
1. Prinzip des Laserschweißnahtführungs. Der Lasersensor für Nahtführung arbeitet nach dem Prinzip der Lasertriangulation. Dabei wird der Laserstrahl aufgespalten, um eine auf die Oberfläche des zu messenden Objekts projizierte Laserlinie zu bilden. Die reflektierte...
Kontaktieren Sie uns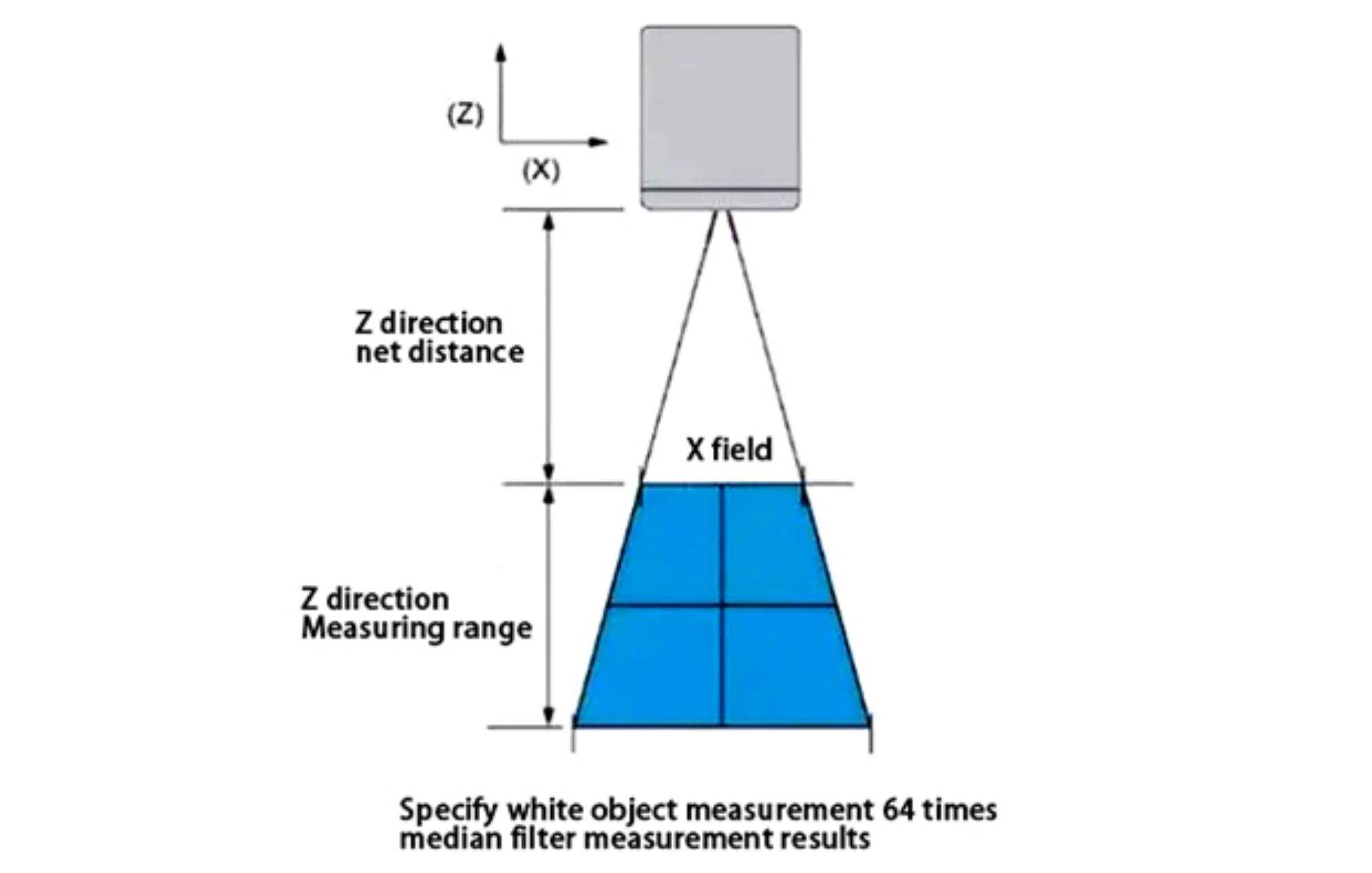
1.Laser-Schweißnahtverfolgung die Kommission
Die laser-Sachverfolgung der Sensor arbeitet nach dem Prinzip der Laser-Triangulation. Das heißt, der Laserstrahl wird verstärkt, um eine Laserlinie zu bilden, die auf die Oberfläche des zu messenden Objekts projiziert wird. Das reflektierte Licht geht durch ein optisches System mit hoher Qualität und wird auf eine
Modell und Parameter des Sensors
| modell |
X auf der Baustelle (mm) |
Z nettoabstand (mm) |
Z Messbereich (mm) |
X auflösung (mm) |
Z auflösung (mm) |
Z linear Genauigkeit (%) |
Wiederholen Genauigkeit (%) |
| Hd6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| Hd6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| Hd6-0032 (Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| Hd6-0050 (Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| Hd6-0090 (Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (rotes Licht und blaues Licht optional) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (rotes Licht und blaues Licht optional) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (rotes Licht und blaues Licht optional) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 (rotes Licht) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 (rotes Licht) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 (rotes Licht) | 800 | 600 | 500 | 1. Die 269 | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 ((rotes Licht) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w ((rotes Licht) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| Hd6-0020w (Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((rotes Licht) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
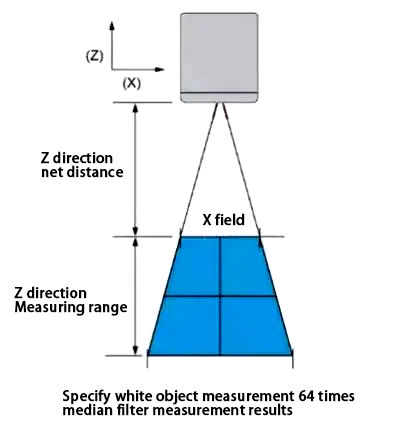
Das weiße Objekt bezieht sich auf einen Laborstandardblock und das Messresultat auf den durchschnittlichen Wert der z-Achse, der 64 Mal in Wiederholung gemessen wurde.
2.der Begriff der laser-Schweißnahtverfolgung tECHNOLOGIE
Die nachverfolgung von Nähten der Sensor besteht hauptsächlich aus einer CCD-Kamera, einem Halbleiterlaser, einer Laserschutzglas, einem Anti-Spritz-Baffler und einem Luftkühlgerät. Er verwendet die Prinzipien der optischen Ausbreitung und Bildgebung, um die Positionsinformationen jedes Punktes innerhalb des
Für den Detektionsbereich, die Detektionsfähigkeiten und die häufigen Probleme während des Schweißvorgangs gibt es entsprechende Funktionseinstellungen. Der Sensor wird normalerweise vor der Schweißpistole in einer vorgegebenen Entfernung (Lead) installiert, so dass er den Abstand vom Nahtsensor
Das Gerät berechnet die Abweichung zwischen der erkannten Schweißnaht und der Schweißpistole, gibt Abweichungsdaten aus und der Bewegungsausführungsgerät korrigiert die Abweichung in Echtzeit, indem es die Schweißpistole für das automatische Schweißen
In vielen Fällen sind die Präzision und Konsistenz des Werkstücks und seiner Montage jedoch nicht leicht, um den Anforderungen von großflächigen Werkstücken oder einer großflächigen automatischen Schweißproduktion gerecht zu werden. Es gibt auch den Einfluss von Belastungen und Verformungen durch Überhitzung.Daher ist bei
3.Komponenten und Funktionen von mit einer Leistung von mehr als 10 W
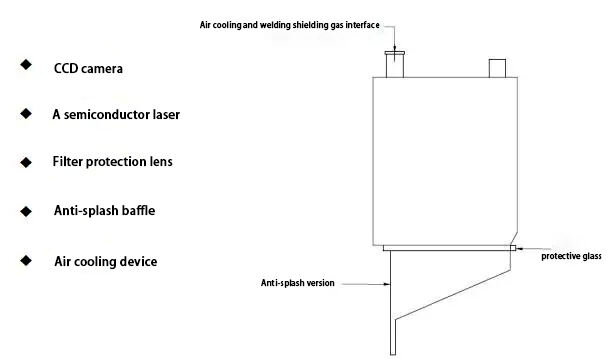
CCD-Kamera
Die Hauptfunktion der CCD-Kamera im Schweißnahtverfolgungssensor ist es, Bilder zu lesen. Bei der Aufnahme einer Szene mit einer CCD-Kamera wird das vom Objekt reflektierte Licht durch die Linse der CCD-Kamera an die CCD übertragen. Nach der Exposition der CCD wird die
Die CCD-Steuerungskamera sammelt die elektrischen Signale, die durch einen einzelnen Bildgebungsprozess erzeugt werden, und gibt sie gemeinsam an den Verstärker weiter. Das elektrische Signal wird nach Verstärkung und Filterung an den A/D-Wandler gesendet, der das elektrische Signal (
Die in der vorigen Stufe erfassten Bilddaten können jedoch allein nicht direkt ein Bild erzeugen. Sie müssen an den digitalen Signalprozessor (dsp) ausgeführt werden. In der dsp werden diese Bilddaten einer Nachbearbeitung wie Farbkorrektur, Weißabgleichbehandlung (abhängig von den Einstellungen des
Mit einem Durchmesser von mehr als 20 mm,
Der Laser wird durch eine Lichtquelle durch einen linearen Generator erzeugt, der Strom mit gleichmäßiger Dichte, hoher Linearität und guter Stabilität erzeugt und in einem geraden Muster ausgibt. Es gibt rote und blaue Laser zur Auswahl, und die Wellenlänge, der Winkel und die Linien
Filterschutzlinsen
Aufgrund des Staubs und der Spritzstoffe, die während des Schweißvorgangs entstehen und die die Datenerfassung beeinträchtigen können, muss an jedem Sensor eine Filterschutzglasse installiert werden. Die Filterschutzglasse dient zum einen zum Schutz der Laserkamera und zum anderen zum Filtern von die Reinigung von Linsen nicht außer Acht gelassen werden können:
1) Sie müssen bei der Montage Handschuhe tragen und keine Fingerabdrücke hinterlassen;
2) die Oberfläche der Linse nicht zerkratzen lassen;
3) Halten Sie beim Ausziehen der Linse die Linse mit den Fingern fest und berühren Sie den Film nicht;
4) zur Reinigung der Linse sauberes Gewebepapier, Prüfpapier und optisches Lösungsmittel verwenden.
Mit einer Breite von mehr als 20 mm,
Es wird hauptsächlich verwendet, um die Störungen des Lasers wie Lichtbogen, Rauch und Staub zu blockieren, um das Sensorsystem bei Gebrauch genauer und stabiler zu machen.
Luftkühlvorrichtung
Die meisten Systeme verwenden heute eine Luftkühlvorrichtung, da die Schweißung bei hohen Temperaturen stattfindet. Dies dient zum einen zur Abkühlung des Sensors und zum anderen zur Verlängerung der Lebensdauer des Sensors.Die Schutzstufe des Sensorgehäuses beträgt ip67 und die geeignete Temperatur für
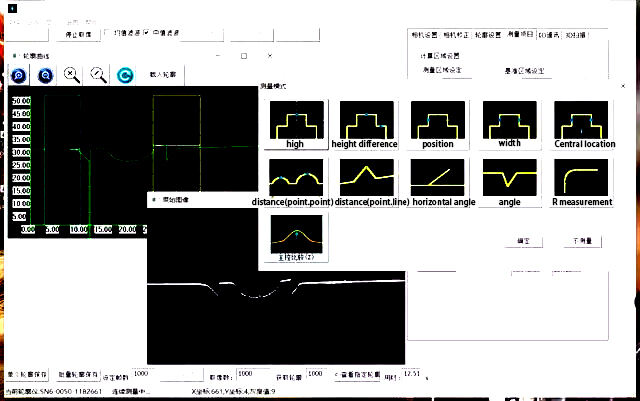
Der Sensor führt die Echtzeit-Online-Erkennung von gemeinsamen Schweißnähen durch komplexe Programmalgorithmen durch. Es gibt geeignete Funktionseinstellungen für den Detektionsbereich, die Erkennungsmöglichkeiten und die häufigen Probleme, die während des Schweißvorgangs auftreten.Das Ger
4.Schweißart
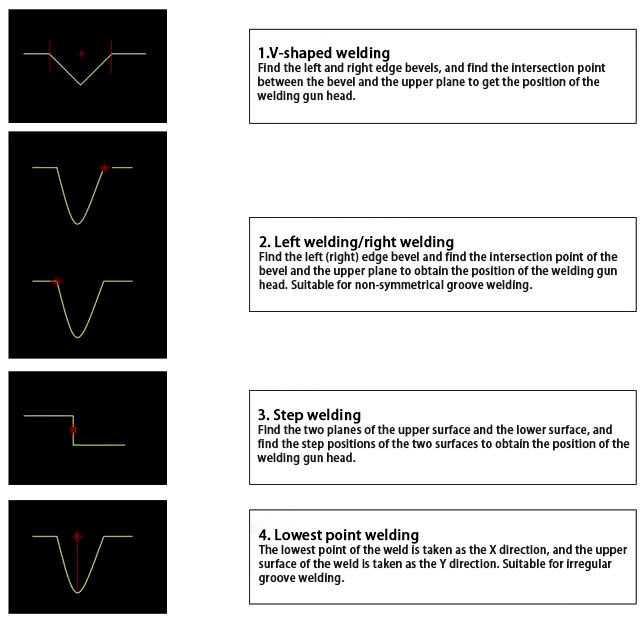
Bei der Verarbeitung von Schweißwerkzeugen ist ein spezifisches Verfahren zu verwenden: Argonbogen-Schweißverfahren, Laserschweißverfahren, Laserschweißverfahren, Hybridschweißverfahren, Plasmaschweißverfahren, Schweißverfahren mit Kohlendioxid-Lasergasschutzverfahren, Unterwasser-B
Anwendungsbereiche:Druckbehälter,Autos,Schiffbau,Eisenbahn,Stahlkonstruktionen,Containerschweißen.
5.Entwicklung und Aussichten
Im Bereich der speziellen Maschinen, näh- und Nachweissysteme die Einfuhrmarken sind vor allem in der Verfolgung von Rohren mit kleinem Durchmesser hervorragend, bei langen geraden und kreisförmigen Rohren sind die technologischen Unterschiede zwischen inländischen und importierten Modellen jedoch gering. Die Kosten liegen jedoch nur bei einem Drittel bis zur Hälfte der Einfuhrkosten, was
Mit der Entwicklung fortschrittlicher Fertigungstechnologie ist die Automatisierung und Intelligenz der Schweißverfolgung zu einem unvermeidlichen Trend geworden. In den nächsten Jahren wird die Laser-Nassverfolgung nicht nur technologische Upgrades benötigen, sondern auch die Anwendungen der Kunden tief verstehen müssen, um den Bedür
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR