
Plasma effect in laser welding process In the laser welding process, plasma is a common phenomenon, which has an important impact on the effect and quality of the welding process.Plasma is composed of ionized gas in which atoms or molecules in t...
Contact Us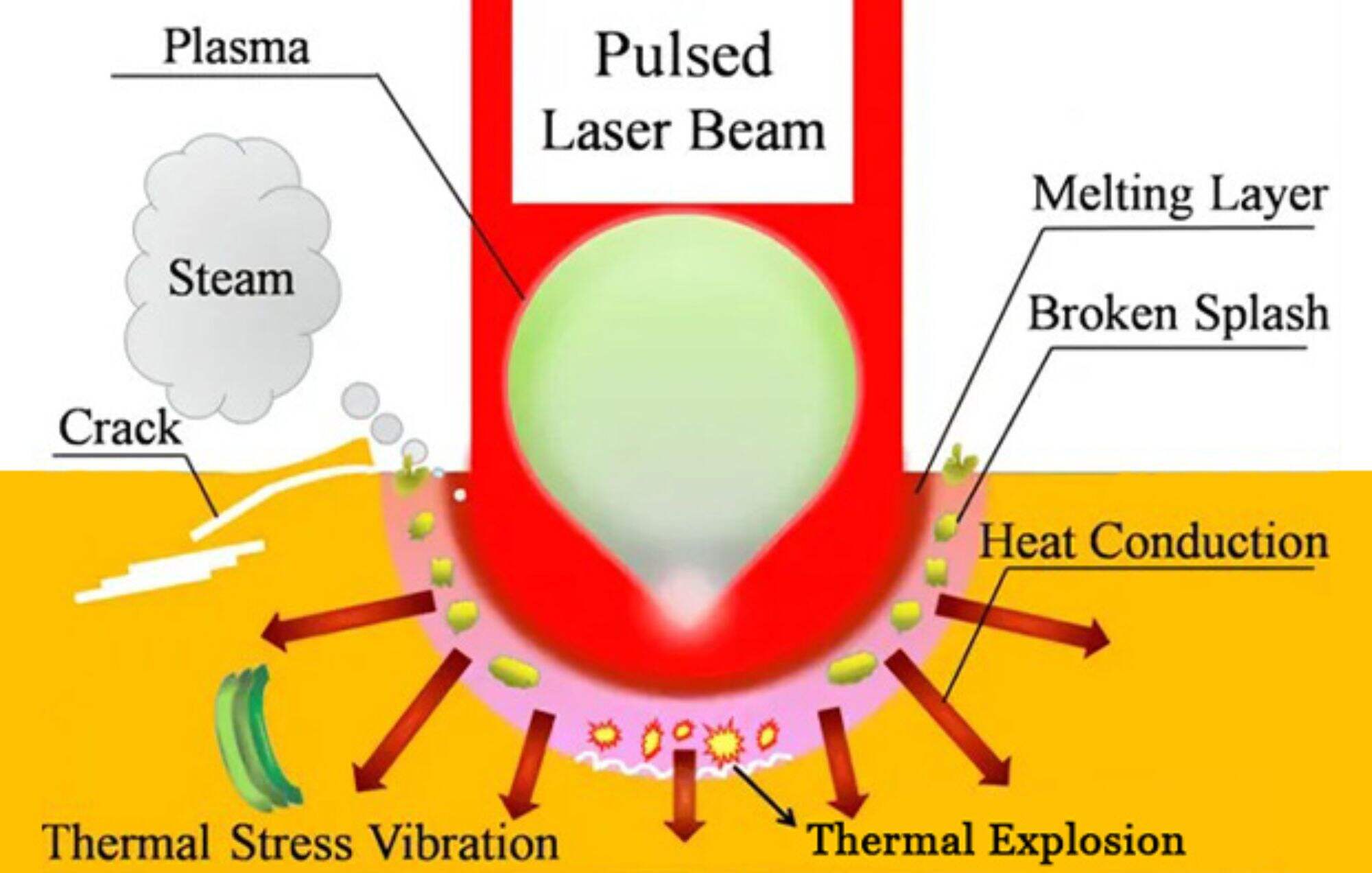
Plasma effect in laser welding process
In the laser welding process, plasma is a common phenomenon, which has an important impact on the effect and quality of the welding process.Plasma is composed of ionized gas in which atoms or molecules in the gas lose or gain electrons, forming positive ions and free electrons. This state of matter is considered the fourth state of matter, different from solids, liquids and gases.
