 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Ana Sayfa
- Ürünler
- Hakkımızda
- Videolar
- Uygulama
- Haberler
- Yardım Merkezi
- Bize Ulaşın
Lazer kaynakta plazma etkisi Lazer kaynaklama işleminde, plazma yaygın bir olaydır ve bu işlemcinin etkisi ve kalitesi üzerine önemli bir etkisi vardır. Plazma, atomlar veya moleküllerin ionlaşmasıyla oluşan ionize gazdan oluşur...
Bize Ulaşın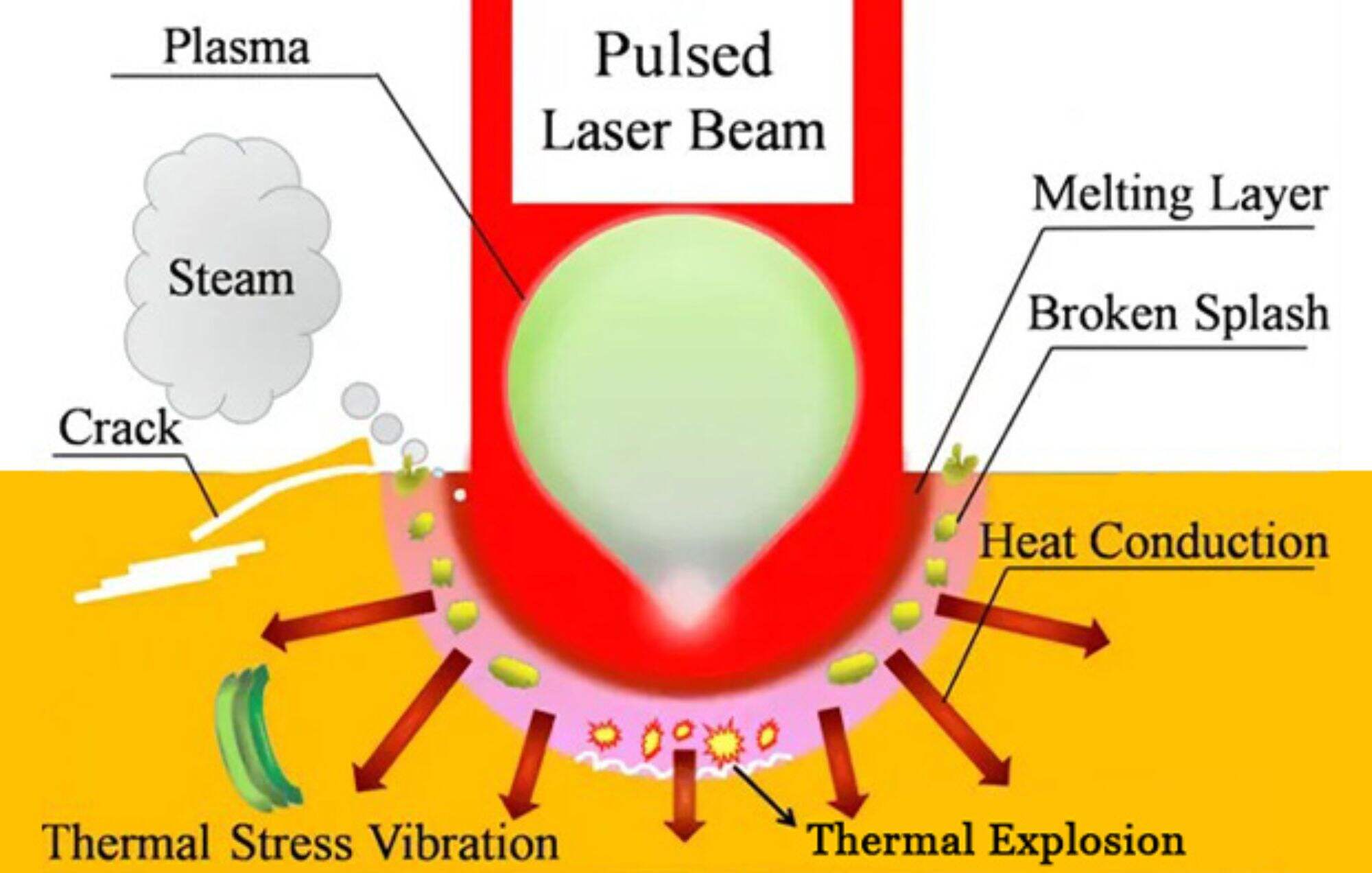
Lazer kaynak işleminde plazma etkisi
Içinde lazer Kaynağı saldırma sürecinin etkisi ve kalitesi üzerinde önemli bir etkisi olan yaygın bir olgudur.Plazma, gazdaki atomların veya moleküllerin pozitif iyonlar ve serbest elektronlar oluşturarak elektron kaybettiği veya kazandığı iyonlaşmış gazdan oluşur. Bu madde durumu katı maddelerden, sıvılardan ve gazlardan farklı
1.1 Plazma etkisi - plazma tanımı
Plazma üretimi
İÇ lazer Kaynağı plasma üretimi genellikle aşağıdaki adımlardan geçer:
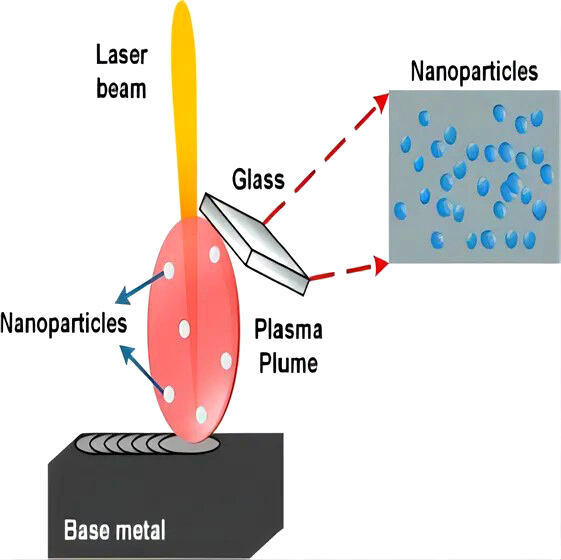
Lazer radyasyonu: yüksek enerjili bir lazer ışını bir iş parçasının yüzeyine çarptığında, önce yüzeyi ısıtır ve malzemenin hızla buharlaşmasına neden olur.
Lazer Kaynağı bu alev genellikle plazma olarak adlandırılır. Bu alevler genellikle plazma olarak adlandırılır.
