 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Главная страница
- Продукция
- О Нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Свяжитесь с нами

Плазменный эффект в процессе лазерной сварки. В процессе лазерной сварки плазма является распространенным явлением, которое существенно влияет на результат и качество сварки. Плазма состоит из ионизированного газа, где атомы или молекулы...
Свяжитесь с нами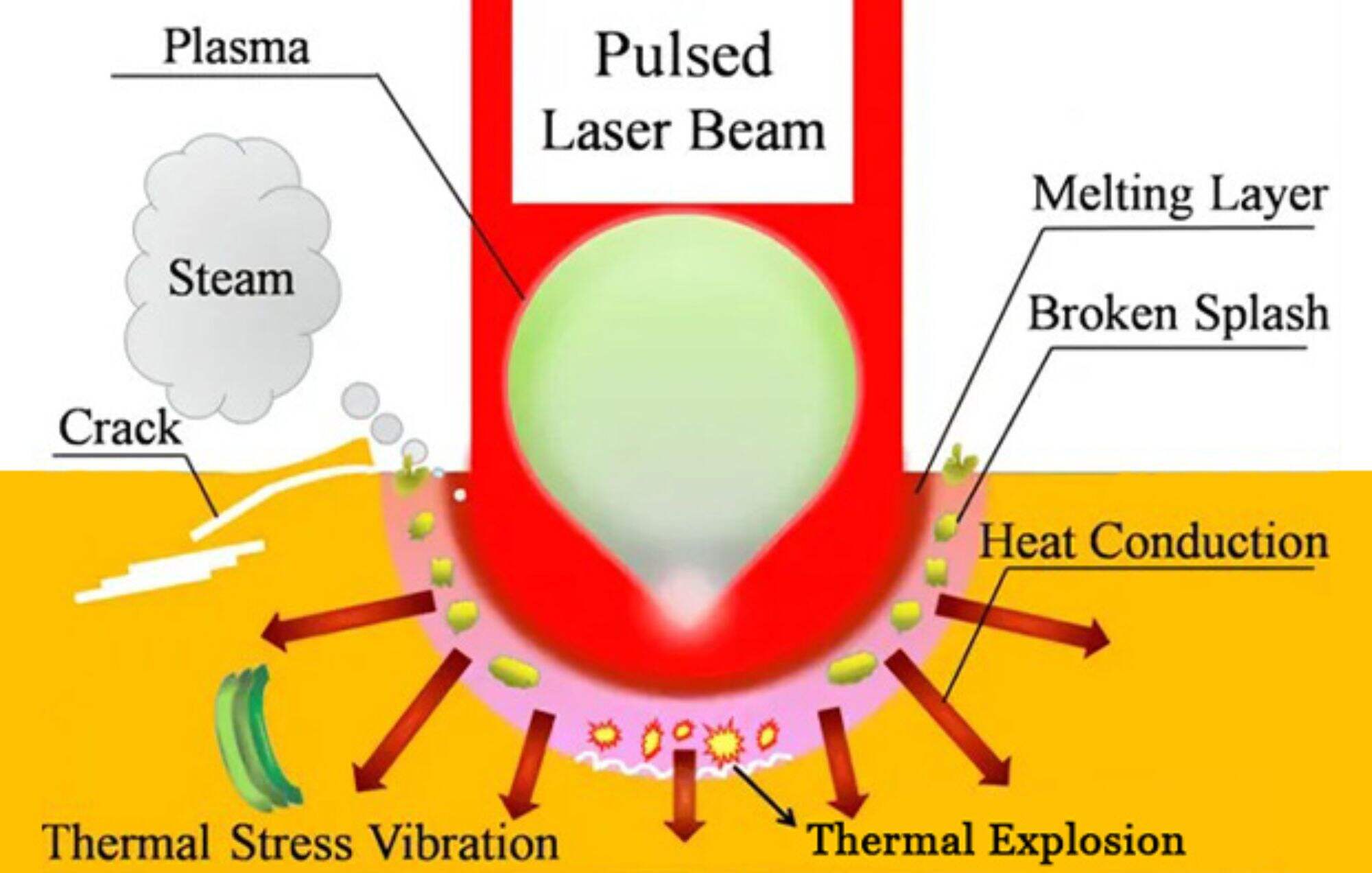
Эффект плазмы в процессе лазерной сварки
В лазерная сварка в процессе сварки плазма является распространенным явлением, которое оказывает важное влияние на эффект и качество процесса сварки. Плазма состоит из ионизированного газа, в котором атомы или молекулы в газе теряют или набирают электроны, образуя положительные и свободные электроны.
1.1 Плазменный эффект - определение плазмы
Генерация плазмы
В лазерная сварка , генерация плазмы обычно происходит следующими способами:
Лазерное излучение: когда высокоэнергетический лазерный луч попадает на поверхность заготовки, он сначала нагревает поверхность, в результате чего материал быстро испаряется.
Лазерная сварка обычно сопровождается водоворотом пламени, который включает струи пламени, желтый свет, синий свет и фиолетовый свет. Этот пламя часто называют плазмой.
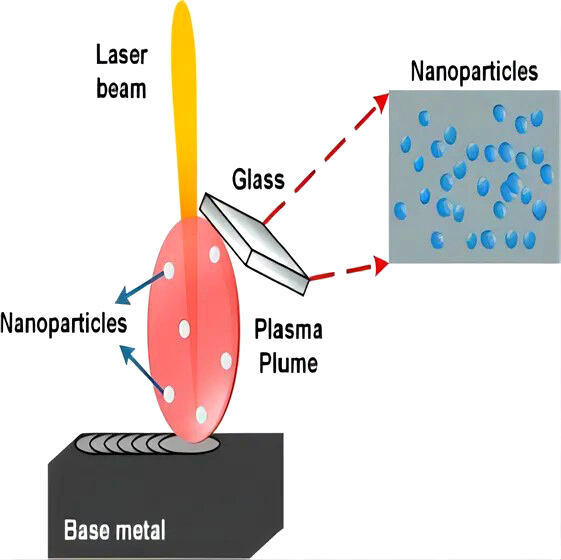
Плазма, полученная при испарении металлических материалов в результате лазерного излучения во время лазерного процесса сварки, называется фотоиндуцированной плазмой. Основными компонентами фотоиндуцированной плазмы являются металлический пар, свободные электроны, ионы и электри
Плазма, также известная как ионизированный газ, состоит из ионов, полученных после ионизации атомов или атомных групп с некоторыми лишенными электронов. это макроскопически электрически нейтральный ионизированный газ в масштабе больше длины дебье. его движение в основном до
1.2 Плазменный эффект - образование плазмы
Испарение и ионизация материала: из-за высокой энергии лазера испаренный материал (обычно металлический пар) будет в дальнейшем поглощать энергию лазера. когда энергия достаточно высока, атомы и молекулы в паре будут ионизированы, образуя плазму. во время этого процесса
Формирование плазменного облака: образовавшаяся плазма будет формировать облачную структуру, которая расположена между лазерным лучом и поверхностью заготовки. из-за высокой температуры и высокой плотности облака плазмы может поглощать и рассеивать больше энергии лазера, влияя на передачу ла
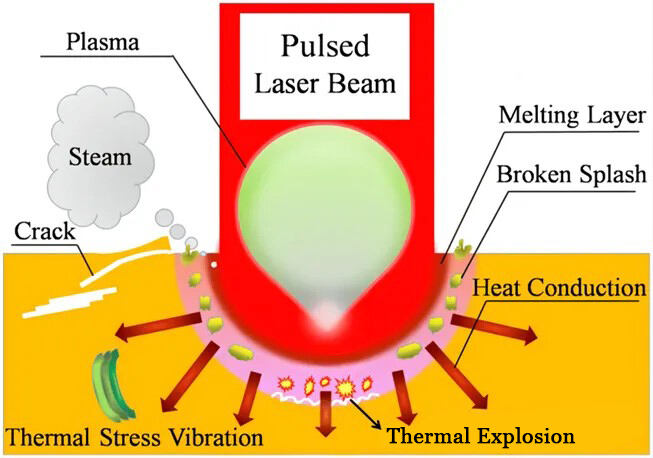
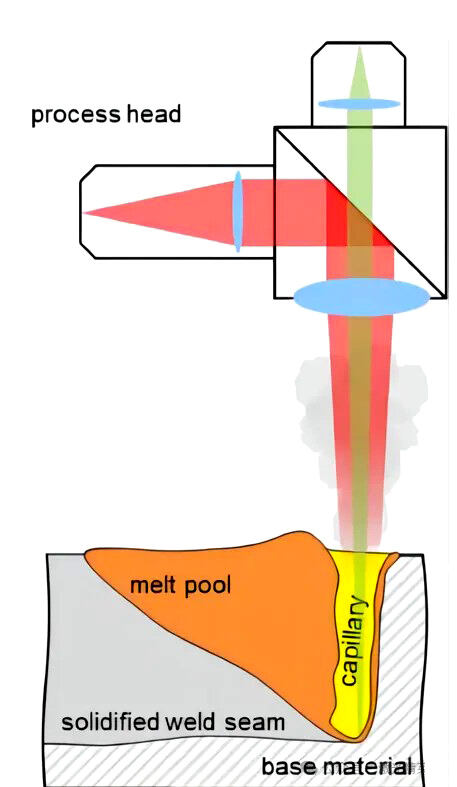
Во время процесса сварки с лазерным глубоким проникновением, когда плотность энергии инденсивного лазера достаточно велика, он может испарить металл и сформировать ключевое отверстие в расплавленном бассейне. одновременно свободные электроны в металлическом паре,
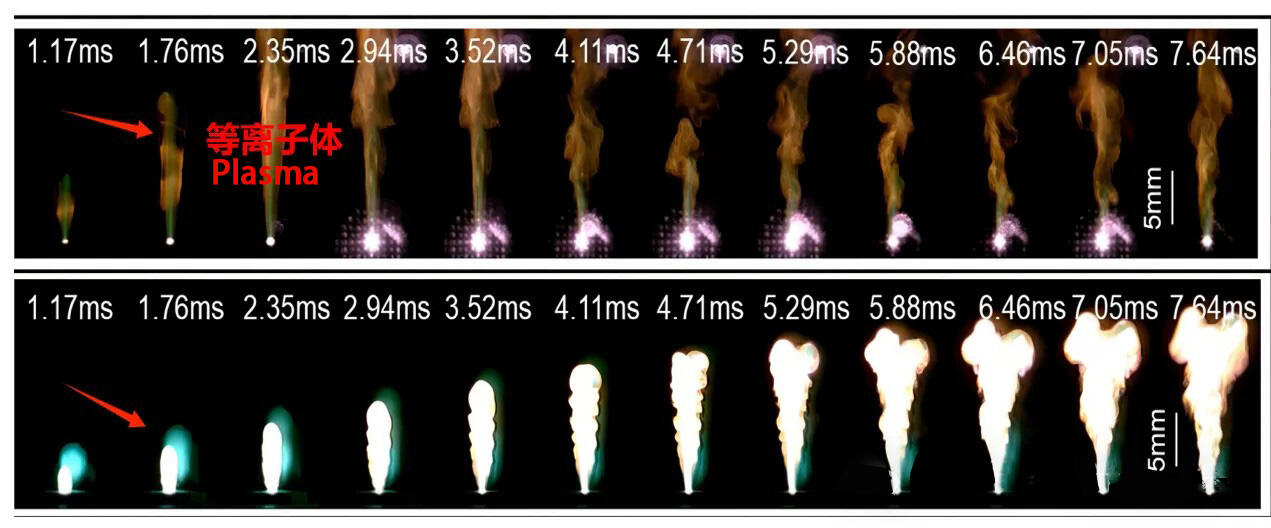
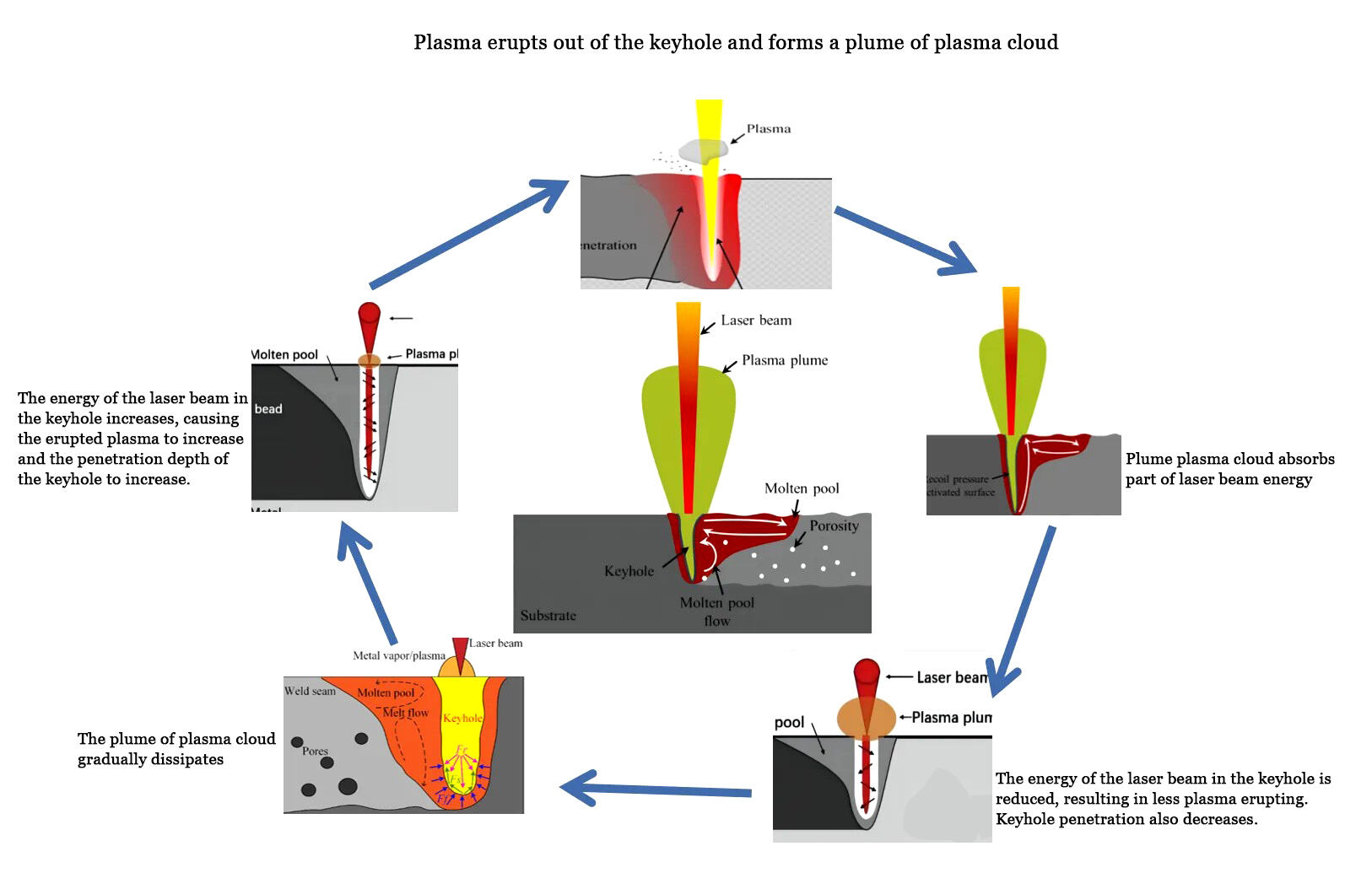
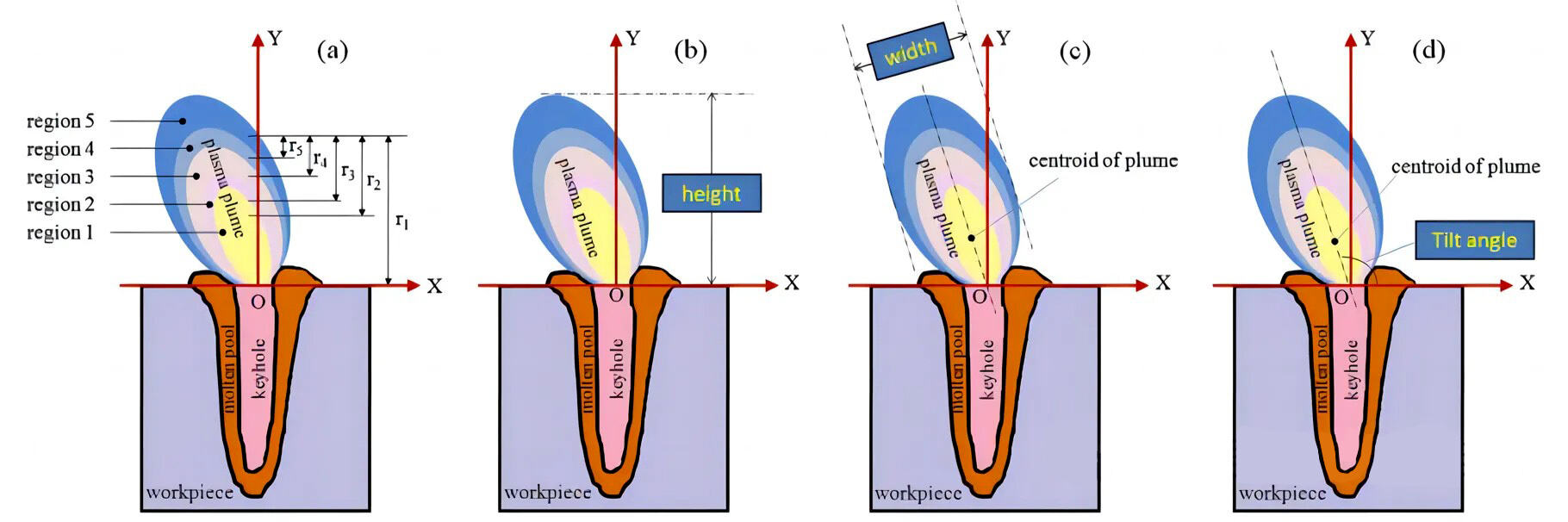
1.3 Плазменный эффект - периодичность плазмы
1.4 роль плазмы в передаче энергии
Во время высокомощного лазерного процесса сварки, поскольку лазерный луч с высокой плотностью энергии непрерывно выходит, энергия передается на поверхность заготовки, постоянно плавя и испаряя металлический материал. облако пара быстро распыляется вверх от ключальной отверстия и быстро
После формирования плазмы она преломляет и поглощает падающий световой луч, вызывая отражение, рассеивание и поглощение, что может защитить лазерный луч. Это, следовательно, влияет на соединение энергии лазера и рабочей части, влияя на такие факторы, как глубина плавления,
1.5 преломление лазера плазмой
Чем больше плазмы накапливается, тем больше это влияет на лазерную сварку. чем больше лазер расходится, тем меньше плотность энергии, что приводит к резкому снижению глубины плавления. поэтому, распространенные проблемы, такие как неполная сварка, часто возникают
Эффект плазменной негативной линзы
Воздух является оптически плотным средством, в то время как плазма является оптически редкой средой. их преломление лазера приводит к дивергенции лазерного луча, ухудшая фокусирующую производительность лазера и заставляя лазер дивергировать, тем самым снижая плотность
Как показано на рисунке выше: плазма похожа на линзу, лежащую между материалом и лазером. Различные методы дуния приведут к разным эффектам сварки: боковой дуновь может не дунуть плазму, а прямой дуновь лучше.
1.6 Поглощение лазерного света плазмой
Поглощение энергии лазера плазмой приводит к дальнейшему увеличению его температуры и степени ионизации. процесс поглощения можно разделить на нормальное поглощение и ненормальное поглощение.
Нормальное поглощение, также известное как поглощение обратным тормозным излучением, относится к ситуации, когда электроны возбуждаются лазерным электрическим полем и подвергаются высокочастотным колебаниям. они сталкиваются с окружающими частицами (главным образом ионами), переда
Аномальное поглощение относится к процессу, при котором энергия лазера преобразуется в энергию плазменной волны через ряд механизмов, не связанных с столкновением, а затем преобразуется в тепловую энергию плазмы через различные механизмы рассеивания, которая затем проводится в возду
Из-за абсорбирующего воздействия плазмы на лазер, только часть падающей лазерной энергии может проникать в плазму и достигать поверхности заготовки. это увеличивает потерю передачи энергии во внешнем оптическом пути (от лазера кбх до поверхности материала), уменьшает плотно
1.7 Снижение плазменного эффекта
Основными факторами, влияющими на индекс преломления плазмы и отрицательный эффект линзы, являются:
Плотность мощности лазера:
Чем выше плотность мощности, тем выше температура плазмы, что означает, что чем больше плотность электронов в плазме. чем выше плотность электронов, тем меньше показатель преломления, тем самым усиливается эффект отрицательной линзы.
Длина волны лазера:отношение между длиной волны и угловой частотой ω = 2πc/λ (где c - скорость света, а λ - длина волны). чем больше длина волны лазера, тем меньше угловая частота и показатель преломления, поэтому негативный эффект лин
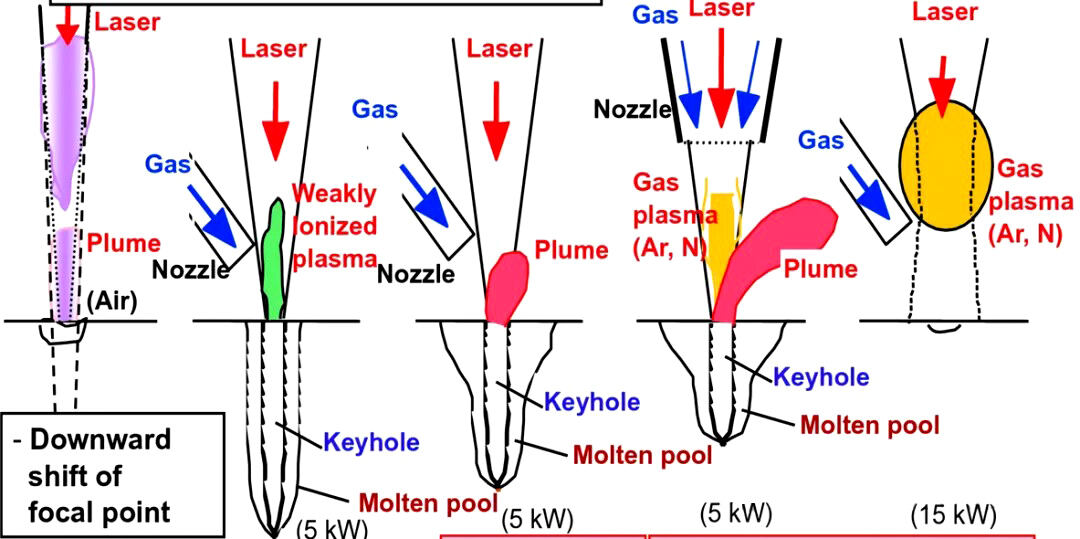
Тип защитного газа: при одной и той же температуре степень ионизации аргона больше, что приводит к большей плотности электронов и меньшему показателю преломления, что делает эффект отрицательной линзы более выраженным.
Защитный поток газа:увеличение скорости потока газа в пределах определенного диапазона может отдушить плазменное облако над расплавленным бассейном, тем самым уменьшая негативный эффект линзы плазмы.
Материалы для сварки: Как правило, выбора нет. Когда плавящийся материал имеет низкую температуру плавления и легко ионизируется, электронная плотность в плазме увеличивается, что приводит к значительному возрастанию отрицательного линзирующего эффекта. Если этот фактор оказывает большее влияние на лазер, следует рассмотреть другие виды обработки с использованием высокоэнергетических пучков, таких как электронные пучки.
Во время сварного процесса существует множество факторов, влияющих на плазму, которые можно обобщить следующим образом:
Длина волны лазера: значение зажигания и порог поддержания плазмы пропорциональны квадрату длины волны. Лазеры с короткими волнами (голубой свет, зеленый свет) имеют короткое время поддержания плазмы, и процесс будет более стабильным;
Плотность мощности лазера:температура электронов и плотность плазмы увеличиваются с увеличением плотности мощности лазера, чрезмерная плотность мощности является основной причиной нестабильности плазмы (композитный источник тепла (ангулообразный пятна, волокно-полу
Размер точки: чем меньше диаметр точки, тем выше значение плазменного зажигания и стоимость обслуживания (можно избежать качающейся сварки);
Свойства материала: плотность и энергия ионизации материала оказывают большое влияние на плазму. чем ниже энергия ионизации и чем выше отражательность металла, тем более он восприимчив к плазменному эффекту, влияющему на стабильность сварки с глубоким проникновением
Газ окружающей среды и давление: как правило, считается, что газы с хорошей теплопроводностью и высокой энергией ионизации имеют высокое значение зажигания плазмы и порог поддержания. чем ниже давление окружающей среды, тем ниже температура электронов, плотность электронов
Поток газа: по мере увеличения скорости потока окружающего газа объем плазмы уменьшается, что снижает скорость поглощения лазера, что также может эффективно уменьшить влияние плазмы на процесс сварки с глубоким проникновением. Однако чрезмерный поток воздуха вызовет
Скорость сварки: температура плазмы в ядре увеличивается с уменьшением скорости сварки. чем ниже скорость сварки, тем легче генерировать плазму и чем более нестабильна она. в определенной степени увеличение скорости также может улучшить стабильность процесса сварки.
Контролировать плазму, изменяя некоторые из вышеперечисленных факторов, чтобы уменьшить или устранить ее помехи с лазером
Методы контроля включают следующие:
Свинговая сварка: лазерная обработка головы качается вперед и назад вдоль направления сварки. После появления ключевой отверстия и до формирования плазмы, световое пятно мгновенно перемещается на задний край сварного бассейна или другое место, чтобы избежать
Импульсная лазерная сварка: регулирование импульса и частоты лазера, чтобы время облучения лазера было меньше времени формирования плазмы. это гарантирует, что лазер всегда поражает во время фазы дисперсии цикла формирования и рассеивания плазмы, избегая помех плаз
Сварка низким давлением: при использовании сварки низкого давления, когда давление ниже определенного уровня, плотность металлических паров на поверхности материала и внутри ключального отверстия невелика, и плазма исчезает.
Газ для защиты от взрывов:
Первый - использовать вспомогательный газ для отдушивания плазмы.
Другой метод - подавлять ионизацию газов окружающей среды и сжимать ионный паровый металл с использованием газа с хорошей теплопроводностью и высокой энергией ионизации. можно использовать двухслойный козырь коаксиальный с основным ударом. внешний козырь образу
Лазер выходит, облучает поверхность материала и генерирует плазму. когда плотность фотоиндуцированной плазмы слишком высока, это значительно увеличит потерю лазерной энергии, ослабляя интенсивность энергии, происходящей на поверхности рабочего изделия. количество произведенного металлического пара