1.keyhole definition Keyhole definition: When the radiation intensity is greater than 10^6W/cm^2,When the surface of a material melts and evaporates under the action of a laser, and when the evaporation speed is sufficiently large, the recoil pr...
Contact Us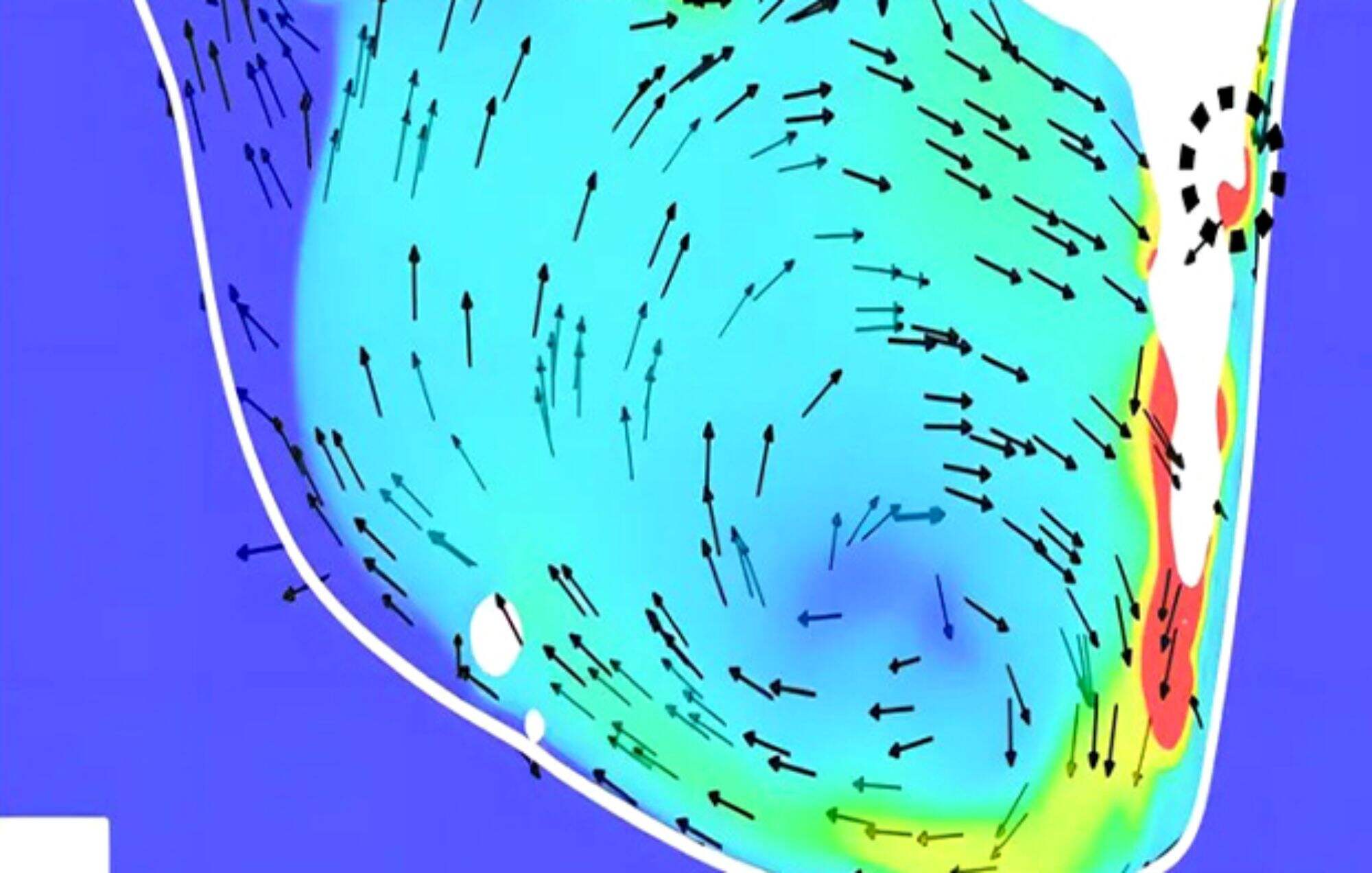
1.keyhole definition
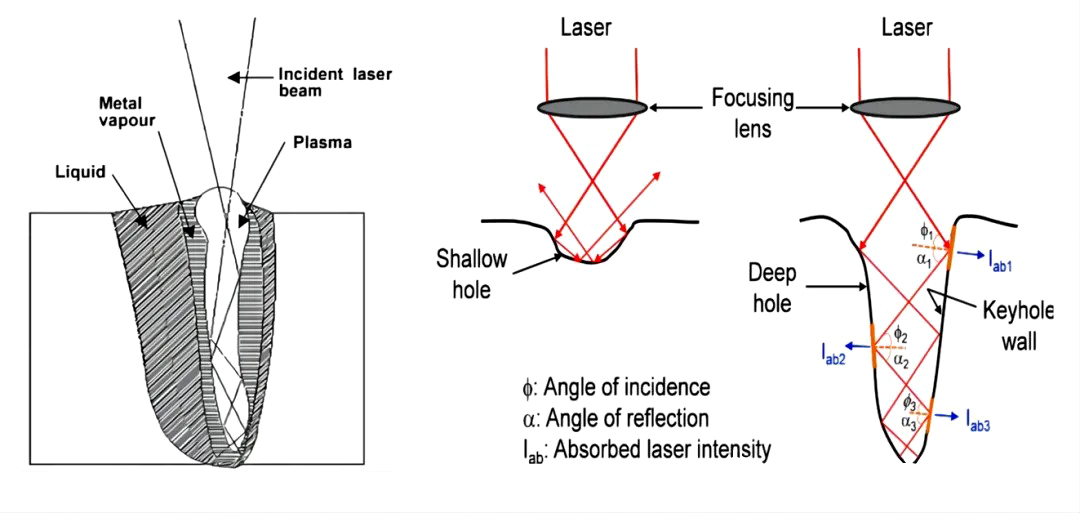
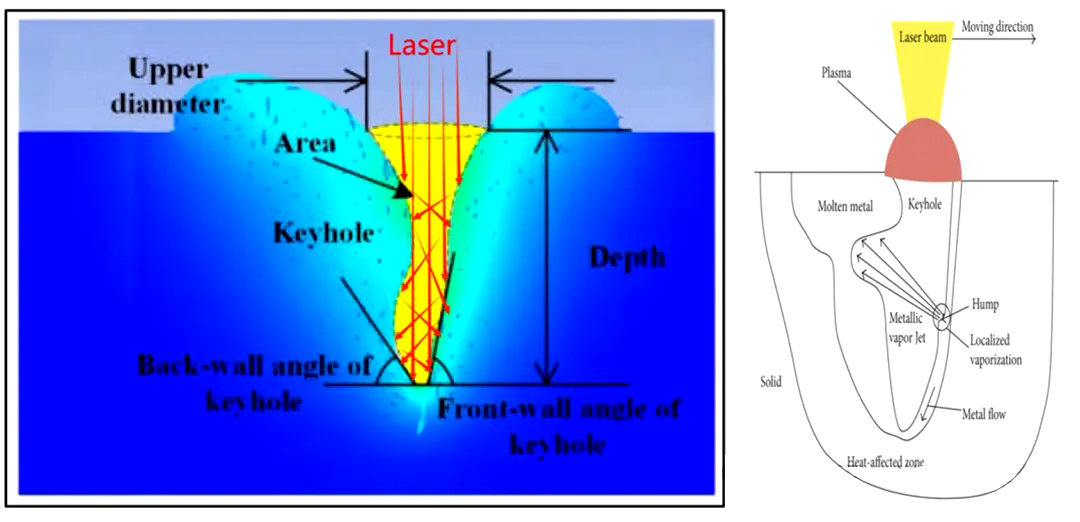
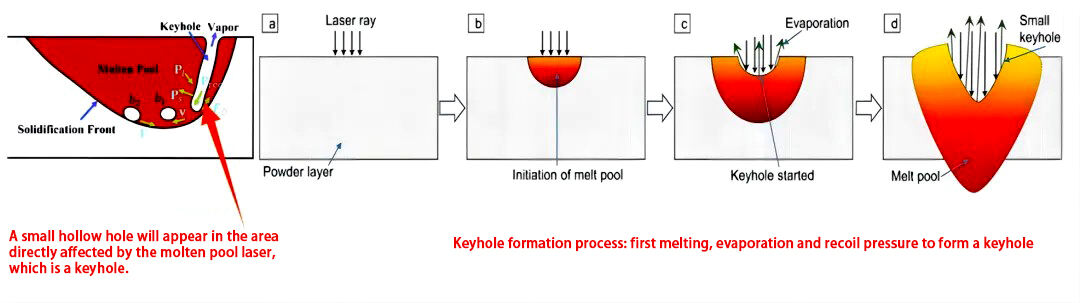
Keyhole definition: When the radiation intensity is greater than 10^6W/cm^2,When the surface of a material melts and evaporates under the action of a laser, and when the evaporation speed is sufficiently large, the recoil pressure generated by the vapor is enough to overcome the surface tension of the liquid metal and gravity of the liquid, thus pushing aside some of the liquid metal. This causes the melt pool in the laser action area to recess, forming a small pit.The beam acts directly on the bottom of the small pit, causing the metal to further melt and vaporize. The high-pressure vapor continues to force the liquid metal at the bottom of the pit to be pushed towards the surroundings of the melt pool, thus further deepening the small hole. As this process continues, a hole similar to a keyhole is finally formed in the liquid metal.
The keyhole effect in laser welding refers to the formation of tiny bubbles or holes due to thermal expansion of the material and the evaporation of internal gases during the laser welding process. These holes can impact the quality of welding and the strength of the weld seam.The keyhole effect occurs mainly due to the following reasons:
1)Thermal expansion of the material: The high energy density of the laser beam quickly raises the temperature in the welding area, causing the material to thermally expand. This leads to the generation of stress and deformation in the welding area. When the thermal expansion of the welding material is not uniform, it is easy to form holes.
2)Evaporation of internal gases: There are tiny gases or impurities in the welding material. When the laser beam is shone on the welding area, the high temperature causes these gases to evaporate quickly, forming bubbles or holes.These bubbles can hinder the formation of the welding pool and the filling of molten metal, thereby affecting the quality of welding.
3)Chemical reactions of the material: Under high temperatures, the welding material chemically reacts with oxygen, water vapor, and other elements present in the surrounding environment, generating oxides or other compounds.These compounds lower the melting point of the welding area, increase the release of gases during the welding process, and further provoke the keyhole effect.
When the pressure of the metal vapor generated by the laser beam in the micropores reaches equilibrium with the surface tension and gravity of the liquid metal, the micropores no longer continue to deepen, forming a depth-stable micropore. This is what is referred to as the "keyhole effect".
2.Keyhole formation and development
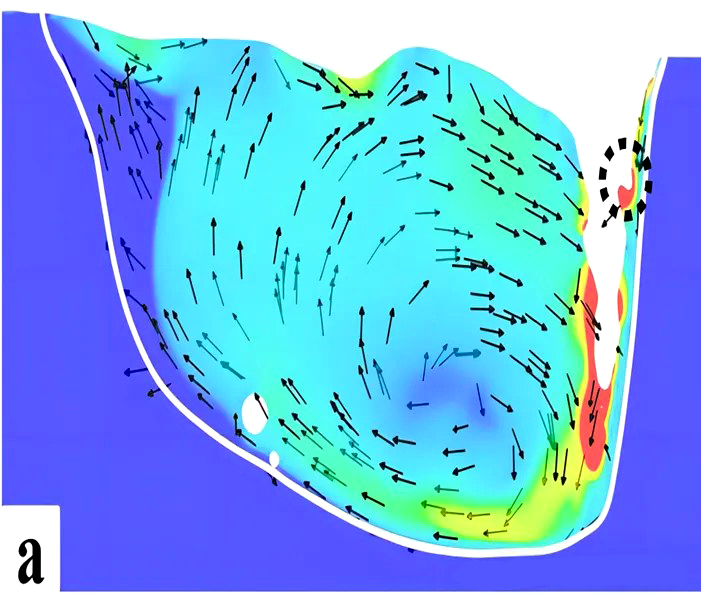
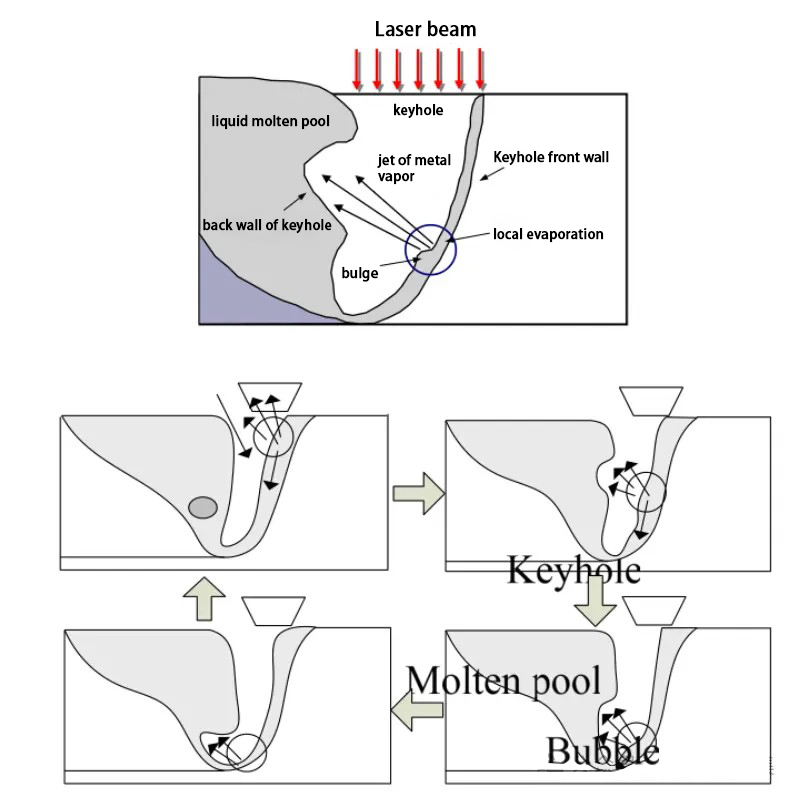
During the welding process, the keyhole wall is always in a state of high fluctuation. The thinner layer of molten metal on the anterior wall of the keyhole flows downwards with the wall fluctuation. Any protrusion on the anterior wall of the keyhole will strongly evaporate due to irradiation by high-power density lasers. The generated vapor is ejected backward, impacting the molten pool metal on the posterior wall, causing the molten pool to oscillate, and affecting the overflow of bubbles in the molten pool during the solidification process.
