EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Ana Sayfa
- Ürünler
- Hakkımızda
- Videolar
- Uygulama
- Haberler
- Yardım Merkezi
- Bize Ulaşın
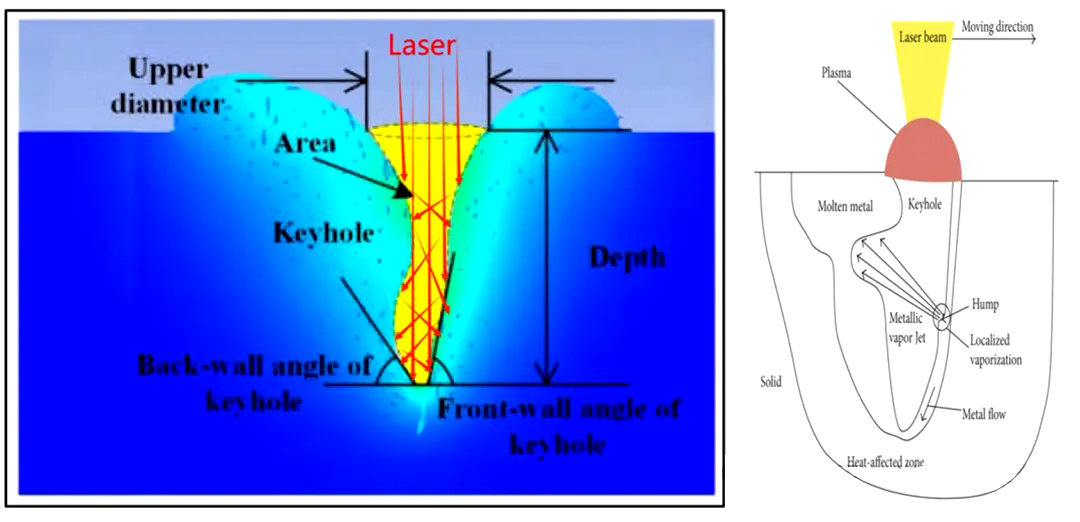
1. anahtar delik tanımı Anahtar delik tanımı: İradiyon şiddeti 10^6W/cm^2'den büyük olduğunda, bir malzemenin yüzeyi lazer etkisiyle eriyip buharlaşır ve buharlaşma hızı yeterince büyük olduğunda, geri tepme kuvveti...
Bize Ulaşın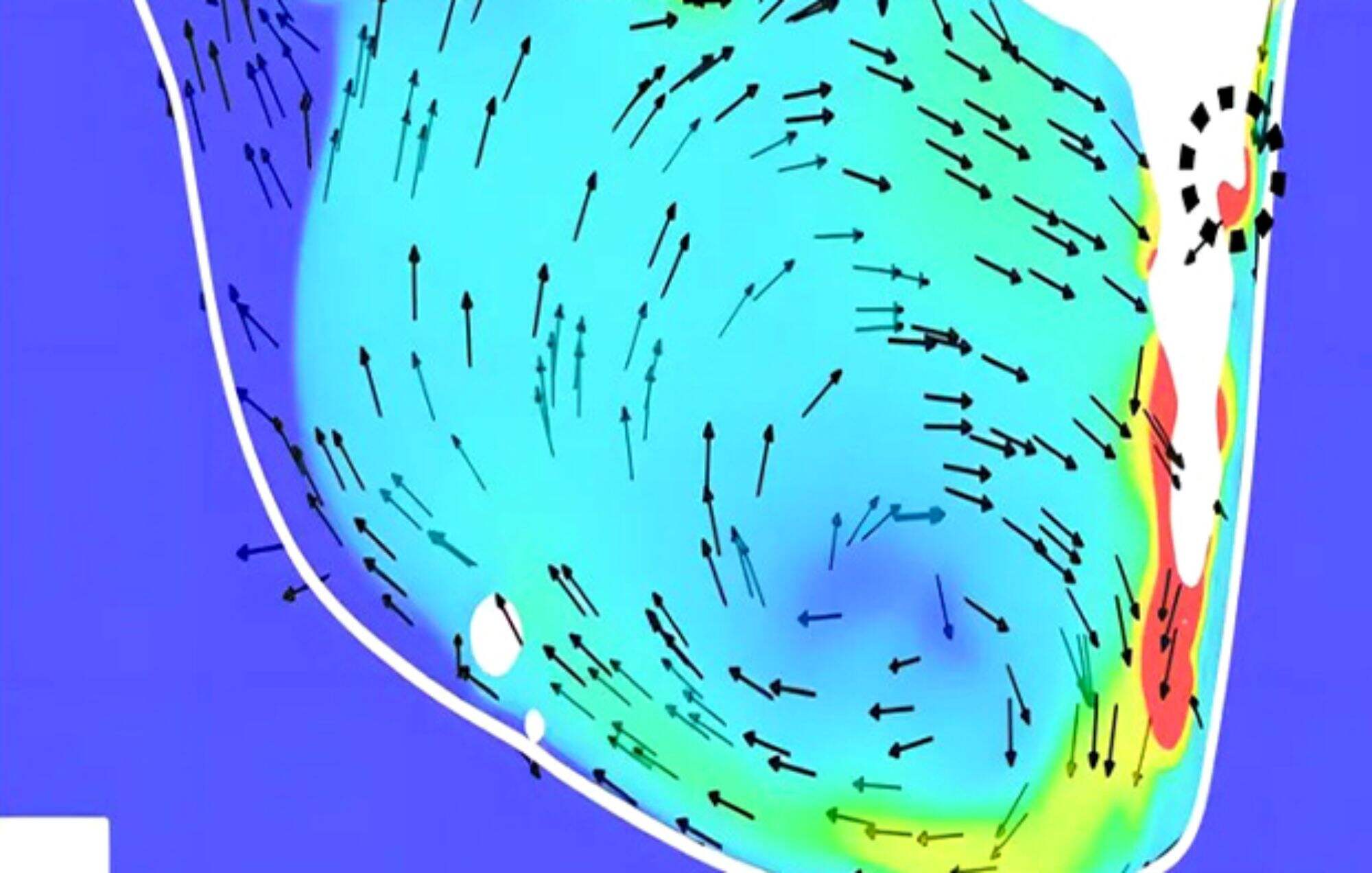
1. Anahtar deliği tanımı
Anahtar deliği tanımı: radyasyon yoğunluğu 10 ^ 6w / cm ^ 2'den büyük olduğunda, bir malzemenin yüzeyi bir lazerin etkisi altında eridiğinde ve buharlaştığında ve buharlaşma hızı yeterince büyük olduğunda, buhar tarafından üretilen geri tepme basıncı, sıvı metalinin yüzey gerginliğini
Anahtar deliği etkisi lazer Kaynağı lazer kaynak süreci sırasında malzemenin termal genişlemesi ve iç gazların buharlaşması nedeniyle küçük kabarcıkların veya deliklerin oluşumunu ifade eder. bu delikler kaynak kalitesini ve kaynak dikişinin dayanıklılığını etkileyebilir. anahtar deliği etkisi esas olarak aşağıdaki nedenlerden dolayı oluşur:
1) malzemenin termal genişlemesi: lazer ışınının yüksek enerji yoğunluğu kaynak alanındaki sıcaklığı hızla yükseltir ve malzemenin termal olarak genişlemesine neden olur. Bu, kaynak alanında gerginlik ve deformasyon oluşturur. kaynak malzemesinin termal genişlemesi tekdüze olmadığında, delikler oluşması kola
2) iç gazların buharlaşması: kaynak malzemesinde küçük gazlar veya kirlilikler vardır. Lazer ışını kaynak alanına yayıldığında, yüksek sıcaklık bu gazların hızlı bir şekilde buharlaşmasına neden olur ve kabarcıklar veya delikler oluşturur. Bu kabarcıklar kaynak havuzunun oluşmasını ve erimiş metalin doldur
3) malzemenin kimyasal reaksiyonları: yüksek sıcaklıklarda kaynak malzemesi çevredeki oksijen, su buharı ve diğer elementlerle kimyasal olarak reaksiyona girerek oksitler veya diğer bileşikler üretir. Bu bileşikler kaynak alanının erime noktasını düşürür, kaynak sürecinde gazların salınımını artırır
Lazer ışınının oluşturduğu metal buharının basıncı mikroporlarda sıvı metalin yüzey gerginliği ve yerçekimi ile dengeye ulaştığında, mikroporlar derinlik sabit bir mikropor oluşturarak derinleşmeye devam etmez. Buna "kilit deliği etkisi" denir.
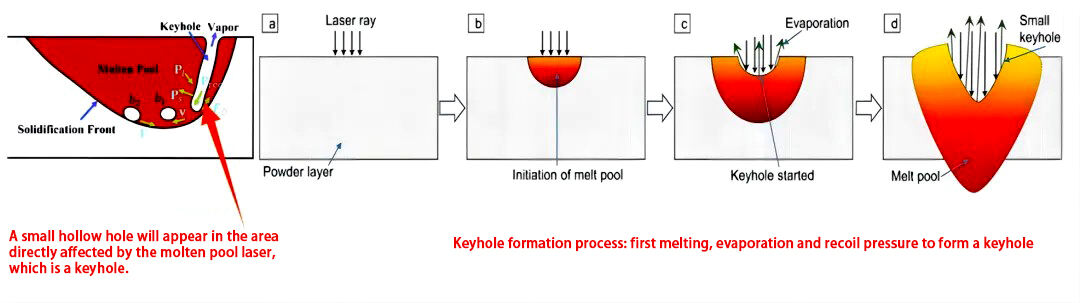
2. Anahtar deliği oluşumu ve gelişimi
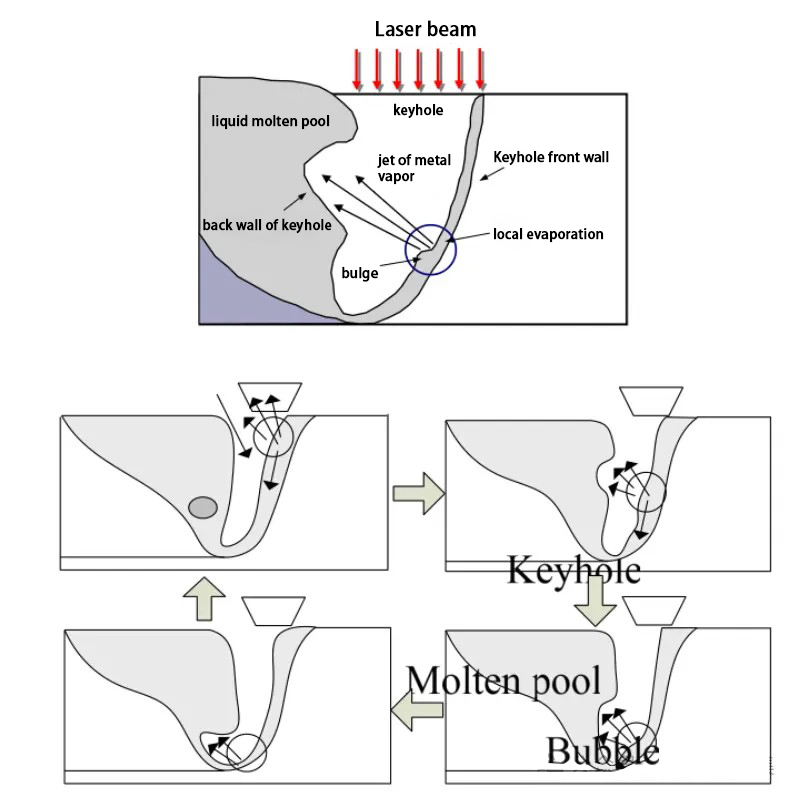
Kaynak sürecinde, anahtar deliği duvarı her zaman yüksek dalgalanma durumundadır. anahtar deliğinin ön duvarındaki erimiş metal katmanı duvar dalgalanması ile birlikte aşağı doğru akar. anahtar deliğinin ön duvarındaki herhangi bir çıkıntı, yüksek güç yoğunluğu lazerleri tarafından yayılma nedeniyle güçlü bir şekilde buharlaşır. Olu
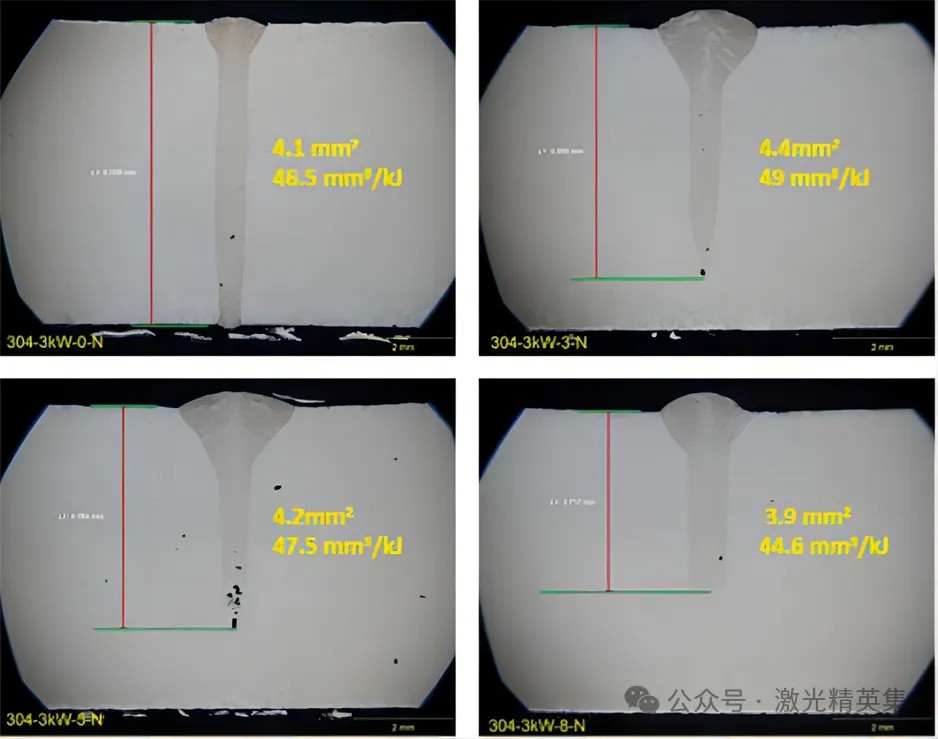
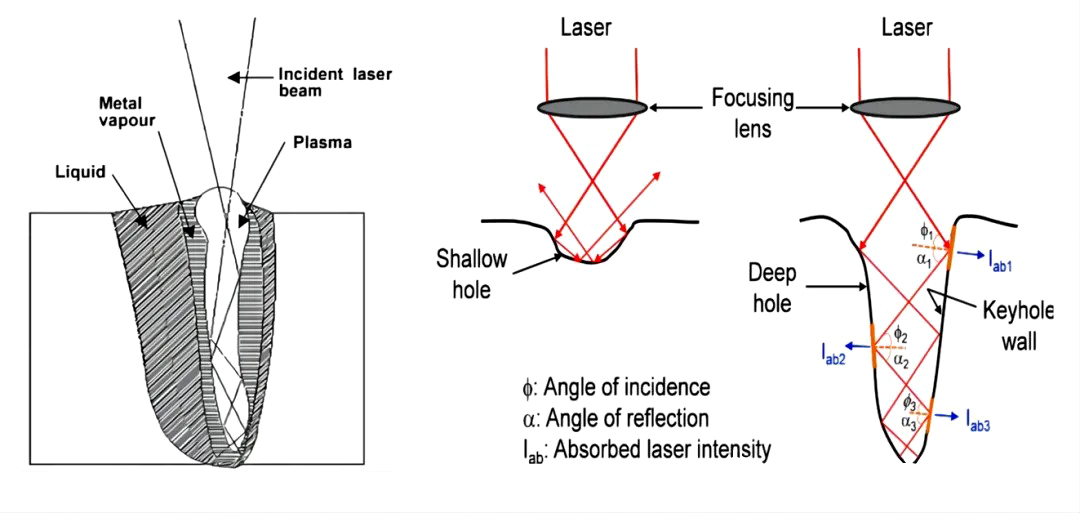
Mikro gözeneklerin varlığı nedeniyle, lazer ışını enerjisi malzemeye nüfuz ederek bu derin ve dar kaynak dikişini oluşturur. Yukarıdaki resim, lazer derin nüfuz kaynaklarının tipik çapraz kesim morfolojisini gösterir. kaynak derinliği ve anahtar deliğinin derinliği yakındır (doğru olmak için,
Kaynaklama sürecinde anahtar deliğinin istikrarsızlığı, ana olarak anahtar deliğinin ön duvarındaki yerel metal buharlaşmasından kaynaklanır. Gözeneklilik oluşturan faktörler şunlardır:
1) Yerel buharlaşma koruyucu gazın sızmasına neden olur;
2) alaşım elemanlarının yanması;
3) Alüminyumun ve alaşımlarının lazer kaynakları sırasında, soğutma sürecinde alüminyumda hidrojenin çözünürlüğü önemli ölçüde azalır.
3. anahtar deliğinde lazer enerjisinin emiliminin analizi
Küçük delik ve plazma oluşmadan önce, lazer enerjisi esas olarak ısı iletkenliği yoluyla iş parçasının içine aktarılır. kaynak süreci iletkenlik kaynakına aittir (yumuşama derinliği 0,5 mm'in içinde) ve malzemenin lazer için emilim oranı 25-45% arasındadır. Anahtar deliği Kaynak işlemi derin nüfuz kaynak haline gelir (dondurma derinliği 0,5 mm'den fazla) , ve emilim oranı 60 ~ 90% veya daha fazla olabilir. Anahtar deliği etkisi son derece önemli bir rol oynar. i̇şleme süreçlerinde lazerlerin emilimini güçlendirmek için lazer Kaynağı anahtar deliğine giren lazer ışını, deliğin duvarındaki çoklu yansımalar sayesinde neredeyse tamamen emilir.
Genel olarak, anahtar deliğinde lazerin enerji emici mekanizmasının iki işlem içerdiği düşünülmektedir: ters fren ışın emici ve fresnel emici.
3.1 Fresnel emilim
Fresnel emilimi, lazer için anahtar deliği duvarının emilim mekanizmasıdır. Lazerin anahtar deliğinde birden fazla yansıma altında emilim davranışını tanımlar. Lazer anahtar deliğe girdiğinde, anahtar deliğinin iç duvarında birden fazla yansıma olur ve her yansıma sürecinde lazer enerjisinin bir kısmı anahtar deli
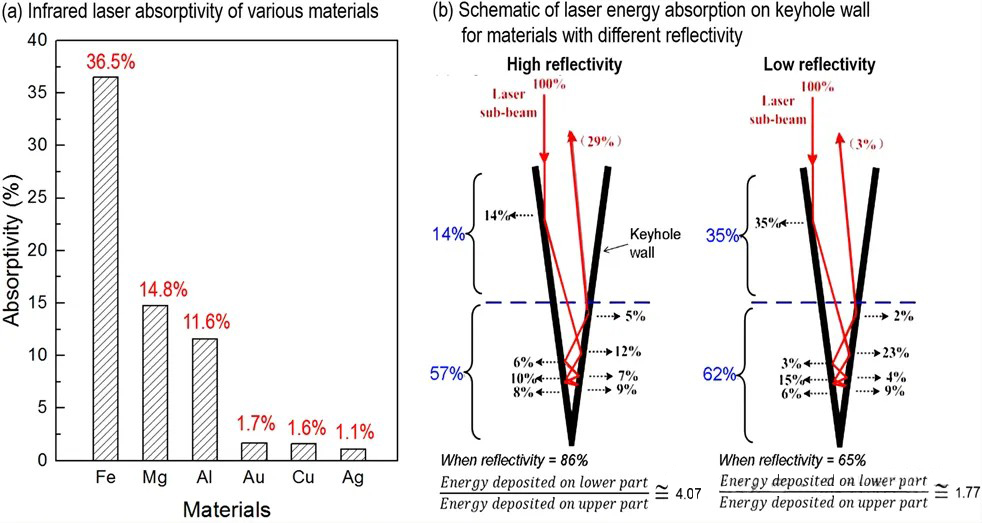
Sol çizelgedeki gibi, kızılötesi lazerler için çelikten alınan absorpsiyon oranı magnezyumdan yaklaşık 2,5 kat, alüminyumdan 3,1 kat ve altından, gümüşten ve bakırdan 36 kat daha fazladır. Yüksek yansıtımlı malzemeler için, küçük delikte lazer ışınının çoklu yansımaları, derin erime lazer kaynak işleminde enerjiyi emerek için ana mekanizmadır.
Düşük emilim oranı, yüksek yansıtıcı malzemelerin lazer kaynakları sırasında daha düşük bir enerji bağlantı verimliliğine neden olur (71% vs. 97%), ve yüksek yansıtıcı malzemelerin lazer kaynakları sırasında küçük delikin altındaki daha yüksek enerji emilim konsantrasyonuna neden olur. küçük deliğin derinlik yönü boyunca enerji dağılımı dengesizdir, bu da küçük deliğin istikrarsızlığını hızlandırır ve gözenekliğe, eksik füzyona ve kötü görünümüne yol açar.
3.2 ters sertlik emilim
Küçük deliklerdeki başka bir emilim mekanizması da plasmonik ters sertlik radyasyon emili .foto-indüksiyonlu plazma sadece küçük delik çıkışının üzerinde bulunmakla kalmaz aynı zamanda küçük deliği de doldurur. Lazer, delik duvarından iki yansıma arasında plazma içinde hareket eder, enerjisinin bir kısmı plazma tarafından emilir ve plazma tarafından emilenen enerji konveksiyon ve radyasyon yoluyla delik duvarına aktar
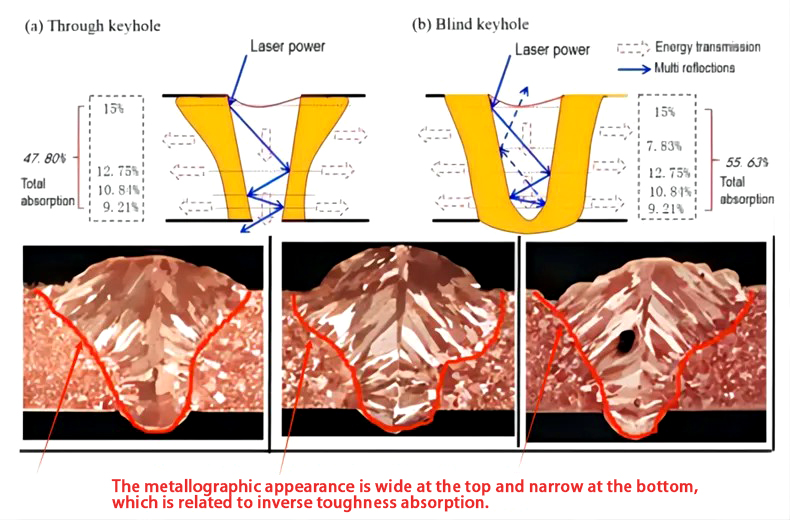
İki enerji emici mekanizmanın rolü ve oranı : küçük delikler içindeki lazer enerjisini emiş iki mekanizma kaynak dikiş oluşumu üzerinde farklı etkilere sahiptir.
•Plasmanın emişi enerjinin çoğu küçük deliğin üst kısmında serbest bırakılır ve daha azı alt kısmında serbest bırakılır, bu da "şarap bardağı" şeklinde bir delik elde etmeyi kolaylaştırır, ancak deliğin derinliğini genişletmeye elverişli değildir.
•çukur duvarının frezenel emilişiyle salınan enerji, delik derinliği yönünde nispeten tekdüze olup, delik derinliğini artırmak ve nihayetinde nispeten derin ve dar bir kaynak dikişini elde etmek için faydalıdır.
Kaynak kalitesini ve verimliliğini artırma açısından, küçük delik içindeki plazma kaynak istikrarı için daha yararlı olması için kontrol edilebilirse, lazer modülasyonu, ayarlanabilir halka modu ve bileşik ısı kaynağı tüm potansiyel olarak etkili teknik çözümlerdir.
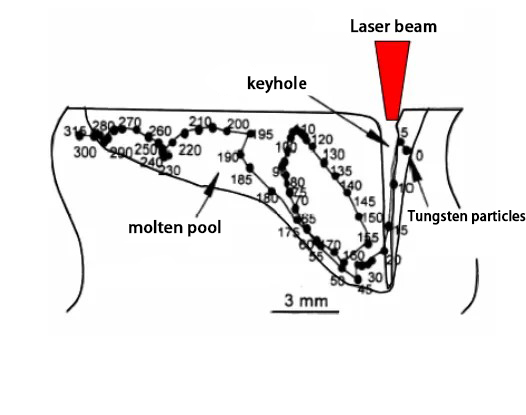
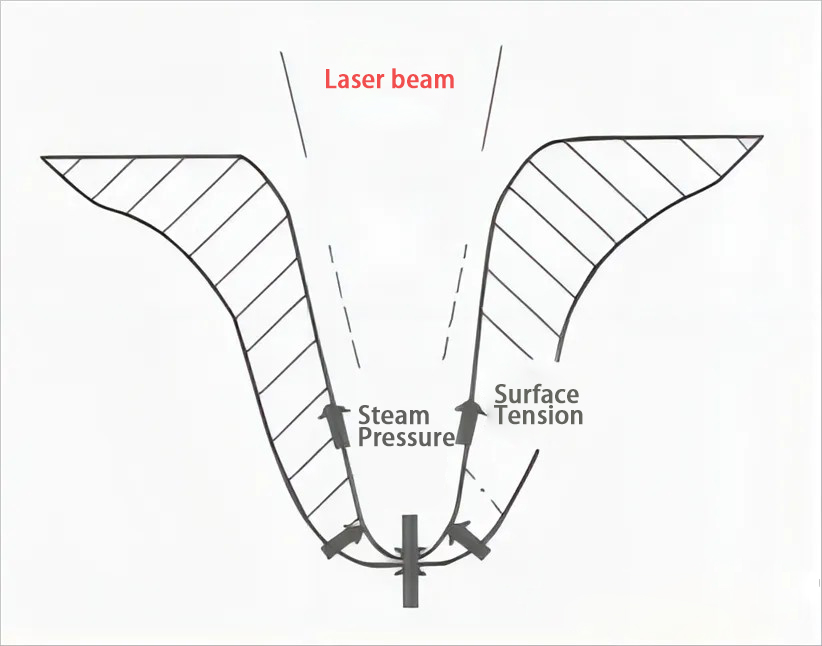
4.Kaffe deliğinin içindeki basınç dengesi
Lazer derin füzyon kaynak sırasında, malzeme çarpıcı bir şekilde buharlaşır ve yüksek sıcaklıkta buharın genişleme basıncı sıvı metali kenara iterek küçük bir delik oluşturur. küçük delik içinde, malzemenin buhar basıncı ve ablasyon basıncı (buharlaşma reaksiyon gücü veya geri tepme bas
5. Anahtar deliği dengesizliği
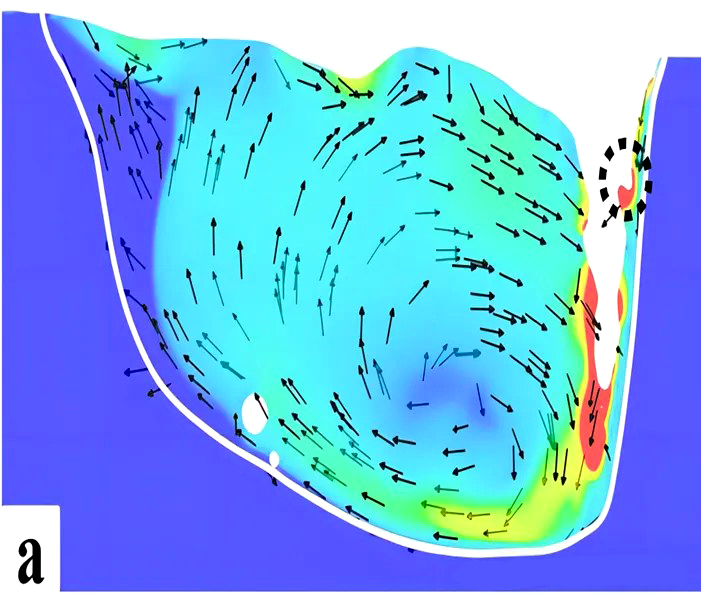
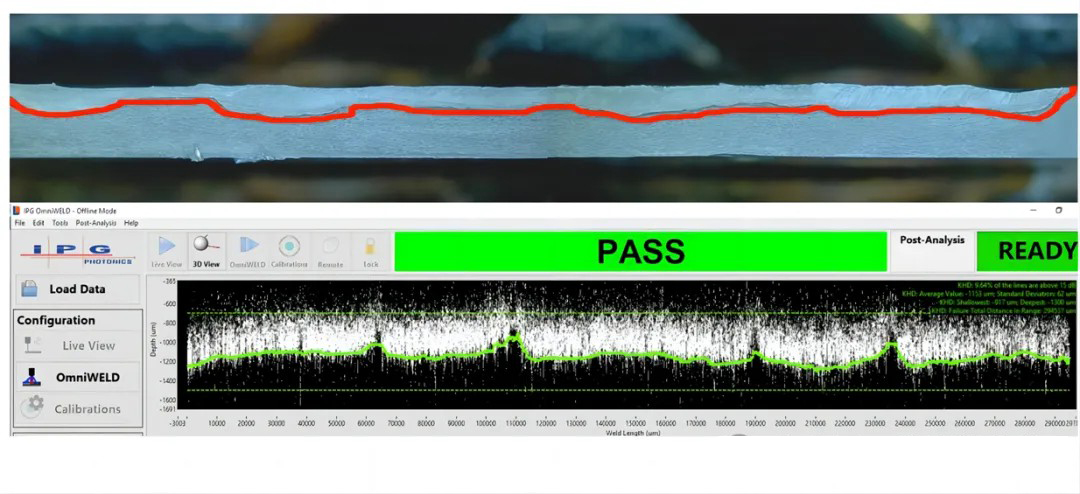
Lazer malzeme yüzeyinde etki ettiğinde, büyük miktarda metal buharlanır, geri tepme basıncı erimiş havuzu aşağıya doğru baskı yapar, bir anahtar deliği oluşturur, ayrıca plazma, bu da erime derinliğini artırır.hareket sürecinde, lazer anahtar deliğin ön duvarına çarptığında,
Kaynak dikişine paralel merkez boyunca boylamlı keserek elde edilen kaynak dikiş merkezinin kesit görünümü ve ipg-ldd ile gerçek zamanlı olarak ölçülen anahtar deliği derinlik değişimi grafiği bunu doğruluyor.
6. Anahtar deliği periyodik dalgalanmalar
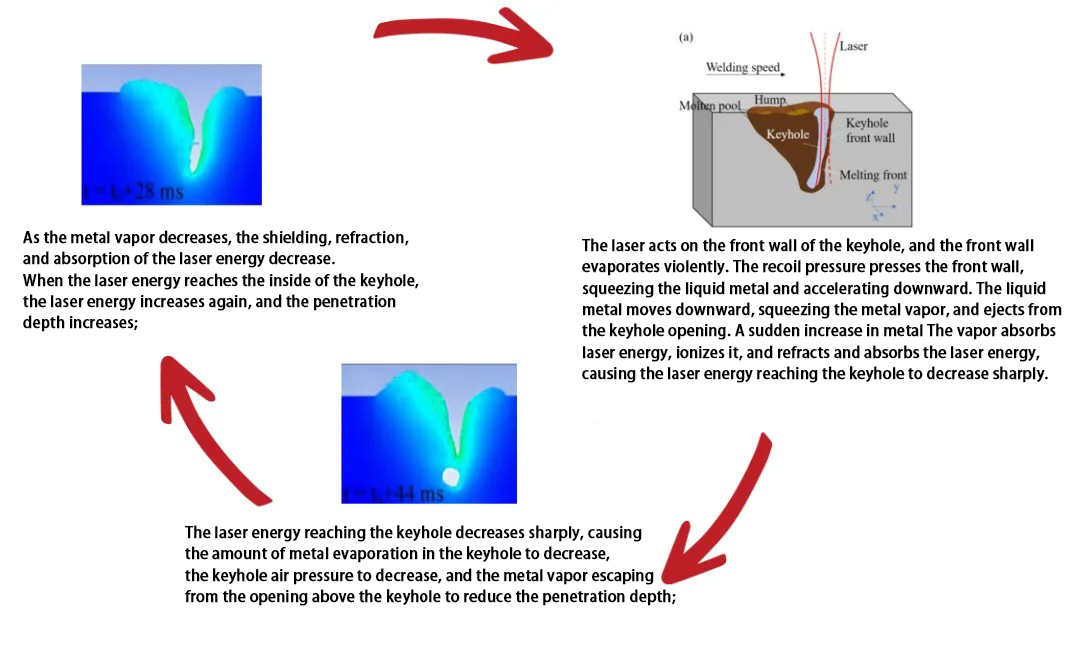
1. lazer, anahtar deliğinin ön duvarına etki ederek ön duvarın şiddetli bir buharlaşmasına neden olur. geri tepme basıncı ön duvarı basar, sıvı metali aşağıya doğru hareketini hızlandırmak için sıkıştırır. Sıvı metalin aşağıya doğru hareket etmesi, metal buharını sıkıştır
2. Anahtar deliğine ulaşan lazer enerjisinin keskin düşmesi, anahtar deliğinin içindeki metal buharlaşmasının miktarında bir düşüşe neden olur. Bu, anahtar deliğinin basıncının azalmasına neden olur, anahtar deliğinin üst açısından kaçan metal buharının miktarı azalır ve erime derinliği azalır.
3. metal buhar miktarı azalırken, lazer enerjisinin kalkanlanması, kırılması ve emili azalır, bu da anahtar deliğinin içine ulaşan lazer enerjisinin artmasına ve erime derinliğinin artmasına neden olur.
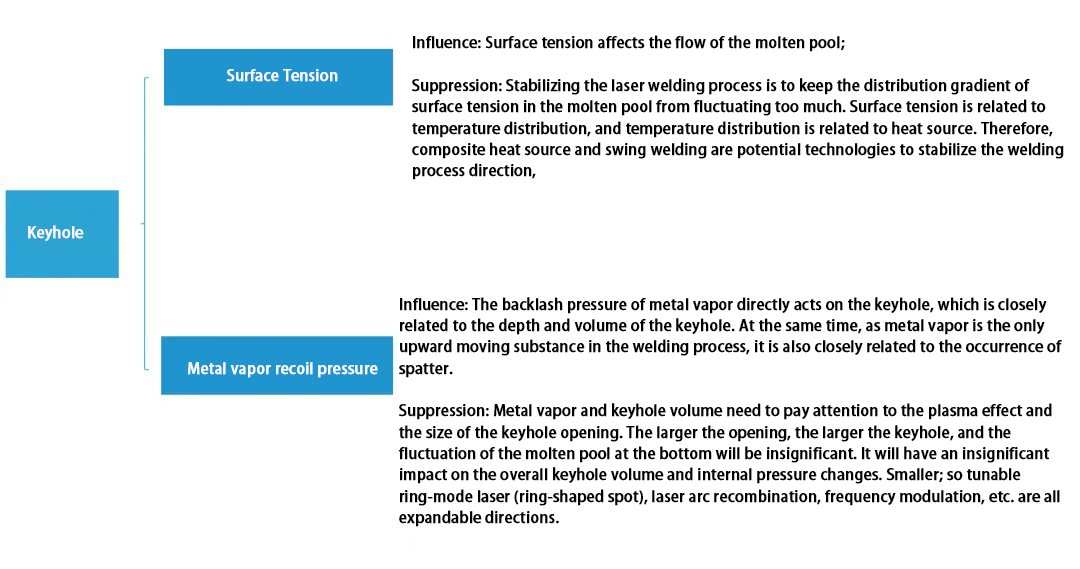
7. Anahtar deliği dalga yönünü bastırır.
1) Yüzey gerilmesi
Etki: yüzey gerilimi erimiş havuzun akışını etkiler.
Inhibiyon:lazer kaynak işleminin stabilizasyonu, aşırı dalgalanmalar olmadan erimiş havuzda yüzey geriliminin eğim dağılımını korumayı içerir. yüzey gerilimi sıcaklık dağılımıyla ilişkilidir, bu da ısı kaynağı ile ilişkilidir. bu nedenle, kompozit ısı kaynakları ve salınım
2) Metal buhar geri tepme basıncı
Etkisi:metal buharının geri tepme basıncı, anahtar deliklerinin oluşumunu doğrudan etkiler ve anahtar deliklerinin derinliği ve hacmi ile yakından ilişkilidir. Ayrıca, kaynak süreci sırasında yukarı doğru hareket eden tek madde olan metal buharı, sıçrama oluşumuyla yakından ilişkilidir.
Inhibe:metal buharı ve anahtar deliği hacmi arasındaki ilişki plazma etkisine ve anahtar deliği açılışının boyutuna dikkat etmeyi gerektirir. açılış ne kadar büyükse, anahtar deliği de o kadar büyüktür, bu da altındaki küçük erimiş havuzda dalgalanmaların önemsiz görünmesini sağlar. Bu Bu nedenle, ayarlanabilir halka modu lazer ( halka şeklindeki noktalar), lazer-kurş kombinasyonu, frekans modülasyonu vb., tüm potansiyel genişleme yönleri.