1.1 Plasma Effect - Plasma Definition
Generation of plasma
In laser welding, plasma generation usually follows the following steps:
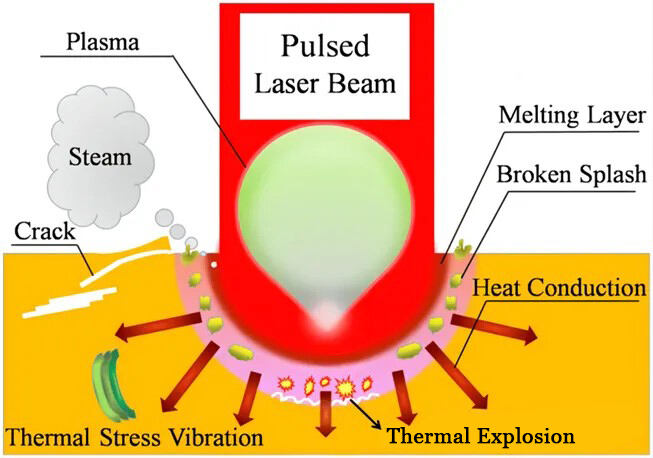
Laser radiation: When a high-energy laser beam strikes the surface of a workpiece, it first heats the surface, causing the material to evaporate rapidly.
Laser welding is usually accompanied by a flame vortex, which includes jets of flames, yellow light, blue light, and purple light. This flame is often referred to as plasma.
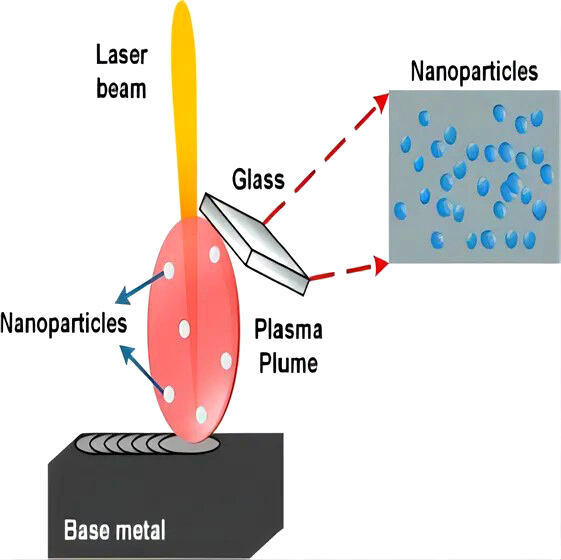
Plasma definition: The plasma generated by the vaporization of metal materials due to laser radiation during the laser welding process is called photo-induced plasma. The main components of photo-induced plasma are metal vapor, free electrons, ions and electrically neutral particles.
Plasma, also known as ionized gas, is composed of ions produced after the ionization of atoms or atomic groups with some stripped electrons. It is a macroscopically electrically neutral ionized gas on a scale greater than the Debye length. Its movement is mainly dominated by electromagnetic forces and shows significant collective behavior.
1.2 Plasma Effect - Plasma Formation
Material evaporation and ionization: Due to the high energy of the laser, the evaporated material (usually metal vapor) will further absorb the laser energy. When the energy is high enough, the atoms and molecules in the vapor will be ionized to form a plasma.During this process, electrons are squeezed out of atoms or molecules, creating a large number of free electrons and positive ions.
Formation of plasma cloud: The formed plasma will form a cloud-like structure, which is located between the laser beam and the surface of the workpiece. Due to its high temperature and high density characteristics, the plasma cloud can absorb and scatter more laser energy, affecting the transmission of the laser beam.
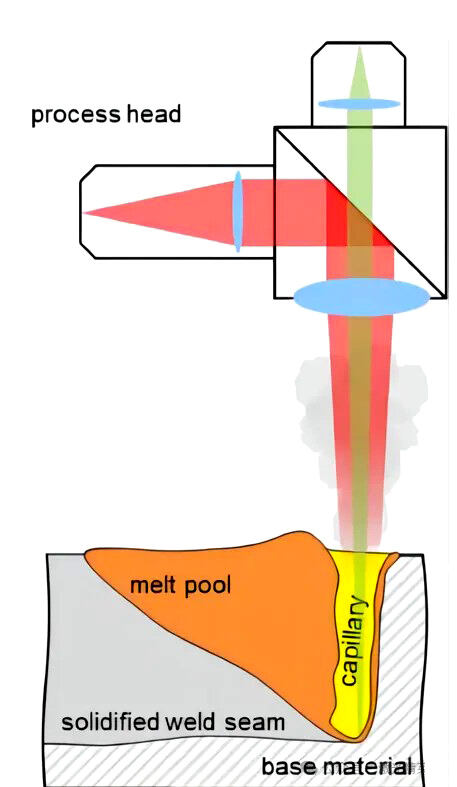
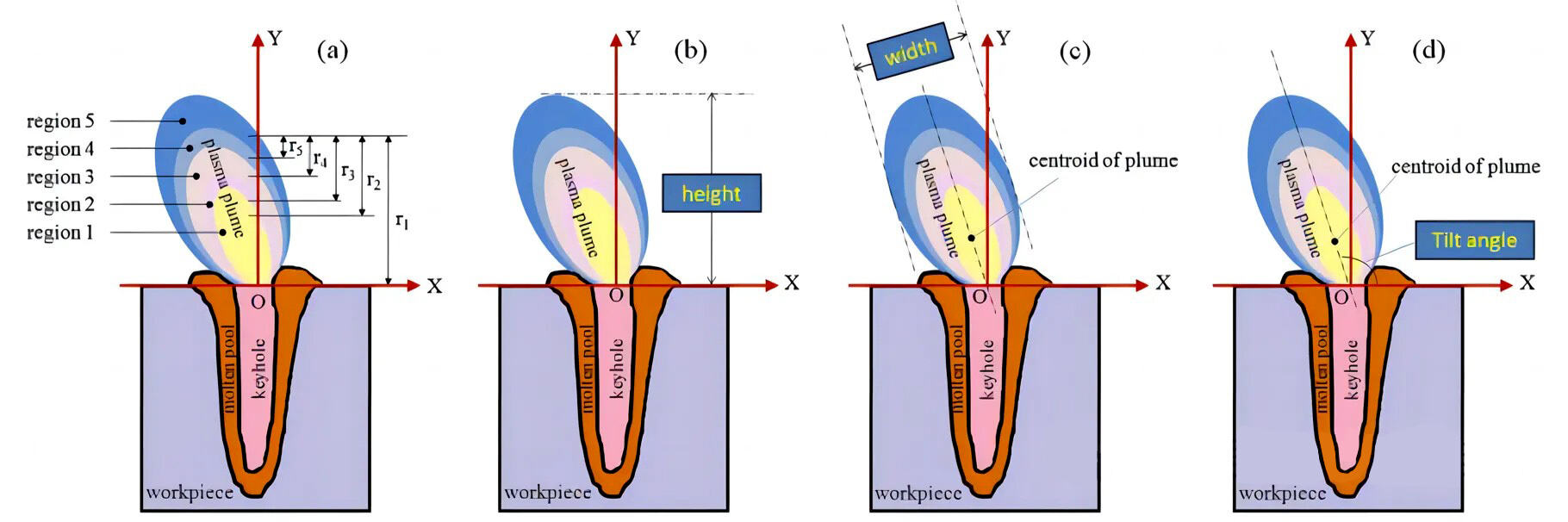
During the laser deep penetration welding process, when the energy density of the incident laser is large enough, it can vaporize the metal and form a keyhole in the molten pool.Simultaneously, the free electrons in the metal vapor sprayed from the metal surface and the keyhole, as well as those in part of the protective gas, get accelerated by absorbing laser energy. This increases their kinetic energy, leading them to collide with the vapor particles and the protective gas, thus triggering a chain reaction.This process results in substantial ionization, forming a dense plasma layer above the keyhole. This layer of dense plasma can have a significant impact on the laser welding process.
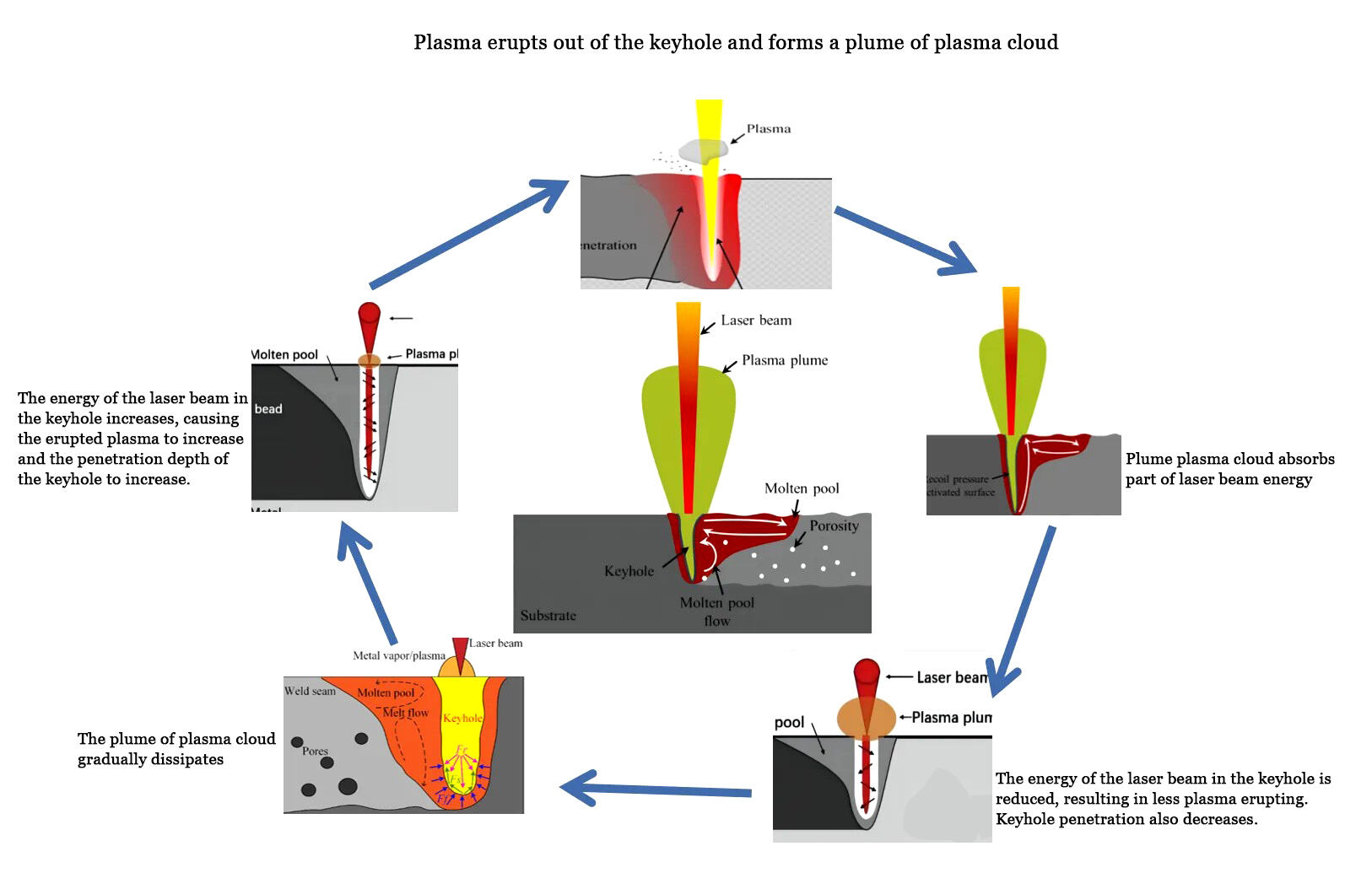
1.3 Plasma Effect - Plasma Periodicity
1.4 The role of plasma in energy transmission
During the high-power laser welding process, as the laser beam with a high energy density continuously outputs, energy is transferred to the surface of the workpiece, constantly melting and evaporating the metal material. The vapor cloud rapidly sprays upwards from the keyhole, and quickly ionizes once it meets the ionization conditions, thus forming a plasma. The generated plasma primarily consists of metal vapor plasma.
After the plasma is formed, it refracts and absorbs the incident light beam causing reflection, scattering, and absorption, which can shield the laser beam. This consequently affects the coupling of the laser energy and the workpiece, influencing factors like the melting depth, the generation of pores, and the composition of the weld seam. Ultimately, this directly impacts the quality of the laser welding and the reliability of the process.
1.5 Refraction of laser by plasma
The more plasma accumulates, the more it affects laser welding. The more the laser diverges, the lower the energy density, leading to a sharp decrease in melting depth. Therefore, common issues such as incomplete welding often occur due to the absence of shielding gas.
Plasma negative lensing effect
Air is an optically dense medium, while plasma is an optically sparse medium. Their refraction of the laser results in a diverging laser beam, degrading the laser's focusing performance and causing the laser to diverge, thereby lowering the energy density.When the incident laser beam passes through the plasma, it also causes a change in the direction of the laser beam propagation. The deflection angle is related to the electron density gradient and the length of the plasma. This can cause the energy density reaching the material surface to be uneven, and the energy fluctuations will change along with the fluctuations in the plasma.
As shown in the picture above: the plasma is like a lens, lying between the material and the laser. Different blowing methods will lead to different welding effects: side blowing may not blow the plasma, and direct blowing is better.
1.6 Absorption of laser light by plasma
The absorption of laser energy by the plasma causes its temperature and ionization degree to continue to increase. The absorption process can be divided into normal absorption and abnormal absorption.
Normal absorption, also known as inverse bremsstrahlung absorption, refers to the situation where electrons are excited by the laser electric field and undergo high-frequency oscillations. They collide with surrounding particles (mainly ions), transferring energy to each other, thereby increasing the temperature and ionization of the plasma.
Anomalous absorption refers to a process where laser energy is converted into plasma wave energy through a series of non-collision mechanisms, and then converted into plasma thermal energy through different dissipation mechanisms, which is then conducted into the air and dissipated.
Due to the plasma's absorptive effect on the laser, only a portion of the incident laser energy can penetrate the plasma and reach the surface of the workpiece. This increases the energy transmission loss in the external optical path (from the laser QBH to the material surface), reduces the laser energy density, and decreases the overall absorption rate. If the window is at the upper boundary, it can easily lead to false welding, especially in high-reflectance materials (like aluminum and copper).
1.7 Plasma effect suppression
The main factors affecting the plasma refractive index and negative lens effect are:
Laser power density:
The higher the power density, the higher the temperature of the plasma, which means the greater the electron density in the plasma. The higher the electron density, the smaller the refractive index, thus enhancing the negative lens effect.
Laser wavelength:The relationship between wavelength and angular frequency is ω = 2πc/λ (where c is the speed of light, and λ is the wavelength). The larger the laser wavelength, the smaller the angular frequency and refractive index, thus the negative lens effect is more pronounced. Shortwave (blue light, green light) welding has advantages and is relatively more stable.
Protective gas type:Under the same temperature, argon's degree of ionization is greater, resulting in greater electron density and a smaller refractive index, making the negative lens effect more pronounced. In comparison, the protective effect of helium gas is better.
Protective gas flow:Increasing the gas flow rate within a certain range can blow away the plasma cloud above the molten pool, thereby reducing the negative lens effect of the plasma.
Materials to be welded:Generally, there is no choice. When the melting point of the material to be welded is low and easy to ionize, the electron number density in the plasma increases, resulting in a significant increase in negative lens effect. If this possibility is that the laser has a greater impact, other high-energy beam processing such as electron beams should be considered form.
There are many factors that affect plasma during the welding process, which can be summarized as follows:
Laser wavelength: The ignition value and maintenance threshold of the plasma are proportional to the square of the wavelength. Short-wave lasers (blue light, green light) have short plasma maintenance times and the process will be more stable;
Laser power density:The electron temperature and density of the plasma increase with the increase of laser power density,Excessive power density is the main cause of plasma instability (composite heat source (annular spot, fiber-semiconductor composite, laser arc composite) can achieve heat source energy distribution control. Compared with single fiber laser welding, the plasma effect has less impact on welding. process is more stable);
Spot size: The smaller the spot diameter, the higher the plasma ignition value and maintenance value (wobble welding can be avoided);
Material properties: The density and ionization energy of the material have a great influence on the plasma. The lower the ionization energy and the higher the reflectivity of the metal, the more susceptible it is to the plasma effect affecting the stability of deep penetration welding;
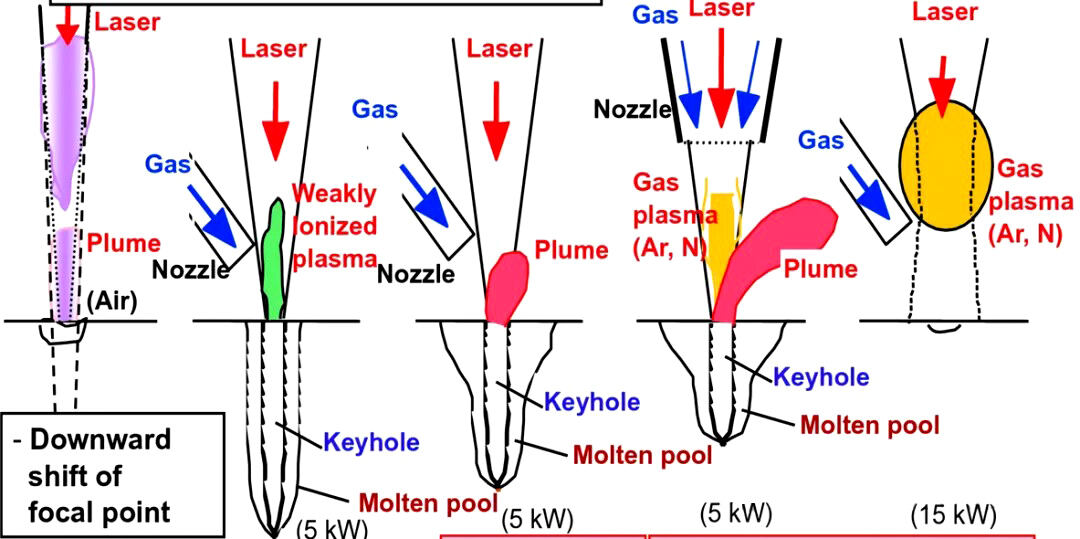
Ambient gas and pressure: It is generally believed that gases with good thermal conductivity and high ionization energy have high plasma ignition value and maintenance threshold. The lower the ambient air pressure, the lower the electron temperature, electron density and plasma center height. Under vacuum and negative pressure conditions, Laser deep penetration welding is more stable than normal pressure;
Gas flow:As the flow rate of ambient gas increases, the volume of the plasma will decrease, thereby reducing the absorption rate of the laser, which can also effectively reduce the impact of the plasma on the deep penetration welding process,however, excessive air flow will cause surface fluctuations in the welding pool and splashing of molten metal, as well as cracks and surface roughness defects caused by excessive heat dissipation.
Welding speed: The core temperature of plasma increases with the decrease of welding speed. The lower the welding speed, the easier it is to generate plasma and the more unstable it is. To a certain extent, increasing the speed can also improve the stability of the welding process.
Control the plasma by changing some of the above factors to reduce or eliminate its interference with the laser
The control methods include the following:
Swing welding: The laser processing head swings back and forth along the welding direction. After the keyhole appears and before the plasma forms, the light spot is instantaneously moved to the rear edge of the weld pool or another location to avoid the plasma affecting the light transmission path.
Pulse laser welding: Adjusting the pulse and frequency of the laser to make the irradiation time of the laser less than the formation time of the plasma. This ensures the laser always hits during the dispersion phase of the plasma's formation and dissipation cycle, avoiding interference of the plasma on light transmission.
Low-pressure welding: Using reduced pressure welding, when the pressure is below a certain level, the metal vapor density on the material surface and inside the keyhole is small, and the plasma disappears.
Blow protective gas:
One is to use auxiliary gas to blow away the plasma;
Another method is to suppress the ionization of environmental gases and compress metal ion vapor using a gas with good thermal conductivity and high ionization energy. A double-layer nozzle coaxial with the main blow can be used. The outer nozzle forms a certain angle with the horizontal direction. The radial component of the airflow from the outer layer is used to blow the plasma around.A straight tube nozzle can also be used to aim at the plasma and blow air laterally in the direction of welding. It has strict requirements for side blow nozzle positioning accuracy and airflow control.Among many control methods, controlling the plasma through airflow is relatively flexible and simple. Therefore, side blowing shielding gas is a method widely used in laser deep penetration welding.
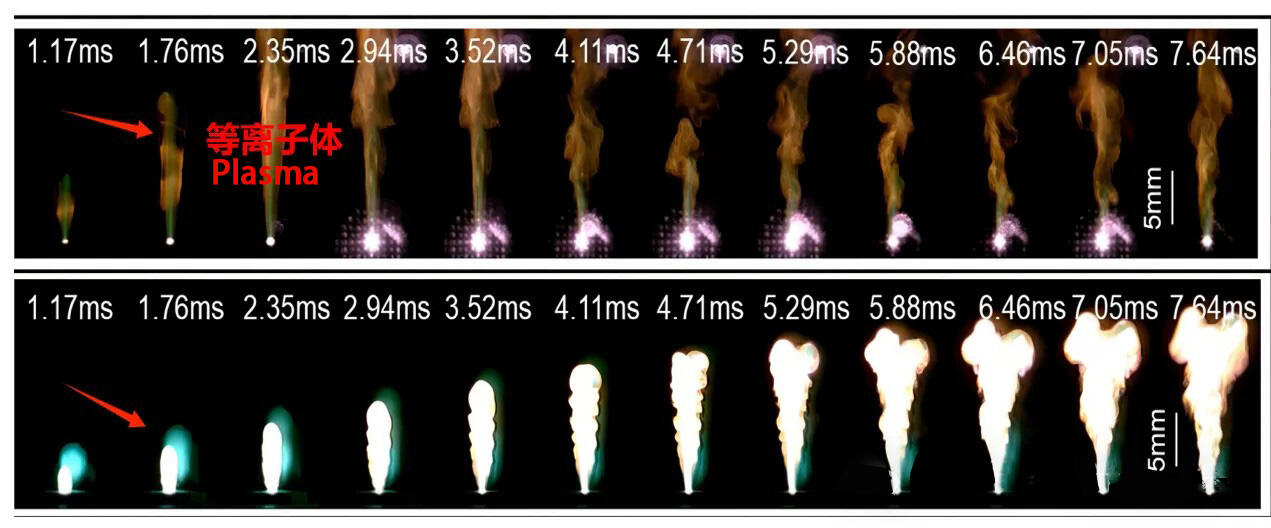
The laser outputs, irradiates the surface of the material, and generates a plasma. When the density of the photo-induced plasma is too high, it will significantly increase the loss of laser energy, weakening the energy density incident on the workpiece surface. The amount of metal vapor produced decreases, and the plasma gradually disappears.At this time, the laser can be directly irradiated onto the surface of the workpiece, regenerating a large amount of metal vapor, and the plasma intensity gradually increases, shielding the incident laser again.The intensity of the plasma remains in a periodic change process. Through spectral analysis and high-speed video recording, the frequency of plasma intensity oscillations is observed to be approximately a few hundred Hertz. This can also lead to periodic serrated fluctuations in laser welding, especially in thin-plate welding (Laser modulation CW modulated is a direction to address these issues).
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR