
ABSTRACT:The work aims to study the optimum laser welding process scheme for 6063 aluminum alloy to improve the ten- sion of welding spot in view of that the tension of 6063 aluminum alloy spot-welded by pulse laser is low and fails to meet...
Contact Us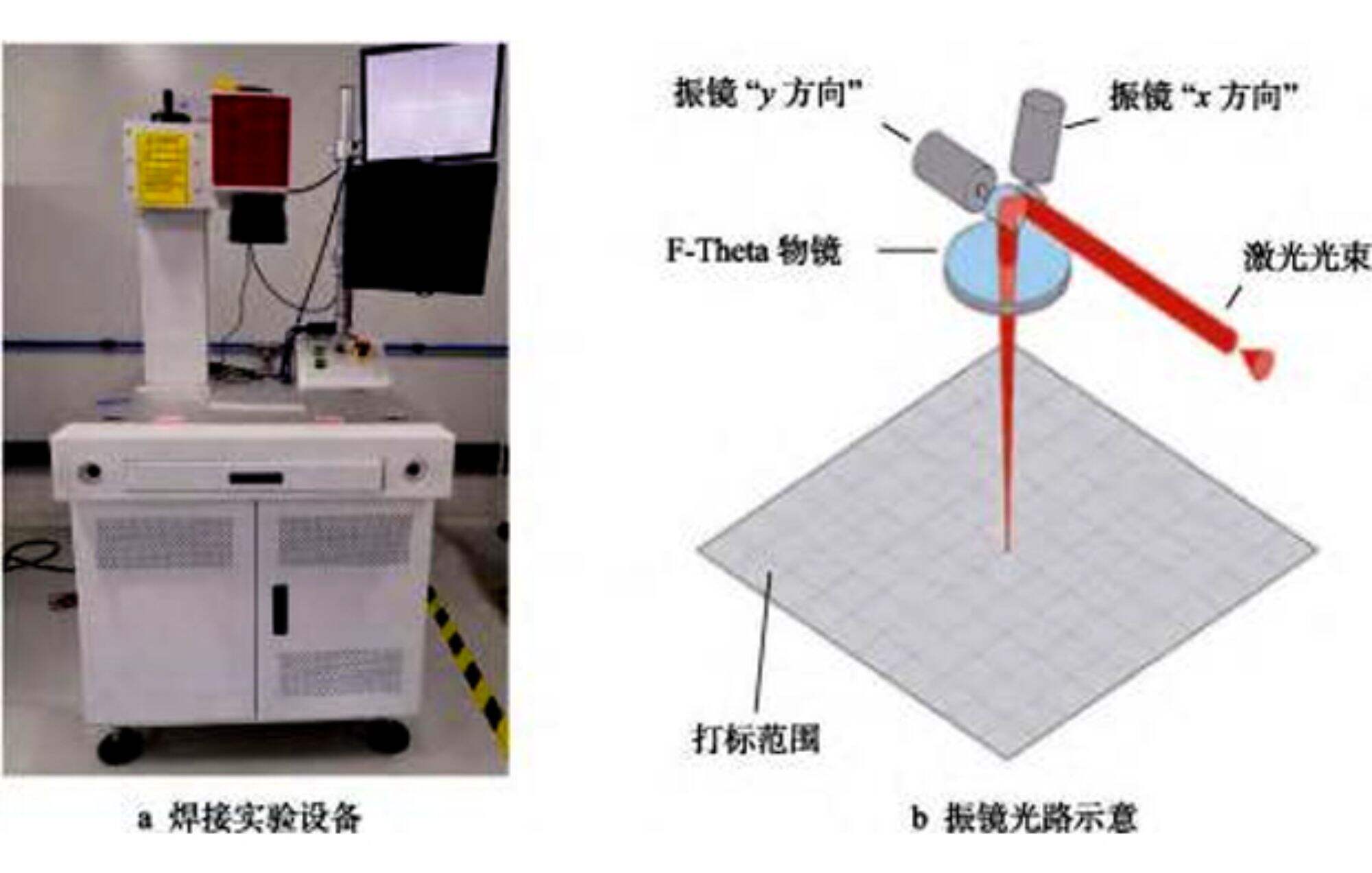
ABSTRACT:The work aims to study the optimum laser welding process scheme for 6063 aluminum alloy to improve the ten- sion of welding spot in view of that the tension of 6063 aluminum alloy spot-welded by pulse laser is low and fails to meet the actual needs. The single-mode fiber laser was used to weld 6063 aluminum alloy,and the spiral spots were formed by extremely fine line to replace single pulse laser spot welding. The orthogonal experiment was carried out to laser power, welding speed and defocus to obtain the optimum parameters. Through the analysis on the appearance and microstructure of the weld, the reason for the increase of the welding spot tension was explained. When laser power was 70 W, welding speed was 100 mm/s,and de- focus was 0, the tension of spots reached the maximum 65 N, and the process parameters were the best. The tension of sin- gle-mode laser welding spot was 3 times that of pulse laser welding spot. In welding with single-mode fiber spiral laser, the laser energy is evenly distributed in the spot range and has a large power density, forming a weld shape with the weld surface width almost the same as that of the weld bottom, which is conducive to improving the tension of welding spot and providing technical reference for actual production.
KEYWORDS:6063 aluminum alloy; single-mode fiber laser; laser welding; tension
Aluminum alloy materials have the advantages of light weight, high strength, easy to process and shape, and good corrosion resistance. They have been widely used in industries such as aerospace, hardware, and automobiles.With the advancement of science and technology, higher requirements have been put forward for the weld quality and production efficiency of aluminum alloy welding.Laser welding has the advantages of high energy density, low total heat input, small deformation after welding, and easy automation due to non-contact with the workpiece. It has a broad application prospect in aluminum alloy welding.
Aluminum alloy has a high reflectivity to lasers, requiring higher laser energy to achieve welding. In addition, low melting point elements such as Mg and Zn in aluminum alloys are prone to burn out, resulting in a decrease in the strength of the welding joint, affecting practical use.The 6063 aluminum alloy has high strength and good friction resistance, and it is an aluminum alloy material with a wide range of applications.Thin materials generally use Nd: YAG laser source for spot welding, which can reduce thermal deformation and improve production efficiency. However, the tensile strength of the weld spot is lower, which may not meet the practical production requirements.With the further development of laser technology, single-mode fiber laser technology is becoming increasingly mature, and the quality of the beam is getting better and better, which is of great help in improving the tensile strength of the weld spot.
The article uses a 1000 W single-mode fiber laser to weld the spiral wire, forming a weld spot. By optimizing the process parameters, the maximum tensile strength of the weld spot is achieved. It also compares with the tensile strength of the weld points from pulse laser spot welding, providing valuable references for practical engineering applications.
1 Welding Experiment
1.1 Materials
The material is an aluminum alloy, with the grade of 6061, and a thickness of 0.5 mm. The chemical composition of the material is shown in Table 1.Cut the material into 200 mm x 100 mm plates, clean with alcohol and water, and set aside. The welding method is lap welding, and the workpieces to be welded are clamped using homemade fixtures.
Tab.1Chemicalcompositionof6061aluminumalloy(massfraction)%
|
Al |
Mg |
Si |
Fe |
Cu |
Cr |
Mn |
Zn |
|
margin |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 Equipment
The experimental equipment uses a single-mode fiber laser produced by IPG for welding, with a fiber diameter of 0.14 µm, and an average power of 1000 W. The experimental platform mainly consists of a laser, computer, optical path system, and control system, as shown in Figure 1a.The laser is reflected by the scan galvanometer and is focused on the working plane through the F lens. The galvanometer rotates at high speed under the drive of the x/y motor, forming various trajectories in the plane, such as circles, rectangles, straight lines, spiral lines, etc. After passing through the F lens, the spot size is about 0.28 mm. The schematic diagram of the optical path system is shown in Figure 1b.Pulse laser spot welding uses a 500W Nd:YAG lasersource, with a peak power of up to 8000W. After the laser beam is focused by the optical path system, the spot size is approximately 0.4 ~ 1.0 mm.The electronic tensile tester produced by Jinan Huaxing Experimental Equipment Co., Ltd (model: WDH-10) is used for the tensile testing of the weld seam. The weld appearance is tested with a metallographic microscope, with the brand being Beijing North Star and the model number XJB200.
Fig.1 Experiment platform
2 Laser welding process experiments and results
2.1 Welding graphic design and appearance comparison
Pulsed laser spot welding uses a 500 W Nd: YAG laser for welding, with a welding range requirement of 0.6~0.8 mm. The focused beam size of pulsed laser spot welding just meets the requirement. The laser emits a pulse that acts on the material, forming a welding spot. The schematic diagram of the welding spot is shown in Figure 2a.Due to the focused spot of the single-mode fiber laser being only 0.28 mm, the laser beam forms a welding spot by running a spiral,the diameter of the spiral is 0.8 mm,and the spiral has 4 turns. There is a certain degree of laser overlap between each turn, forming a laser welding spot with a diameter of 0.8 mm. The schematic of the welding spot is shown in Figure 2b.The appearance of the pulse laser spot welding is shown in Figure 2c, and the appearance of the welding spot formed by the spiral is shown in Figure 2d. The size of the two welding spots is almost identical, and no significant difference can be observed visually.

Fig.2 Diagramand appearance of welding spots
2.2 Orthogonal Experiment of Process Parameters
The main processing parameters for pulsed laser spot welding include peak laser power, pulse width, and defocus amount. A preliminary laser welding process test is conducted on 0.5 mm 6061 aluminum alloy. When the peak laser power is 2400 W, the peak power is relatively small, resulting in a smaller welding spot pulling force of 3 N.When the peak laser power is 3600 W, there is splashing on the surface of the weld seam, and the tensile force of the weld spot is also low, at 4 N. When the pulse width is 3 ms, the diameter of the welding spot is smaller, and the tensile force is less, at 3 N.When the pulse width is 9 ms, the diameter of the welding spot is 0.9 mm, which exceeds the welding range of 0.6~0.8 mm.When the defocus is at 0, due to the large power density, there is splattering on the weld seam, and the appearance does not meet the standard. However, when the defocus is at 6 mm, due to the abrupt drop inpower density, the tensile force at the weld point is lower, at 4 N. The three levels ofthese factors are as illustrated in Table 2.
Tab.2 Factorsand levelsof pulse laser spot welding
|
number |
factor |
||
|
A Peak power/W |
B pulse width/ms |
C Defocus amount/mm |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
The main process parameters of single-mode fiber laser spiral welding are the average laser power, welding speed, and defocus amount,when the average laser power is 500 W, the tensile force at the weld point is lower, at 4 N;When the averagelaser power is 900 W, some material splatters, and the tensile force at the weld point is also lower, at 3 N;When the welding speed is 90 mm/s, the heat accumulation is too high, causing material to be burnt, and the tensile force at the weld point is lower, at 5N;When the welding speed is 170 mm/s, the heat accumulation is lower, both the welding width and depth are smaller, and the tensile force at the weld point is lower, at4 N;When the defocusing amount is 0, the power density is higher, causing spatter onthe weld seam, which cannot meet the appearance requirements;When the defocusing amount is 6 mm, due to the sharp drop in power density, the tensile force at the welding point is lower, at 4 N. The three factors and three levels are shown in Table 3.
Tab.3 Factors and levels of single-mode fiber laser spiral welding
|
number |
factor |
||
|
D average power/W |
E welding speed/ (mm·s- 1) |
C Defocus amount/mm |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
The three-level orthogonal experiment of pulse laser spot welding includes nine sets,when the peak power is 3000 W, the pulse width is 8 ms, and the defocusing amountis 1 mm, the tensile force of the welding point reaches its peak at 17 N,these are regarded as the optimal process parameters.For the factor of peak laser power (A), there are three experiments conducted with level 1 (A=2500 W),add up the tensile force of the welding points from these 3 experiments to get the statistical total K1=35,when level 2 is chosen, the sum of the tensile strength of the welding points is statistical total K2=46,when level 3 is chosen,the sum is statistical total K3=33,the larger the statistical value K, the higher the tensile force at that level,the highest value is K2,this indicates that when factor A is at level 2 (A = 3000 W), the tensile strength of the welding point is the greatest;Similarly, the statistical value K of the tensile strength of the weld point of other factors(pulse width, defocus) can be obtained, as shown in Table 4.The range is representedby R,the smaller the R value, the less impact that factor has on the tensile strength ofthe weld point;Conversely, the larger the R value, the greater the impact of that factoron the tensile strength of the weld point.From Table 4, it can be seen that the factorsaffecting the tensile strength of the weld point are, in order of importance: peak power,pulse width, and defocus.
Tab.4 Orthogonal experiment results of pulse laser spot welding
|
number |
A Peak power/W |
Bpulse width/ms |
CDefocusamount/mm |
Solder joint tension/N |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
K1 |
35 |
33 |
40 | |
|
K2 |
46 |
36 |
31 |
|
|
K3 |
33 |
45 |
38 |
|
|
R |
13 |
12 |
9 |
The three-factor, three-level orthogonal experiment of single-mode fiber laser spiral line welding comprises a total of 9 groups.When the average power is 3000 W, the welding speed is 160 mm/s, and the defocus amount is 1 mm, the tensile strength of the weld point reaches the highest value of 47 N, which is the optimal process parameter.
When the laser average power factor G is set at level 1 (A=600 W), a total of 3 experiment groups are formed,the tensile strengths of these 3 groups of welding points are added together to give the statistic F1=98;Similarly, the statistic for the tensile strength value of other factors can be obtained, as shown in Table5.Among them, Y is the range value. From the range value, it can be seen that the factors that affect the size of the solder joint are, from primary to secondary, defocus, average power, and welding speed.
2.3 Weld appearance and microstructure analysis
Figure 3a shows a cross-section of the spot weld under the optimal process parameters for pulsed laser spot welding,the width of the weld seam surface is large, but as the fusion depth increases, the width of the weld seam decreases. The width of the weld seam between the top and bottom two layers is approximately 1/3 of the surface width of the welding point,this is because the energy of the pulsed laser is mainly distributed in the center of the 0.8 mm light spot. The energy at the edge of the light spot is lower, which can only melt the material surface and cannot continue to penetrate downwards, forming a weld seam that is wide at the top and narrow at the bottom.Figure 3b shows a cross-section of the weld spot under optimal process conditions for single-mode fiber laser spiral welding, where the width of the weld seam surface is roughly equivalent to the width of pulsed laser spot welding,with the increase in melting depth, there is no significant reduction in the width of the weld seam. The width of the weld seam between the upper and lower two layers of material is almost the same as the width of the weld spot surface,this is because when single-mode fiber laser spiral welding is used, the focused spot of the single-mode fiber laser is 0.28 mm, the laser energy is evenly distributed within the spot range and has a high power density. At the outer most circle of the spiral line, the laser energy is sufficient to melt through the material, forming a weld seam shape where the width of the weld seam surface is almost the same as the weld seam bottom.During the tensile test, the main stress position is the width of the weld seam between the upper and lower two layers of material. The larger the width, the greater the tensile force of the weld point. The width of the weld seam between the upper and lower two layers of material in the single-mode fiber laser spiral weld is three times the width of the pulse laser spot weld, therefore, the tensile strength of the weld point of the single-mode fiber laser spiral welding is also three times that of the pulse laser spot welding.
Tab.5 Orthogonal experiment results of single-mode spiral welding
|
number |
D average power/W |
E welding speed/(mm·s- 1) |
F defocusamount/mm |
solder joint tension/N |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G1 |
98 |
104 |
123 |
|
|
G2 |
119 |
102 |
95 |
|
|
G3 |
104 |
115 |
98 |
|
|
Y |
21 |
13 |
25 |
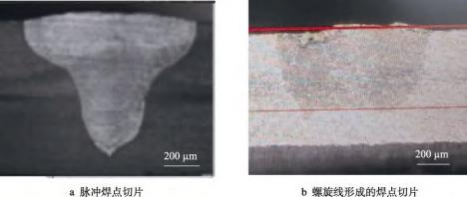
Fig.3 Cross section of welding spot
Figure 4a represents the metallographic structure of the 6061 aluminum alloy parent material. The grain size is uneven, the shape is irregular, and the grains are relatively large, which is a typical '-Al structure.Figure 4b shows the microstructure of the weld seam center under the optimal process parameters of laser pulse spot welding. It features an aluminum alloy dendritic structure. The grain size has seen a significant refinement compared to the parent material of 6061 aluminum alloy.This is due to the rapid heating and rapid cooling of the aluminum alloy material by laser pulse spot welding, which results in the refinement of the weld seam grains.Figure 4c displays the microstructure of the weld seam center under the optimal process parameters for single-mode fiber laser spiral welding. This is represented by an aluminum alloy dendritic structure. The grain size shows no significant difference when compared to the metallographic structure of laser pulse spot welding.
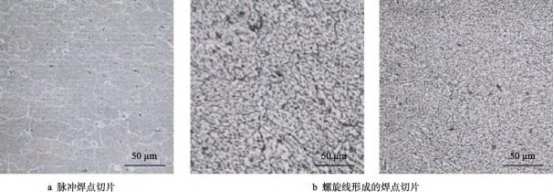
Fig.4 Microstructure of welding spot
3 Conclusion
The 6063 aluminum alloy was lap welded separately using pulse laser spot welding and single mode fiber laser spiral welding methods, and an orthogonal optimization experiment was conducted. The maximum pull strength of the weld spots achieved by pulse laser spot welding reached 17 N,the optimal process parameters are as follows: peak power is 3000 W, pulse width is 8 ms, and defocus amount is 1 mm for pulse laser spot welding. The maximum pull strength of the weld spots achieved by single mode fiber laser spiral welding reached 47 N. The optimal process parameters for this method are as follows: average power is 3000 W, welding speed is 160 mm/s, and defocus amount is 1 mm.
The appearance of the results from pulse laser spot welding and single mode fiber laser spiral welding under optimal process parameters is almost identical, with no significant difference; there is also no notable discrepancy in the metallurgical structure and grain sizeThe weld seam width between the top and bottom layers of material in the single mode fiber laser spiral welding is three times the width of the weld seam from pulse laser spot welding. Therefore, the pull strength of the weld spots from single mode fiber laser spiral welding is also three times that of pulse laser spot welding.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR