 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Anasayfa
- ÜRÜNLER
- Hakkımızda
- Videolar
- BAŞVURU
- Haberler
- Yardım Merkezi
- Bize Ulaşın
1.Lazer kaynak izi takip ilkesi Lazer-iz takip sensörü, lazer üçgenleme prensibi üzerine çalışır. Yani, lazer ışını genişletilerek ölçüm yapılan nesnenin yüzeyine projeksiyon olarak bir lazer çizgisi oluşturulur. Bu ışının yansıması...
Bize Ulaşın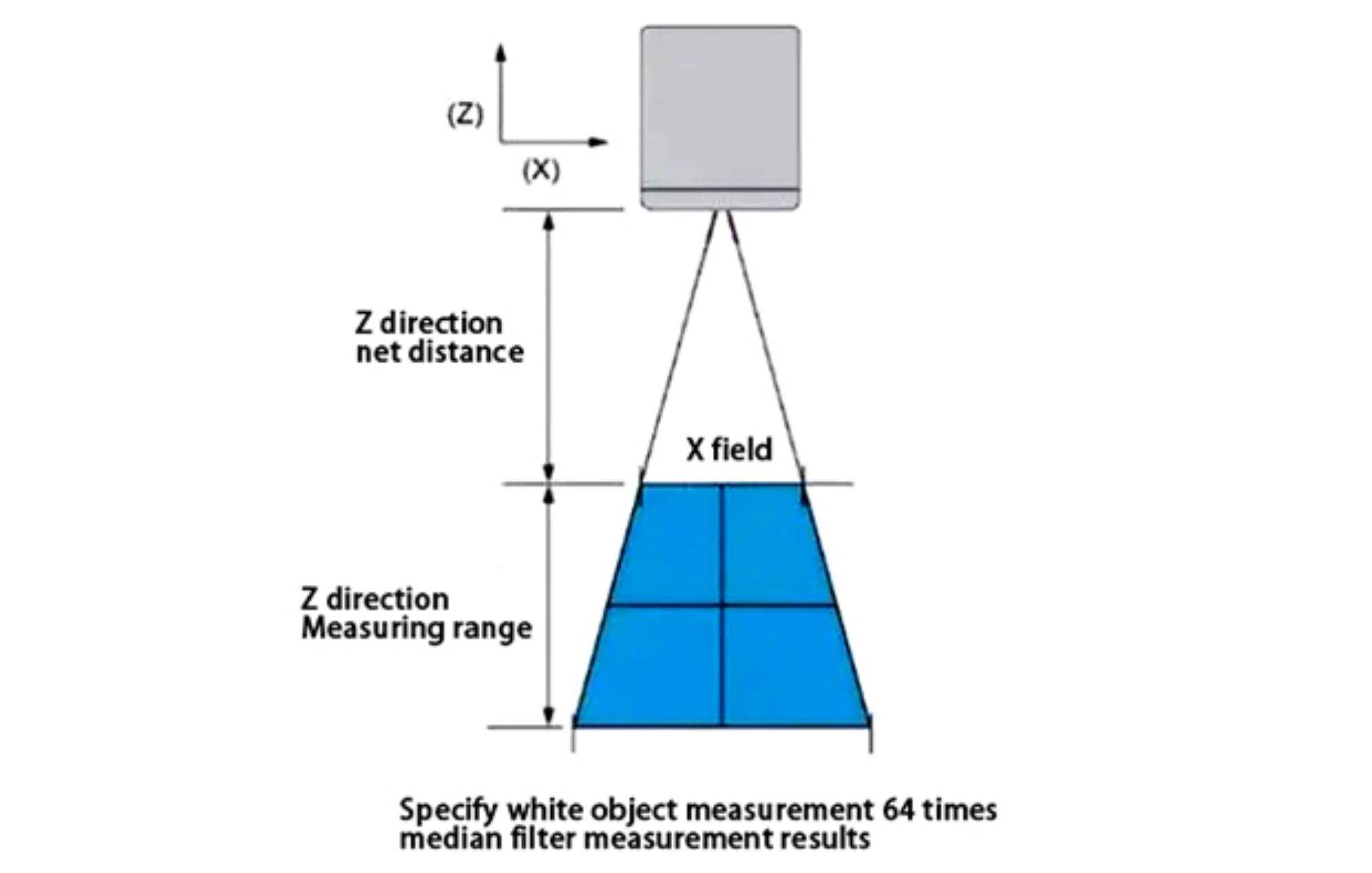
1.Lazer kaynak dikiş izleme i̇LKEL
The lazer dikiş takip sensör lazer üçgenleme prensibiyle çalışır. yani, lazer ışını ölçülen nesnenin yüzeyine yansıtılan bir lazer hattı oluşturmak için güçlendirilir. yansıtılan ışık yüksek kaliteli bir optik sistemden geçer ve bir görüntüleme matrisine yansıtılır. hesaplama yoluyla, sensörden ölçülen
Sensör modeli ve parametreleri
| model |
X yerel olarak (mm) |
Z net mesafe (mm) |
Z Ölçme aralığı (mm) |
X çözünürlük (mm) |
Z çözünürlük (mm) |
Z doğrusal Doğruluk (%) |
Tekrar et Doğruluk (%) |
| HD6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032 (Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050 (Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090 (Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (kırmızı ışık ve mavi ışık isteğe bağlı) | 150 | 300 | 175 | 0.185 | 0.047 | ±0,3 | 0.004 |
| Hd6-0200 (kırmızı ışık ve mavi ışık isteğe bağlı) | 200 | 350 | 125 | 0.245 | 0.064 | ±0,3 | 0.004 |
| Hd6-0300 (kırmızı ışık ve mavi ışık isteğe bağlı) | 300 | 550 | 210 | 0.394 | 0.126 | ±0,3 | 0.005 |
| HD6-0500 (Kırmızı ışık) | 500 | 400 | 400 | 0.792 | 0.254 | ±0,3 | 0.007 |
| Hd6-0600 ((kırmızı ışık) | 600 | 500 | 400 | 0.994 | 0.365 | ±0,4 | 0.008 |
| HD6-0800 (Kırmızı ışık) | 800 | 600 | 500 | 1. Birinci sınıf. 269 | 0.408 | ±0,4 | 0.010 |
| HD6-1100 (kırmızı ışık) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0,4 | 0.013 |
| Hd6-0050w ((kırmızı ışık) | 50 | 140 | 60 | 0.08 | 0.04 | ±0,3 | 0.009 |
| HD6-0020w (Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((kırmızı ışık) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
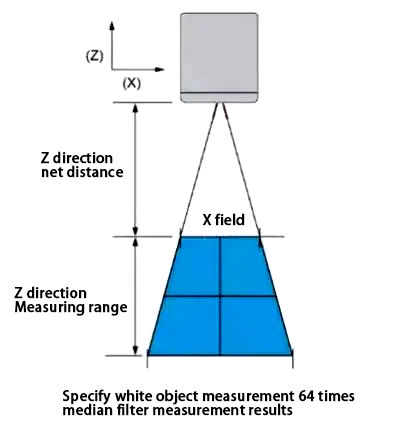
Beyaz nesne bir laboratuvar standart bloğuna atıfta bulunur ve ölçüm sonucu z ekseninin ortalama değerini 64 kez tekrar ölçülür.
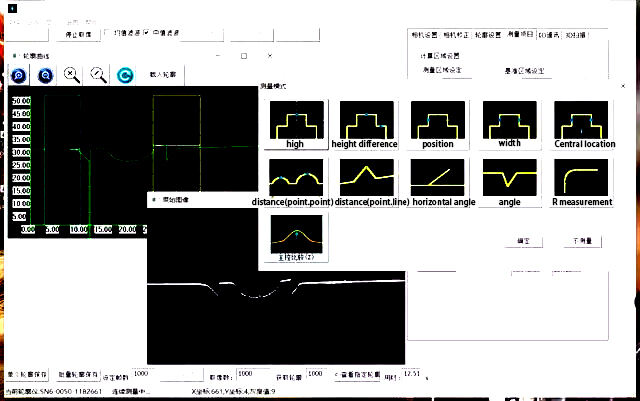
2.sözleşme kavramı lazer kaynak dikiş izleme tEKNOLOJİ
The dikiş takip sensör esas olarak bir ccd kamerası, yarı iletken lazer, lazer koruma merceğinden, sıçrama karşıtı defterden ve hava soğutma cihazından oluşur. Lazer tarama alanındaki her noktanın konum bilgisini elde etmek için optik yayılma ve görüntüleme ilkelerini kullanır ve ortak kaynak dikişlerinin
Kaynak sürecinde algılama aralığı, algılama yetenekleri ve yaygın sorunlar için ilgili işlev ayarları vardır. sensör genellikle kaynak tabancasının önüne önceden belirlenmiş bir mesafede (lider) kurulur, böylece dikiş sensörü bedeninden iş parçasına olan mesafeyi gözlemleyebilir, yani kurulum yüksekliği kurulu sens
Cihaz, tespit edilen kaynak dikiş ve kaynak tabancası arasındaki sapmayı hesaplar, sapma verilerini çıkarır ve hareket icraatçısı sapmayı gerçek zamanlı olarak düzeltir ve otomatik kaynak için kaynak tabancasını yönlendirir. Bu süreç robot kontrol sistemiyle gerçek zamanlı iletişimi gerçekleştirerek robotun gözünü vermesine eşdeğer kaynak diki
Ancak, birçok durumda, iş parçasının ve montajının hassasiyeti ve tutarlılığı büyük ölçekli iş parçalarının veya büyük ölçekli otomatik kaynak üretiminin gereksinimlerini karşılamak için kolay değildir. aşırı ısınma nedeniyle kaynaklı stres ve deformasyon etkisi de vardır. Bu nedenle, bu durumlarla karşılaştığınızda, manuel kaynak
3.Bölümlerin bileşenleri ve işlevleri kaynak dikiş izleme sensörleri
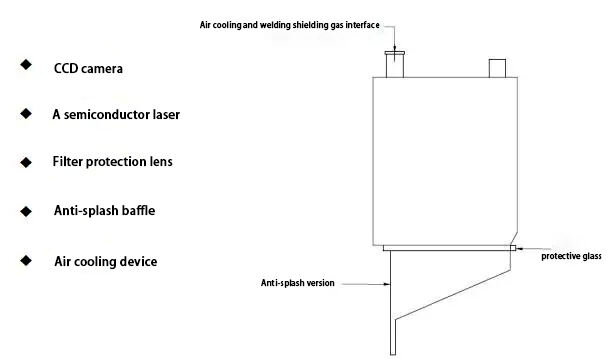
CCD kamerası
Kaynak dikiş izleme sensöründeki ccd kamerasının ana işlevi görüntü okumayı içerir. ccd kamerasıyla bir sahne çekerken, nesneden yansıyan ışık ccd kamerasının merceğinden ccde iletilir. ccd maruz bırakıldıktan sonra, fotodiyot ışıkla heyecanlanır ve bir şarj
Ccd kontrol çipi, fotodiyotların ürettiği akımı, akım iletim devresinin çıkardığı akımı kontrol etmek için fotosensitif elemanlardaki kontrol sinyali hatlarını kullanır. ccd kamerası tek bir görüntüleme işlemiyle üretilen elektrik sinyallerini toplar ve onları toplu olarak amplifikatöre çıkarır. Elektrik sinyali
Ancak, önceki adımda elde edilen görüntü verileri tek başına doğrudan bir görüntü oluşturamaz. Dijital sinyal işlemcisine (dsp) çıkartılması gerekir. dsp'de, bu görüntü verileri renk düzeltmesi, beyaz dengesi işleme (kullanıcının ccd kamerasındaki ayarlarına bağlı olarak) gibi işleme tabi tutulur ve görüntü dosyaları
Yarı iletkenli lazer
Lazer, tek derecede yoğunluk, yüksek doğrusallık ve iyi istikrarla güç üreten bir doğrusal jeneratör aracılığıyla bir ışık kaynağı tarafından üretilir ve düz bir çizgi deseninde çıkışlar yapar. Seçilecek kırmızı ve mavi lazerler vardır ve dalga boyu, açı ve hat genişliği de özel müş
Filtre koruyucu lensler
Kaynak sürecinde oluşan toz ve sıçrama nedeniyle, veri toplanmasına etkisi olabilecek, her sensöre filtre koruyucu bir lens kurulmalıdır. filtre koruyucu lens, bir yandan lazer kamerasını korumak ve diğer yandan ışığı filtrelemek için hizmet eder.yüzü kirli olduğunda, derhal değiştirilmelidir. koruyucu lens kurulu lens temizleme işi i̇lgilenemez:
1) Montaj sırasında eldiven takmalısınız ve parmak izi bırakmamalısınız;
2) lens yüzeyini hiçbir şeyin kaşmasına izin vermeyin;
3) lens çıkarılırken, lens kenarını parmaklarınızla tutun ve filme dokunmayın;
4) lens temizlemek için temiz doku kağıdı, test kağıdı ve optik kalitede çözücü kullanın.
Çırpınma karşıtı defter
Esas olarak, sensör sisteminin kullanımında daha doğru ve istikrarlı olması için, yay ışığı sıçraması, duman ve toz gibi lazerdeki müdahaleyi engellemek için kullanılır.
Hava soğutma cihazı
Kaynak sırasında yüksek sıcaklıklar nedeniyle, çoğu sistem artık bir hava soğutma sistemi kullanır. Bu, bir yandan sensörü soğutmak için ve diğer yandan sensörün kullanım ömrünü uzatmak için yapılır. sensör kılıfının koruma seviyesi ip67'dir ve kullanım için uygun sıcaklık 5 ° c ile 45 ° c arasında değişir. Bu
Algılayıcı, karmaşık program algoritmaları ile ortak kaynak dikişlerinin gerçek zamanlı çevrimiçi algılamasını tamamlar. algılama aralığı, algılama yetenekleri ve kaynak sürecinde karşılaşılan ortak sorunlar için uygun işlev ayarları vardır. cihaz, tespit edilen kaynak dikişi ve kaynak tabancası arasındaki sapmayı hesaplar, sap
4. kaynak tipi
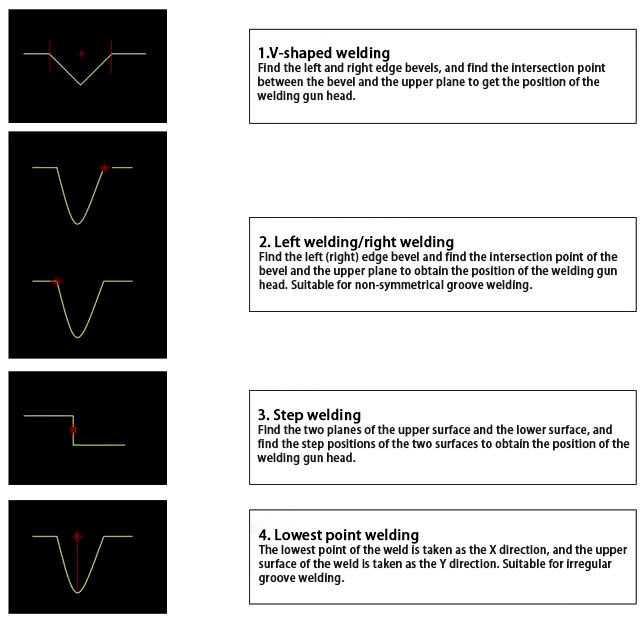
Kaynak işlemini uygulayın:Argon kemik kaynak、lazer kaynak、lazer hibrit kaynak、plazma kemik kaynak、karbondioksit lazer gazı koruma kaynak、sualtı kemik kaynak vb.
Uygulama alanları: basınçlı kaplar、 arabalar、 gemi yapımı、 demiryolları、 yapısal çelik、 konteyner kaynakları.
5.Gelişme ve ümitler
Özel makineler alanında, dikiş takip cihazları çeşitli çevresel ihtiyaçları karşılayabilir. Örneğin, su ısıtıcılarının iç astarının kaynaklanması, hava kompresörünün depolama tanklarının kaynaklanması ve çelik silindirlerdeki takip hatları vb. İthalat edilen markalar, küçük çaplı boruların takipinde özellikle üstünlük kazanır, ancak uzun düz hatlar ve dairesel
Gelişmiş üretim teknolojisinin gelişmesi ile kaynak izlemesinin otomasyonunu ve zekâsını gerçekleştirmek kaçınılmaz bir eğilim haline geldi. önümüzdeki birkaç yılda, lazer dikiş izleme sadece teknolojik yükseltmelere ihtiyaç duymayacak, aynı zamanda kullanıcı ihtiyaçlarını karşılamak ve uygulama genişlemesi açısından ürünleri geliştirmek için müş