Plazma tanımı: lazer kaynak süreci sırasında lazer radyasyonu nedeniyle metal malzemelerin buharlaşması ile üretilen plazma foto-indüklü plazma olarak adlandırılır. Foto-indüklü plamanın ana bileşenleri metal buharı, serbest elektronlar, iyonlar ve elektrik açısından nötr parçacıklardır.
Plazma, iyonize gaz olarak da bilinir. Atomların veya atom gruplarının bazı elektronları çıkarılmış olan iyonizasyonundan sonra üretilen iyonlardan oluşur. Makroskopik olarak elektrik açısından nötr bir iyonize gazdır.
1.2 Plazma etkisi - plazma oluşumu
Malzeme buharlaşması ve iyonlaşması: lazerin yüksek enerjisi nedeniyle, buharlaşan malzeme (genellikle metal buhar) lazer enerjisini daha fazla emer. enerji yeterince yüksek olduğunda, buhardaki atomlar ve moleküller bir plazma oluşturmak için iyonlaşacaktır. Bu süreç sırasında, elektronlar atomlardan veya
Plazma bulutu oluşumu: Oluşan plazma, lazer ışını ile iş parçasının yüzeyi arasında bulunan bulut benzeri bir yapı oluşturur. Yüksek sıcaklık ve yüksek yoğunluk özellikleri nedeniyle, plazma bulutu daha fazla lazer enerjisini emer ve dağıtır, lazer ışınının iletimini etkiler.
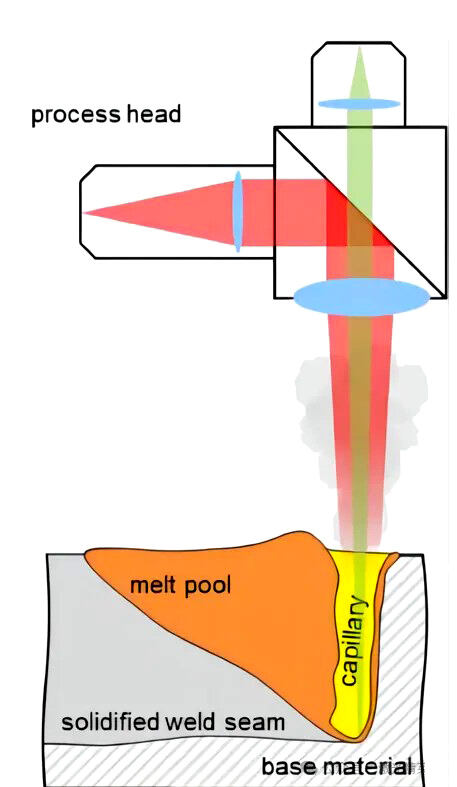
Lazer derin nüfuz kaynak işlemi sırasında, insident lazerin enerji yoğunluğu yeterince büyük olduğunda, metali buharlaştırabilir ve erimiş havuzda bir anahtar deliği oluşturabilir. aynı anda, metal yüzeyinde ve anahtar deliğinden püskürtülen metal buharındaki serbest elektronlar, ayrıca koruyucu gazın bir
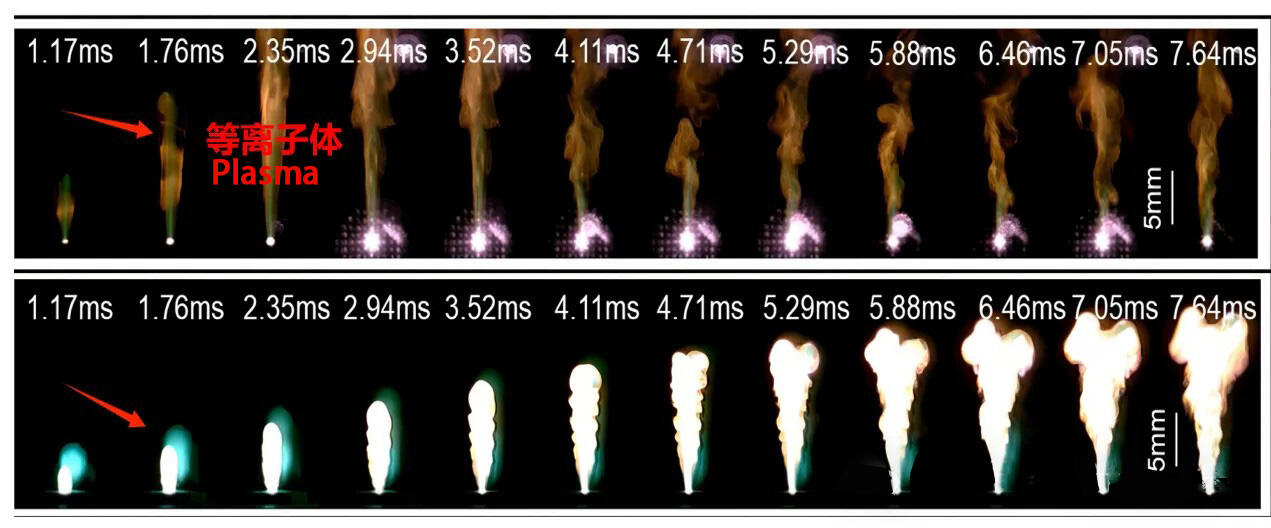
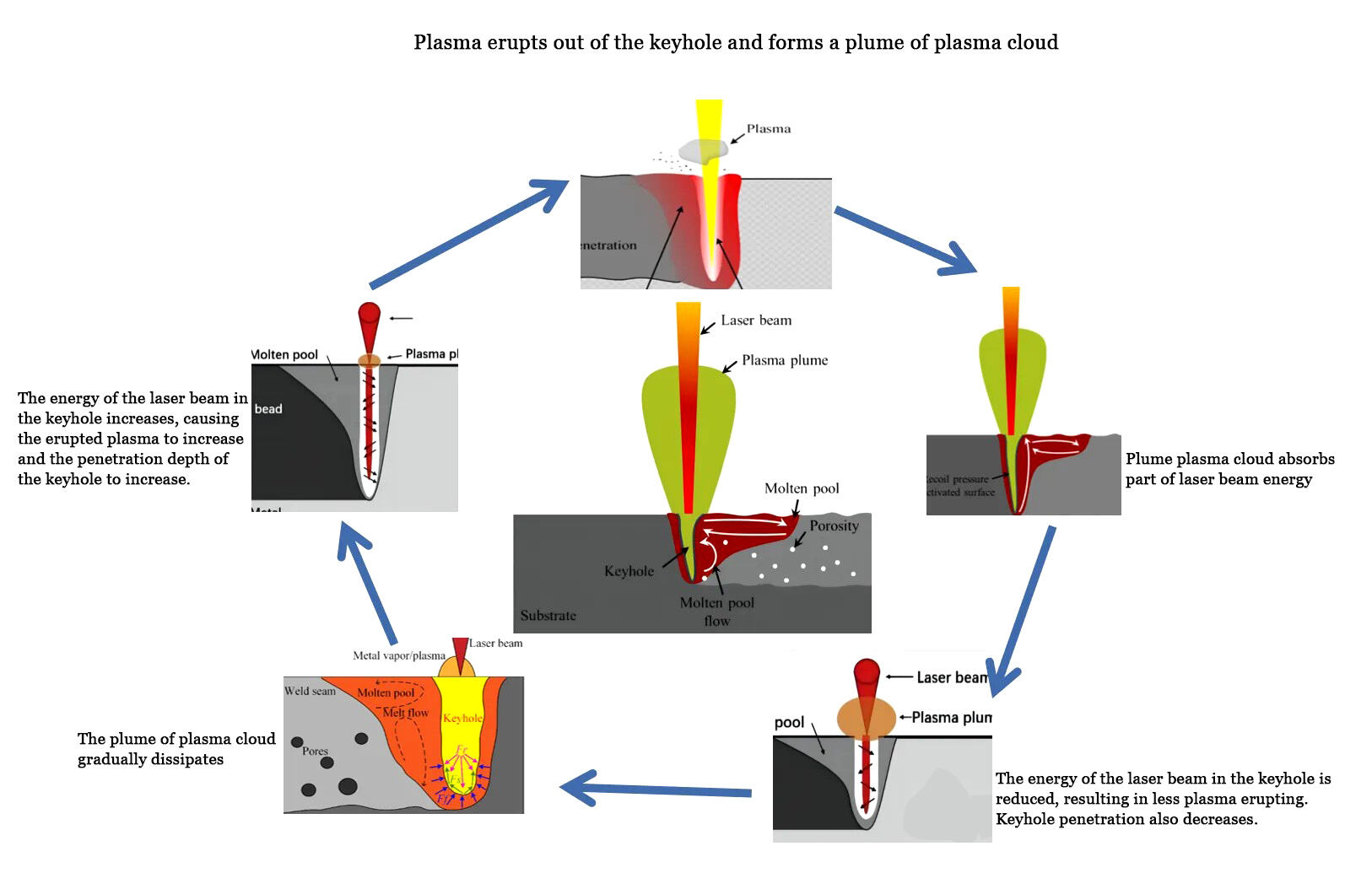
plasma etkisi - plazma periyodikliği
1.4 plazma'nın enerji aktarımında rolü
Yüksek güçlü lazer kaynak işlemi sırasında, yüksek enerji yoğunluğuna sahip lazer ışını sürekli olarak çıktığında, enerji iş parçasının yüzeyine aktarılır, sürekli olarak metal malzemeyi erir ve buharlaştırır. Buhar bulutu anahtar deliğinden hızla yukarı doğru püskürür ve iyonlaşma koşullarını karşıladığında hızla iyon
Plazma oluştuktan sonra, düşen ışık ışınını kırıp emiyor ve yansımaya, dağıtılmaya ve emilemeye neden oluyor, bu da lazer ışınını koruyabilir. Bu da lazer enerjisinin ve iş parçasının birleştirilmesini etkiler, erime derinliği, gözeneklerin oluşumu ve kaynak dikişinin
1.5 lazerin plazma ile kırılması
Plazma ne kadar çok birikirse, lazer kaynakını o kadar etkiliyor. lazer ne kadar çok farklılaşırsa, enerji yoğunluğu o kadar düşük olur ve bu da erime derinliğinde keskin bir düşüşe yol açar. bu nedenle, kalkan gazının olmaması nedeniyle eksik kaynak gibi yaygın sorunlar sıklıkla ortaya çıkar.
Plasma negatif lens etkisi
Hava optik olarak yoğun bir ortamdır, plazma ise optik olarak seyrek bir ortamdır. lazerin kırılması, lazerin odaklama performansını düşüren ve lazerin farklılaşmasına neden olan, böylece enerji yoğunluğunu düşüren bir lazer ışını oluşturur. düşen lazer ışını plazmadan geçerken, aynı zamanda lazer ışını
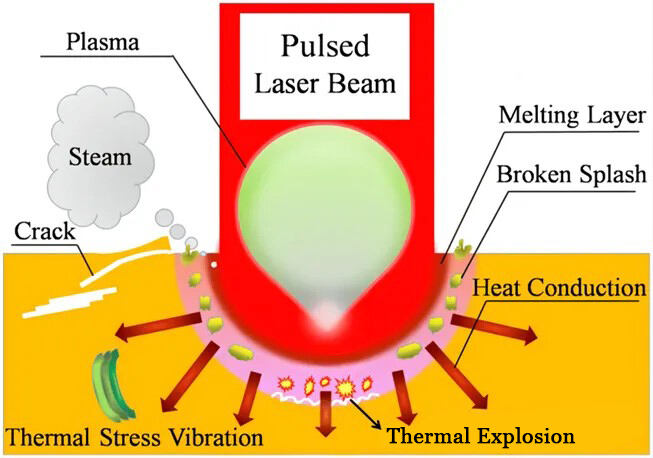
Yukarıdaki resimde gösterildiği gibi: plazma bir mercek gibidir, malzeme ve lazer arasında yatar. farklı üfleme yöntemleri farklı kaynak etkilerine yol açacaktır: yan üfleme plazma üflemeyebilir ve doğrudan üfleme daha iyidir.
1.6 lazer ışığının plazma tarafından emilişi
Lazer enerjisinin plazma tarafından emilişi, sıcaklığının ve iyonlaşma derecesinin artmasına neden olur. emilim süreci normal emilim ve anormal emilim olarak bölünebilir.
Normal emilim, ters fren ışınlaması emilimi olarak da bilinir. Elektronların lazer elektrik alanı tarafından uyarıldığı ve yüksek frekanslı salınımlara maruz kaldığı durumdur. Çevrelerindeki parçacıklarla (başta iyonlar) çarpışırlar, birbirlerine enerji aktarırlar, böylece plamanın sıcaklığını ve iyonlaşmasını artırırlar.
Anormal emilim, lazer enerjisinin bir dizi çarpışma olmayan mekanizma yoluyla plazma dalga enerjisine dönüştürüldüğü ve daha sonra farklı saçılma mekanizmaları yoluyla plazma termal enerjisine dönüştürüldüğü, daha sonra havaya yönlendirilmiş ve dağıldığı bir süreci ifade eder.
Plazma'nın lazer üzerindeki emici etkisi nedeniyle, oluşan lazer enerjisinin sadece bir kısmı plazma içine nüfuz edebilir ve iş parçacığının yüzeyine ulaşabilir. Bu, dış optik yolda (lazerden qbh'den malzeme yüzeyine) enerji iletim kaybını arttırır, lazer enerjisi yoğun
plasma etkisinin bastırılması
Plazma kırılma endeksini ve negatif lens etkisini etkileyen ana faktörler şunlardır:
Lazer güç yoğunluğu:
Güç yoğunluğu ne kadar yüksekse, plamanın sıcaklığı da o kadar yüksek olur. Bu da plazmadaki elektron yoğunluğunun ne kadar büyük olduğu anlamına gelir. Elektron yoğunluğu ne kadar yüksekse, kırılma indeksi de o kadar küçüktür.
Lazer dalga boyu: dalga boyu ve açısal frekans arasındaki ilişki ω = 2πc/λ'dir (burada c ışık hızıdır ve λ dalga uzunluğudur). lazer dalga uzunluğu ne kadar büyükse, açısal frekans ve kırılma indeksi o kadar küçüktür, bu nedenle olumsuz lens etkisi daha belirg
Koruyucu gaz türü: aynı sıcaklıkta argonun iyonlaşma derecesi daha yüksektir, bu da daha büyük bir elektron yoğunluğuna ve daha küçük bir kırılma indeksi ile sonuçlanır, bu da olumsuz lens etkisini daha belirgin hale getirir. karşılaştırıldığında, helyum gazının koruyucu etkisi daha iyidir.
Koruyucu gaz akışı:bir aralıkta gaz akış hızını artırmak, erimiş havuzun üzerindeki plazma bulutunu üfleyebilir ve böylece plamanın negatif lens etkisini azaltabilir.
Kaynaştırılacak malzemeler: Genellikle seçim şansı yoktur. Kaynaştırılacak malzemenin erime noktası düşükse ve kolay ionlaşıyorsa, plazmadaki elektron sayı yoğunluğu artar ve negatif mercek etkisinin önemli ölçüde artmasına neden olur. Eğer bu olasılık lazerin daha fazla etkisine yol açıyorsa, elektron ışını gibi diğer yüksek-enerji ışın işleme yöntemleri düşünülmelidir.
Kaynak sürecinde plazma üzerinde etkisi olan birçok faktör vardır ve bunlar şöyle özetlenebilir:
Lazer dalga boyu: plamanın yanma değeri ve bakım eşiği dalga boyunun kareye orantılıdır. Kısa dalga lazerleri (mavi ışık, yeşil ışık) kısa plazma bakım sürelerine sahiptir ve süreç daha istikrarlıdır;
Lazer güç yoğunluğu:lazer güç yoğunluğunun artmasıyla plazma elektron sıcaklığı ve yoğunluğu artıyor,aşırı güç yoğunluğu plazma istikrarsızlığının ana nedenidir (kompozite ısı kaynağı (halkalak nokta, fiber-yarım iletken kompozite, lazer yay kompozite) ısı kayna
Nokta boyutu: Nokta çapı ne kadar küçükse, plazma yanma değeri ve bakım değeri o kadar yüksektir (saldırma kaynakları önlenebilir);
Malzeme özellikleri: malzemenin yoğunluğu ve iyonlaşma enerjisi plazma üzerinde büyük bir etkiye sahiptir. metallerin iyonlaşma enerjisi ne kadar düşük ve yansıtıcılığı ne kadar yüksekse, derin nüfuz kaynakının istikrarını etkileyen plazma etkisine o kadar duyarlıdır;
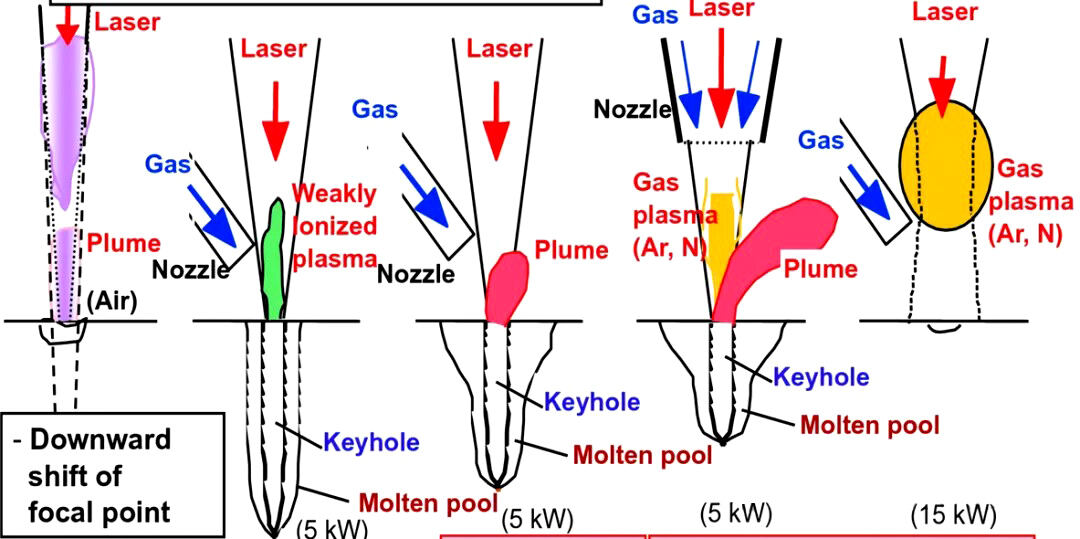
Çevresel gaz ve basınç: Genel olarak iyi ısı iletkenliği ve yüksek iyonlaşma enerjisi olan gazların yüksek plazma yanma değerine ve bakım eşiğine sahip olduğu düşünülmektedir. çevresel hava basıncı ne kadar düşükse, elektron sıcaklığı, elektron yoğunluğu ve plazma merkezi yüksekliği de o kadar düşüktür. vak
Gaz akışı: çevresel gaz akış hızı arttıkça, plazma hacmi azaldıkça, lazerin emilim hızı azalır, bu da plamanın derin nüfuz kaynak sürecine etkisini etkili bir şekilde azaltabilir. Bununla birlikte, aşırı hava akışı kaynak havuzundaki yüzey dalgalanmalarına ve erimiş
Kaynak hızı: kaynak hızı azalırken plazma çekirdeği sıcaklığı artar. kaynak hızı ne kadar düşükse, plazma üretimi o kadar kolaydır ve o kadar kararsızdır. Bir dereceye kadar, hız arttırmak kaynak işleminin istikrarını da artırabilir.
Plasmayı kontrol etmek için yukarıdaki faktörlerden bazılarını değiştirerek lazerle olan müdahalesini azaltmak veya ortadan kaldırmak
Kontrol yöntemleri şunları içerir:
Swing kaynak: lazer işleme başı kaynak yönü boyunca ileri geri sallanacaktır. Anahtar deliği ortaya çıktıktan sonra ve plazma oluşmadan önce, plazma ışığın ışığı ışığın ışığın iletim yolunu etkilemesini önlemek için ışık noktası anında kaynak havuzunun arka kenarına veya başka bir yere taşınır.
Puls lazer kaynak: lazerin radyasyon süresini plazma oluşum süresinden daha kısa hale getirmek için lazerin pulsu ve frekansını ayarlamak. Bu, lazerin plazma oluşum ve dağılım döngüsünün dağılım aşamasında her zaman vurmasını sağlar ve plamanın ışık iletimine müdahale etmesini önler
Düşük basınçlı kaynak: basınç belirli bir seviyenin altında olduğunda, düşük basınçlı kaynak kullanılarak, malzeme yüzeyinde ve anahtar deliğinin içinde metal buhar yoğunluğu küçüktür ve plazma kaybolur.
Patlama koruyucu gaz:
Birincisi, plazmaları uçurmak için yardımcı gaz kullanmak.
Başka bir yöntem, çevresel gazların iyonlaşmasını bastırmak ve iyi termal iletkenlik ve yüksek iyonlaşma enerjisi olan bir gaz kullanarak metal iyon buharını sıkıştırmaktır. ana darbe ile birlikte koaksiyel çift katmanlı bir nozel kullanılabilir. dış nozel yatay yönle belirli bir açı oluşturur. dış katmandan gelen
Lazer çıkışlar, malzemenin yüzeyini ışıltılar ve bir plazma üretir. fotoendükte plazma yoğunluğu çok yüksek olduğunda, lazer enerjisinin kaybını önemli ölçüde artıracak ve iş parçacığı yüzeyinde meydana gelen enerji yoğunluğu dalgalanmasını zayıflatacaktır. üretilen metal buhar miktarı azal