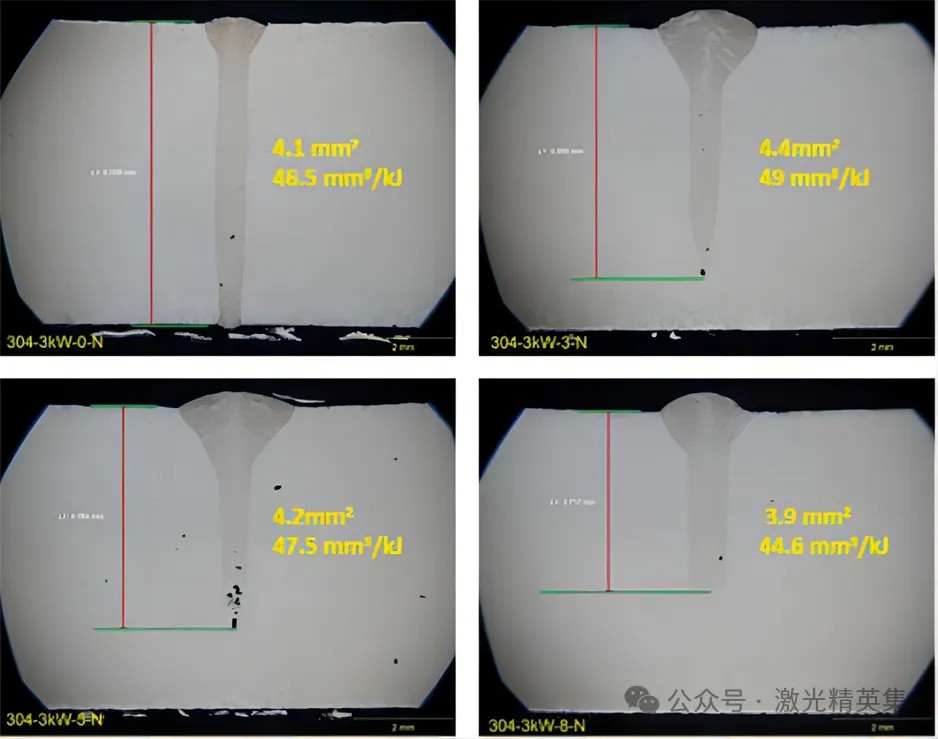
Due to the presence of the micropores, the laser beam energy penetrates into the material, forming this deep and narrow weld seam. The picture above shows the typical cross-sectional morphology of a laser deep penetration weld.The depth of the weld and the depth of the keyhole are close (to be precise, the metallographic comparison is 60-100um deeper than the keyhole, differing by a liquid phase layer). The greater the laser energy density, the deeper the keyhole, and the greater the depth of the weld. In high-power laser welding, the highest depth-to-width ratio of the weld can reach 12:1.
The instability of the keyhole during the welding process is mainly caused by the evaporation of local metal in the keyhole front wall. The factors forming porosity are:
1) Local evaporation causes the infiltration of protective gas;
2) The burn-off of alloying elements;
3) During laser welding of aluminum and its alloys, the solubility of hydrogen in aluminum drastically decreases during the cooling process.
3.Analysis of laser energy absorption in the keyhole
Before the formation of the small hole and plasma, the energy of the laser is mainly transferred to the interior of the workpiece through heat conduction. The welding process belongs to conduction welding (within 0.5mm melting depth), and the absorption rate of the material to the laser is between 25-45%,once the keyhole is formed, the energy of the laser mainly relies on the keyhole effect to be directly absorbed by the interior of the workpiece. The welding process becomes deep penetration welding (more than 0.5mm melting depth), and the absorption rate can reach 60~90% or more.The keyhole effect plays an extremely important role in strengthening the absorption of lasers in processing processes such as laser welding, cutting, and punching. The laser beam entering the keyhole is almost completely absorbed through multiple reflections off the hole wall.
