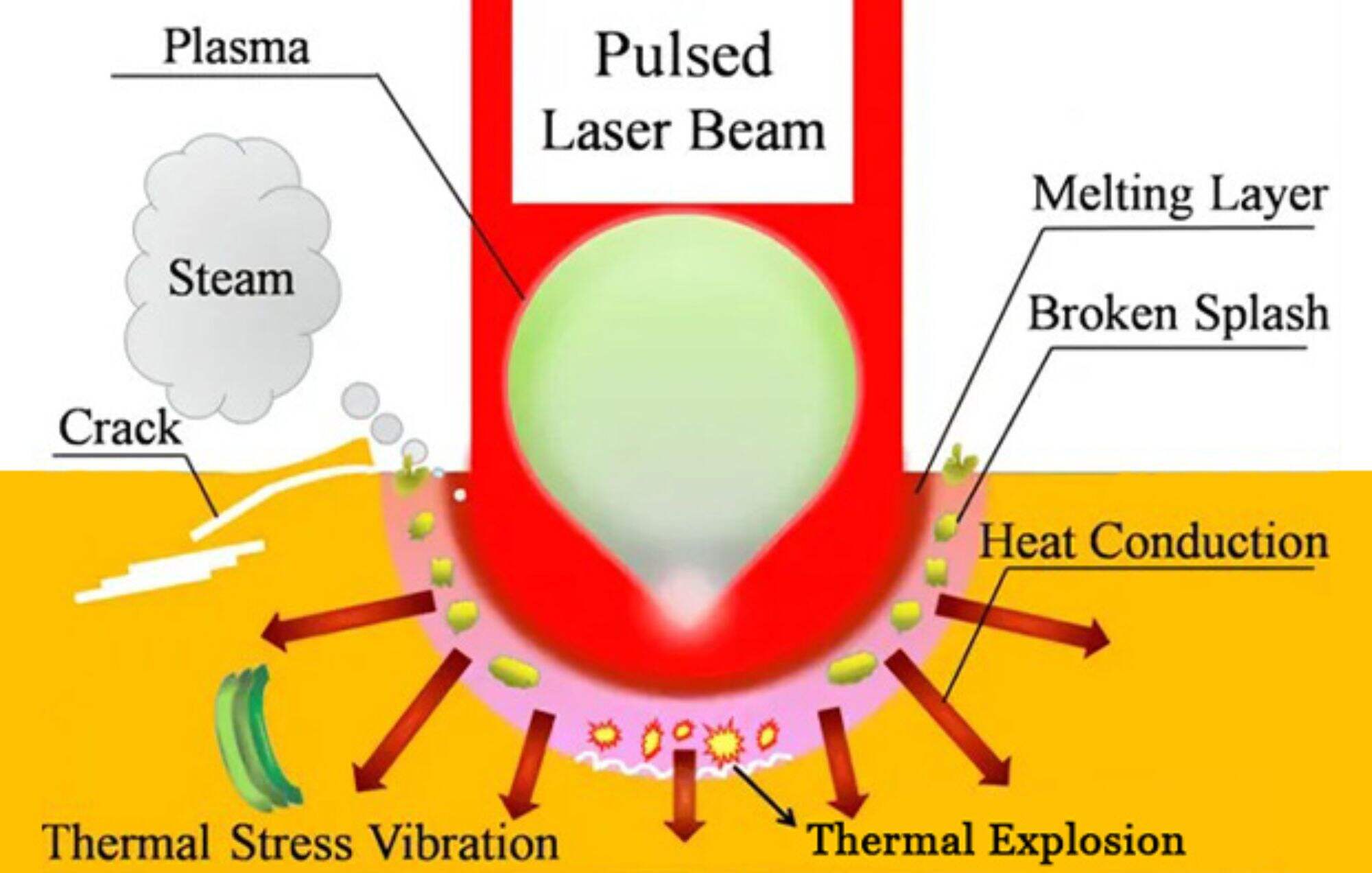
Lazer kaynak işleminde plazma etkisi lazer kaynak işleminde, plazma, kaynak işleminin etkisi ve kalitesi üzerinde önemli bir etkisi olan yaygın bir olgudur. plazma, gazda atomların veya moleküllerin...
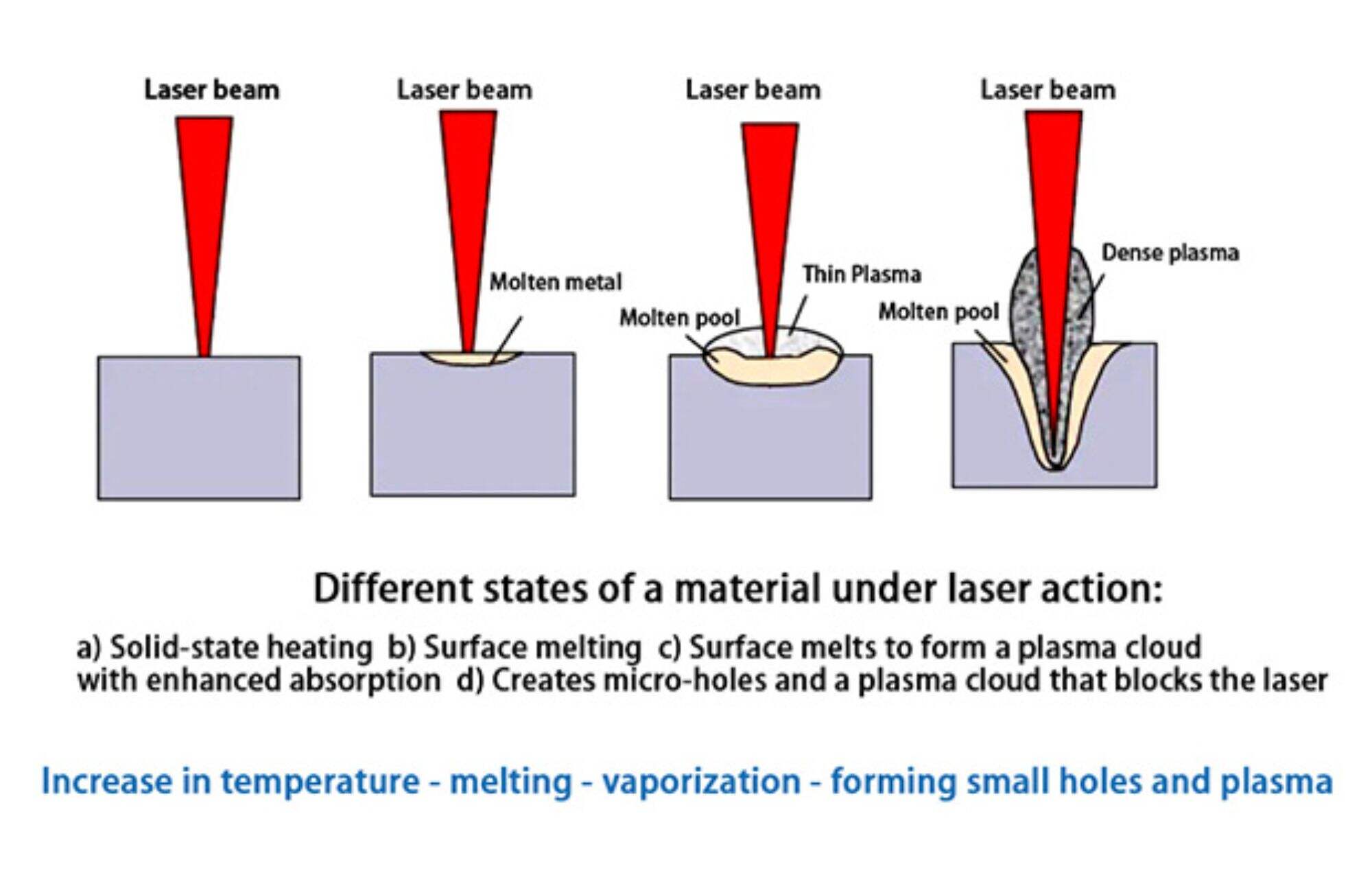
1.1 lazer ve malzemeler arasındaki etkileşimden kaynaklanan fiziksel durum değişiklikleri metal malzemelerin lazer işleme, esas olarak fototermik etkiler üzerine kurulu bir termal işlemdir.
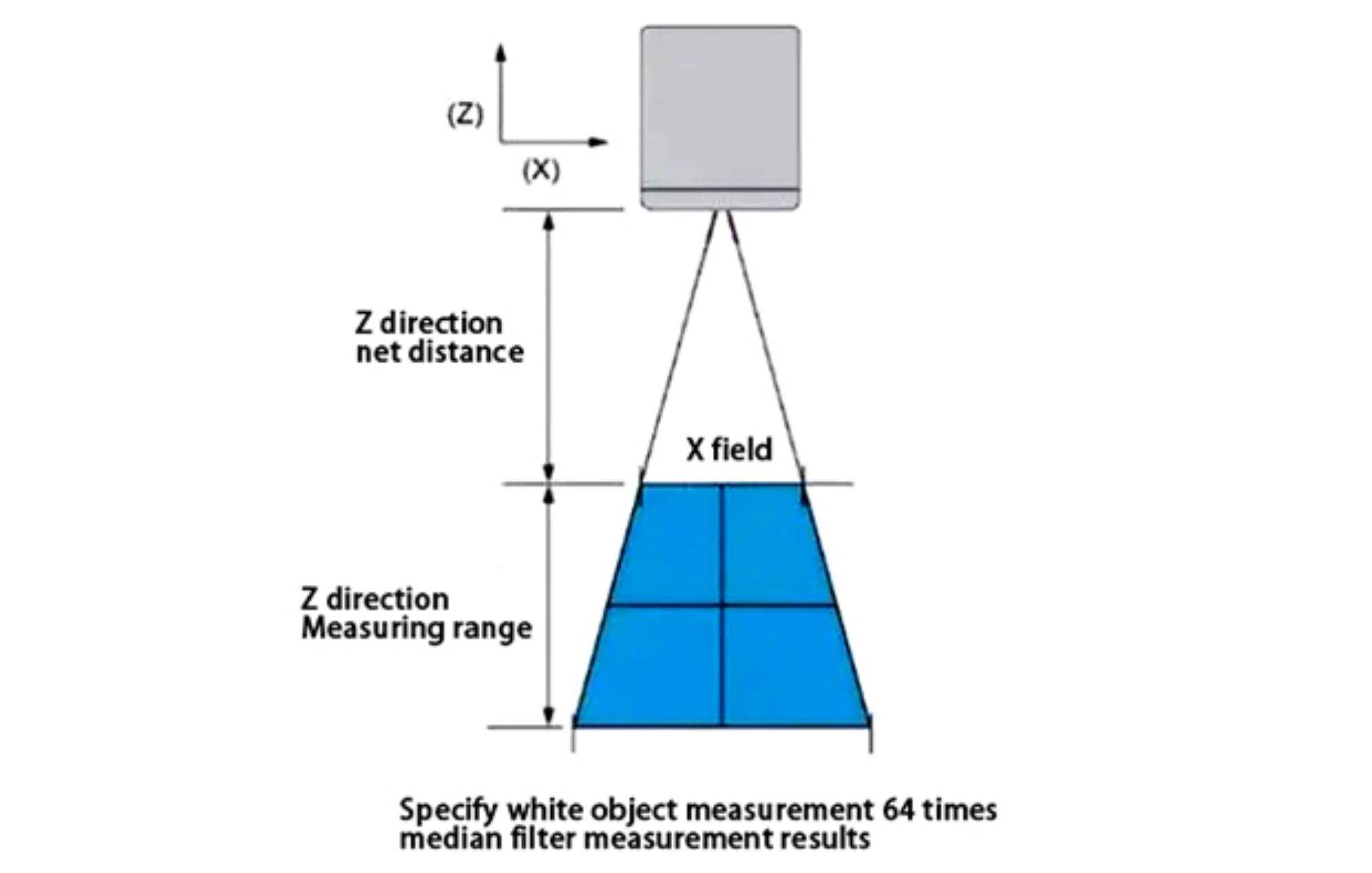
1.lazer kaynak dikiş takip prensibi lazer dikiş takip sensörü lazer üçgenleme prensibi üzerinde çalışır. yani lazer ışını ölçülen nesnenin yüzeyine yansıtılan bir lazer hattı oluşturmak için güçlendirilir. yansıtılan lig...