It is generally believed that the energy absorption mechanism of the laser in the keyhole includes two processes: inverse bremsstrahlung absorption and Fresnel absorption.
3.1 Fresnel absorption
Fresnel absorption is the absorption mechanism of the keyhole wall for the laser, which describes the absorption behavior of the laser under multiple reflections in the keyhole. When the laser enters the keyhole, multiple reflections occur on the inner wall of the keyhole, and during each reflection process, a portion of the laser energy is absorbed by the keyhole wall.
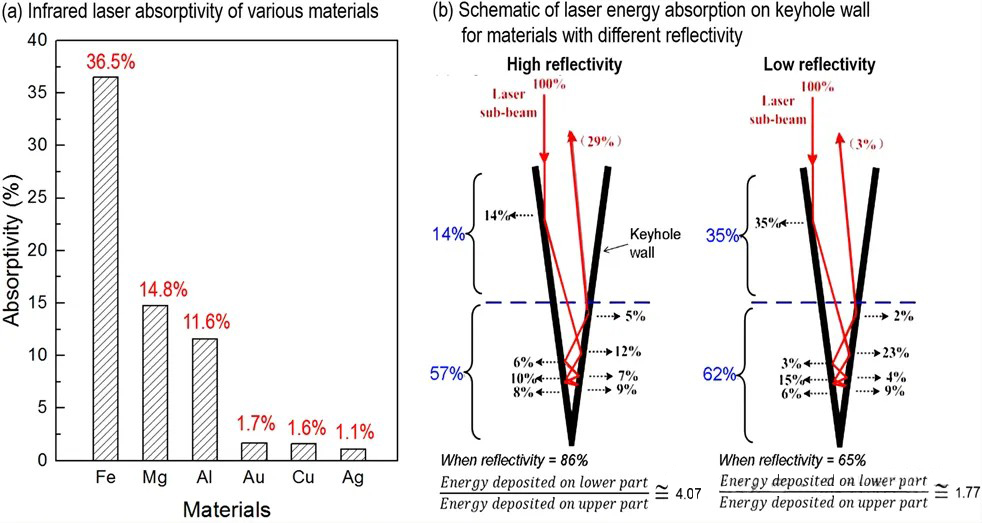
From the left chart, it can be seen that the absorption rate of steel for infrared lasers is about 2.5 times that of magnesium, 3.1 times that of aluminum, and 36 times that of gold, silver, and copper. For high-reflectivity materials, the multiple reflections of the laser beam in the small hole are the main mechanism for absorbing energy in the deep melting laser welding process.
The low absorption rate leads to a lower energy coupling efficiency during laser welding of high reflective materials (71% VS 97%), and a higher concentration of energy absorption at the bottom of the small hole.During the laser welding process of high reflective materials, the energy distribution along the depth direction of the small hole is unbalanced, which accelerates the instability of the small hole and leads to porosity, incomplete fusion, and poor appearance.
3.2 Reverse toughness absorption
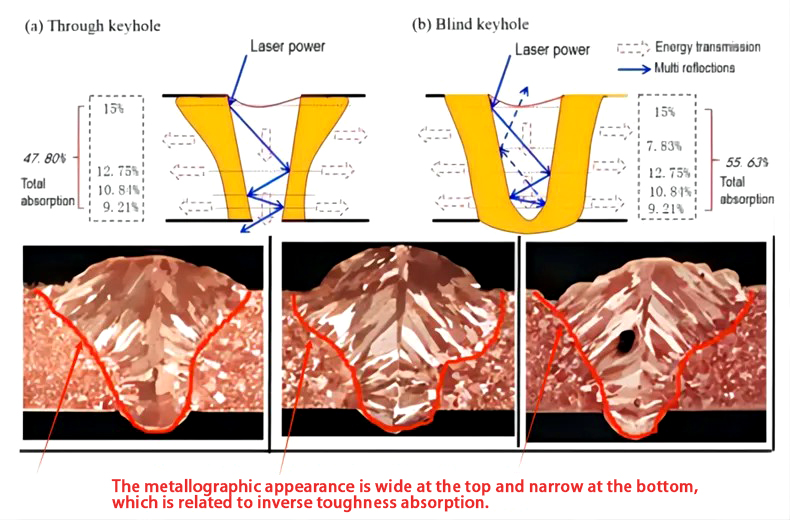
Another mechanism of small hole absorption is through plasmonic inverse toughness radiation absorption.The photo-induced plasma not only exists above the small hole exit but also fills the small hole. The laser travels in the plasma between two reflections off the hole wall, part of its energy is absorbed by the plasma, and the energy absorbed by the plasma is passed on to the hole wall through convection and radiation.
The role and proportion of the two energy absorption mechanisms: The two mechanisms for absorbing laser energy within small holes have different impacts on weld seam formation.
•Most of the energy absorbed by the plasma is released at the upper part of the small hole, and less is released at the bottom, which makes it easy to obtain a "wine glass" shaped hole, but is not conducive to extending the depth of the hole.
•The energy released by the Fresnel absorption of the hole wall is relatively uniform in the direction of hole depth, which is beneficial for increasing the depth of the hole and ultimately obtaining a relatively deep and narrow weld seam.
From the perspective of improving welding quality and efficiency, if the plasma inside the small hole can be controlled to be more beneficial to welding stability, laser modulation, adjustable annular mode, and compound heat source are all potentially effective technical solutions.
4.Pressure balance inside the keyhole
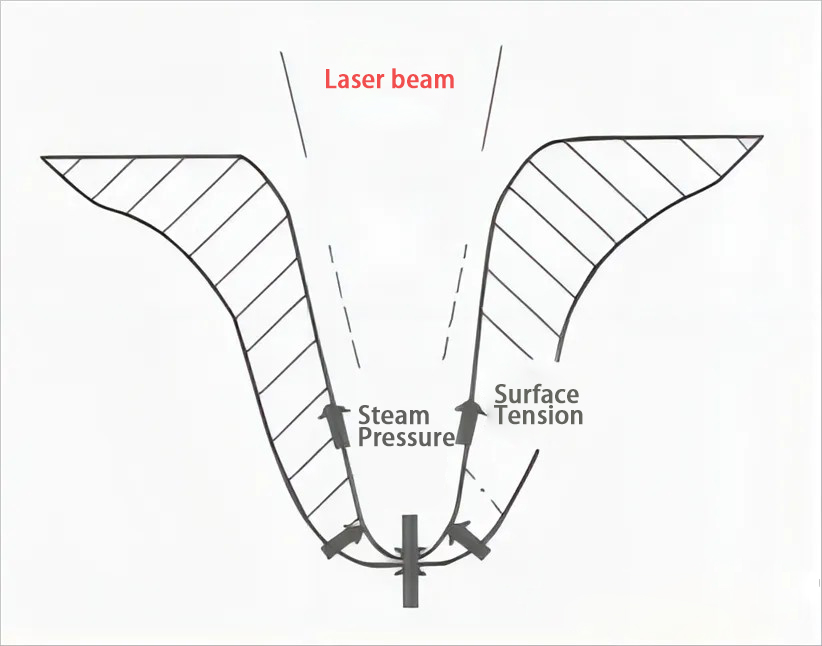
During laser deep fusion welding, the material vaporizes dramatically, and the expansion pressure of the high-temperature vapor pushes the liquid metal aside, forming a small hole. Inside the small hole, in addition to the vapor pressure of the material and the ablation pressure (also known as evaporation reaction force or recoil pressure), there are also surface tension, liquid static pressure caused by gravity, and fluid dynamic pressure generated by the flow of melted material.Among these pressures, only the vapor pressure helps to keep the small hole open, while the other three forces are all trying to make the small hole close.To maintain the stability of the small hole during the welding process, the vapor pressure must be sufficient to overcome other resistance forces, so as to reach a stable state and maintain the long-term stability of the keyhole. For simplicity, it is generally believed that the forces acting on the keyhole wall are mainly the ablation pressure (metal vapor recoil pressure) and surface tension.
5. Keyhole instability
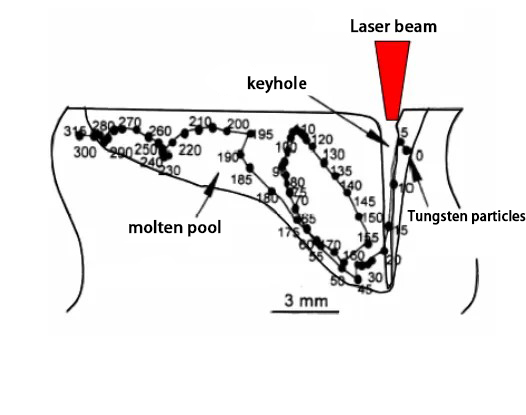
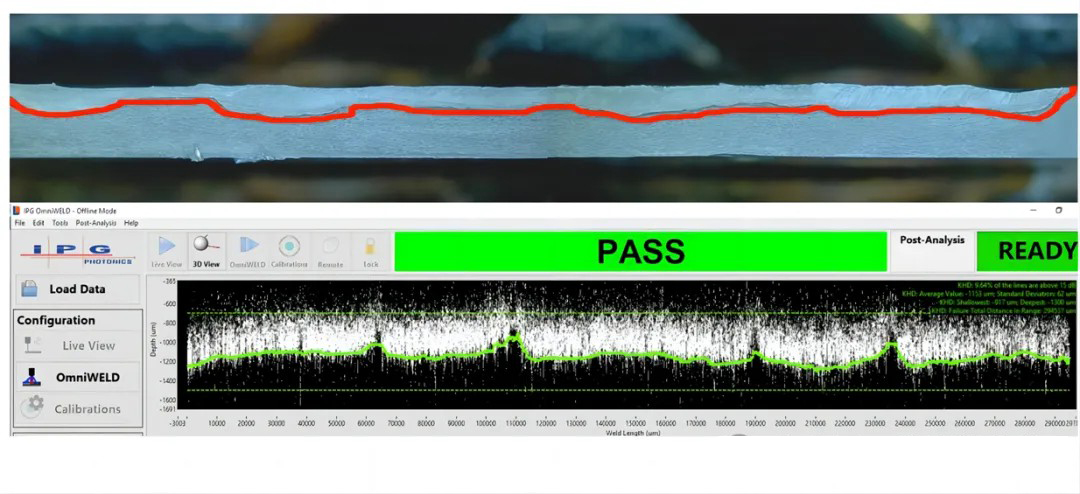
When the laser acts on the material surface, a large amount of metal evaporates, the recoil pressure depresses the molten pool downwards, forming a keyhole, as well as the plasma, which increases the depth of melting.During the movement process, when the laser strikes the front wall of the keyhole, all the positions where the laser contacts the material cause the material to evaporate violently. At the same time, there is a mass loss on the keyhole wall, and the recoil pressure formed by evaporation also presses the liquid metal downwards, causing the inner wall of the keyhole to fluctuate downwards, bypassing the bottom of the keyhole and moving towards the molten pool at the back of the keyhole.Due to the fluctuating movement of the liquid molten pool from the front wall to the back wall, the internal volume of the keyhole is constantly changing, and the internal pressure of the keyhole also changes accordingly. The changing pressure leads to the changing volume of the effusive plasma. The change in the volume of the plasma leads to changes in shielding, refraction, and absorption of laser energy, causing changes in the energy of the laser reaching the material surface. The entire process is dynamic and cyclical, ultimately resulting in a serrated, wave-shaped metal melting depth, and there is no smoothly equal depth weld seam.
The sectional view of the weld seam center obtained by longitudinally cutting along the center parallel to the weld seam, as well as the keyhole depth change chart measured in real-time by IPG-LDD, corroborate this.
6.Keyhole periodic fluctuations
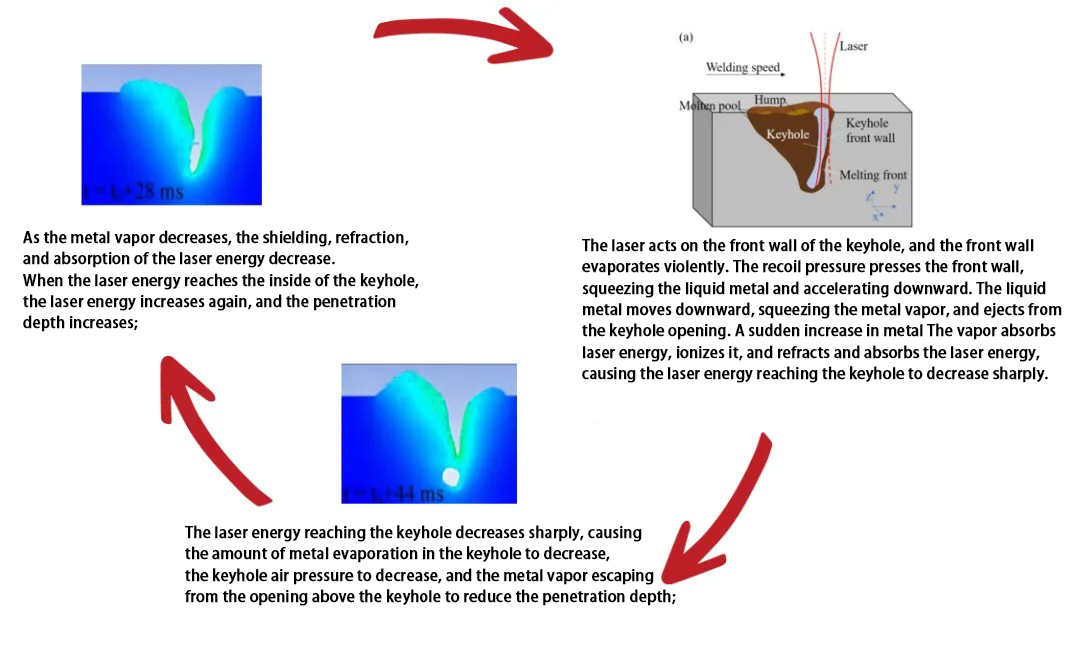
1. The laser acts on the front wall of the keyhole, causing violent evaporation of the front wall. The recoil pressure presses down on the front wall, squeezing the liquid metal to accelerate its downward movement. The downward movement of the liquid metal squeezes the metal vapor to spray out from the keyhole opening. The suddenly increased metal vapor absorbs laser energy and ionizes, while also refracting and absorbing laser energy, resulting in a sharp decrease in the laser energy reaching the keyhole.
2. The sharp decrease of laser energy reaching the keyhole results in a decrease in the amount of metal vaporization inside the keyhole. This causes the keyhole pressure to decrease, the amount of metal vapor escaping from the top opening of the keyhole reduces, and the melting depth decreases.
3. As the amount of metal vapor decreases, the shielding, refraction, and absorption of laser energy decrease, causing the laser energy reaching the inside of the keyhole to increase and the melting depth to increase.
7.Keyhole suppresses wave direction
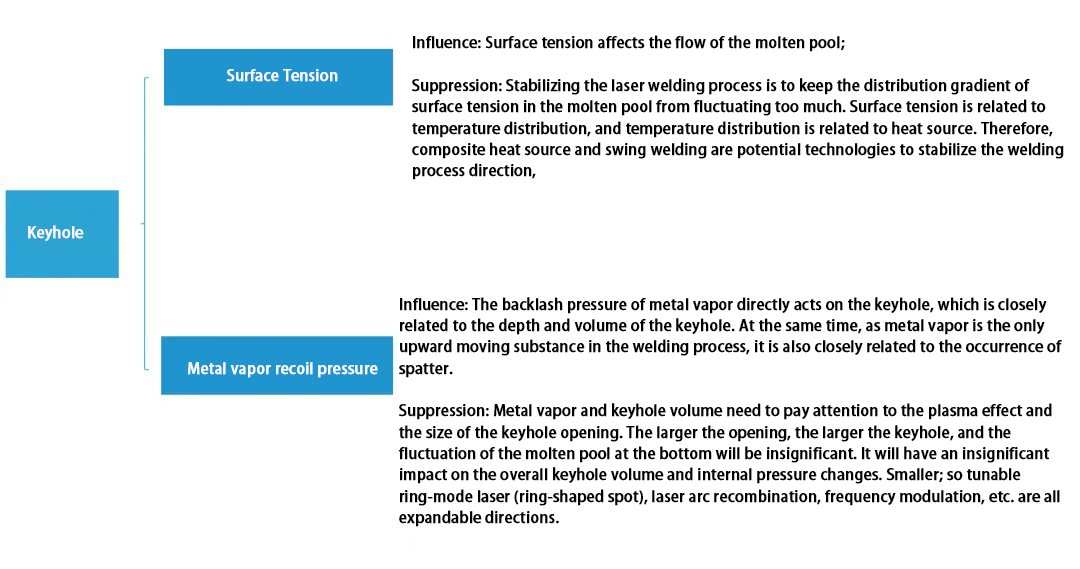
1) Surface tension
Influence: Surface tension affects the flow of the molten pool;
Inhibition:Stabilizing the laser welding process involves maintaining the gradient distribution of surface tension in the molten pool without excessive fluctuations. The surface tension is related to the temperature distribution, which in turn is related to the heat source. Therefore, composite heat sources and oscillating welding are potential technical approaches for stabilizing the welding process.
2)Metal vapor recoil pressure
Influence:The recoil pressure of metal vapor directly affects the formation of keyholes, and is closely related to the depth and volume of the keyholes. Also, as the metal vapor is the only substance moving upwards during the welding process, it is closely related to the occurrence of spattering.
Inhibition:The relation between metal vapor and keyhole volume requires attention to the plasma effect and the size of the keyhole opening. The larger the opening, the larger the keyhole, making the fluctuations in the small molten pool at the bottom seem negligible. This has a smaller impact on the overall keyhole volume and internal pressure changes.Therefore, adjustable ring mode laser (ring-shaped spots), laser-arc combination, frequency modulation, etc., are all potential directions for expansion.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR