 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Головна сторінка
- Продукти
- Про нас
- Відео
- Застосування
- Новини
- Центр допомоги
- Зв'яжіться з нами

Було запропоновано метод двопроменної сварки, головним чином використовуваний для покращення адаптивності лазерної сварки до точності збірки, збільшення стабільності процесу сварювання та покращення якості шву, особливо для сварювання тонких пластин і алюмінієвих деталей...
Зв'яжіться з нами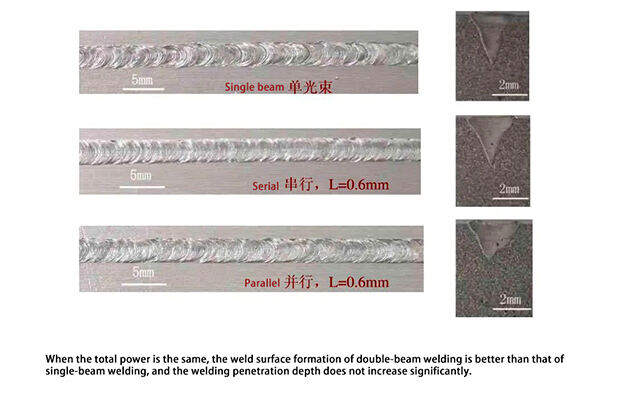
Метод двострумового зварювання було запропоновано, головним чином для покращення адаптивності лазерне зварювання до точності збірки, збільшення стабільності процесу зварювання та покращення якості шва, особливо при зварюванні тонких пластин і алюмінієвих сплавів. Двострумове лазерне зварювання може розділяти один вид лазера на два окремих променя для зварювання за допомогою оптичних методів, або ж використовувати два різних типи лазерів для комбінації. Лазери CO2, Nd:YAG лазери та високоможні напівпровідникові лазери можуть усі поєднуватися між собою. Змінюючи енергію променів, відстань між променями навіть та розподіл енергії двох променів, температурне пол спайки можна зручно і гнучко регулювати. Це змінює режим існування отворів та режим потоку рідинного металу у спацевому басейні, що надає більш широкий вибір у процесі спайки, чим завдяжиться перевага перед однопроменевою лазерною спайкою. Вона не тільки має переваги глибокого сполучення, швидкості та високої точності лазерної спайки, але й відмінною адаптивністю до матеріалів та стыкувань, які важко спаювати за допомогою традиційної лазерної спайки .
1.Принцип подвійної лазерної спайки
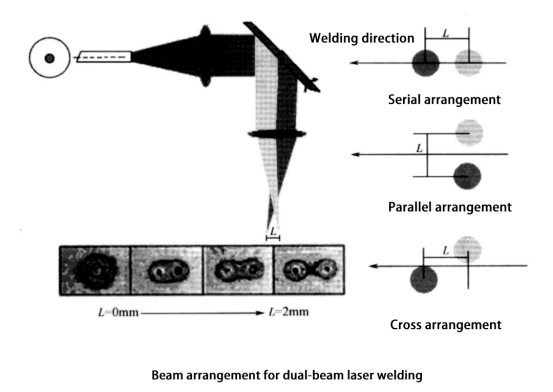
Двопромінна сварка означає використання двох лазерів одночасно під час процесу сварки. Розміщення променів, відстань між променями, кут, утворений двома променями, фокусне положення та енергетичний співвідношення двох променів є всіма релевантними параметрами налаштування при двопромінній лазерній сварці. Зазвичай, під час процесу сварки існує два загальних способи розміщення двох променів. Як показано на малюнку, один з них полягає у їх послідовному розташуванні вздовж напряму сварки. Це розміщення може зменшити швидкість охолодження сварного басейну та зменшити твердівельну схильність сварки та утворення пор. Другий спосіб полягає у паралельному або хрестовому розташуванні променів по обидва боки шва для збільшення адаптивності до зазору у шві.
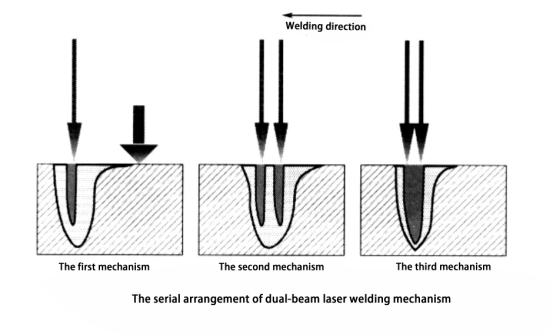
Для системи двопромінної лазерної сварки з послідовним розміщенням, існує три різних механізми сварки, які залежать від відстані між двома променями.
1) У першому типі механізму сварки відстань між двома променями досить велика. Один промінь має вищу енергетичну щільність і спрямований на поверхню деталі для створення ключової отвору під час зварювання ; тоді як другий промінь має нижчу енергетичну щільність і лише виступає джерелом тепла для передзварювального або післязварювального термічного оброблення . Цanism зварювання дозволяє керувати швидкістю охолождення зварювального басейна в певному діапазоні, що сприяє зварюванню матеріалів з високою чутливістю до тріщин, таких як вуглецевиста стал і сплавна сталь, і також може покращити в'язність шва.
2) У другому типі механізму зварювання відстань між фокусними точками двох променів відносно мала. Два промені створюють два окремих ключових отвори в одному зварювальному басейні , що призводить до зміни моду руху розплавленого металу. Це допомагає запобігти дефектам таким як недостача матеріалу у краях шва і випучини шва, покращуючи формування шва.
3) У третьому типі механізму зварювання відстань між двома променями дуже мала, і в цей час, дві промені створюють ту саму дірочку у сварному шві . У порівнянні з однопроменевою лазерною сваркою, розмір цієї дірочки більший і менш ймовірний закритися , що робить процес сварки більш стабільним, а газ легше виводиться. Це корисно для зменшення пористості, брухання і досягнення неперервного, рівномірного та привабливого сварного шва.
Під час процесу сварки дві лазерні промені також можуть бути встановлені під певним кутом один до одного, і їх механізм сварки схожий на механізм паралельної двопроменевої сварки. Експериментальні результати показали, що за допомогою двох високомощних променів OO під кутом 30° один до одного і з відстанню 1~2 мм можна досягнути конусоподібної дірочки. Дірочка є більшою і стабільнішою, що ефективно покращує якість сварки. У реальних застосуваннях різні комбінації двох променів можна регулювати в залежності від різних умов сварки для досягнення різних процесів сварки.
2. Метод реалізації двопроменевого лазерного зварювання
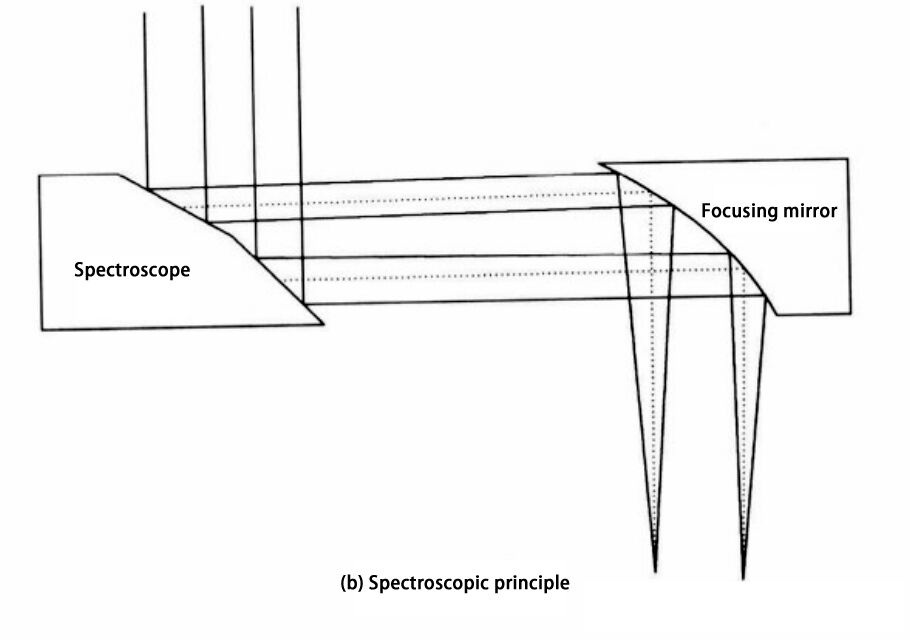
Отримання двох променів можливе шляхом комбінації двох різних лазерних променів або за допомогою оптичної системи розщеплення променя, яка розбиває один лазерний промінь на два для зварювання. Для розділення променя на два паралельні лазери з різною потужністю можна використовувати розщеплювальне дзеркало або деякі спеціальні оптичні системи. На малюнку показано два типи принципів розщеплення променя за допомогою фокусуючого лінzu як розщеплювача променя.
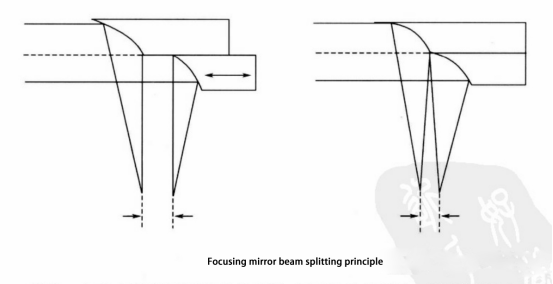
Крім того, рефлектор можна використовувати як дзеркало для розщеплення пучка, де останній рефлектор у оптичному шляху виступає як розщеплювач пучка. Цей тип рефлектора також відомий як гребневий рефлектор, його відбивальна поверхня не є однією площею, а складається з двох площин. Лінія перетину двох відбивальних поверхонь розташована посередині дзеркала, схожа на гребінь, як показано на малюнку. Паралельний пучок світла спрямовується на розщеплювач пучка і відбивається у два пучки різними кутами двома площинами. Ці пучки освітлюють різні позиції на збірному лінзі, і після збірки на поверхні деталі отримуються два пучки з певним розміщенням. Змінюючи кут між двома відбивальними поверхнями та положенням гребеня, можна отримати розщеплювальні пучки світла з різним фокусним розміщенням та методами розташування.
При використанні двох різних типів лазерних променів для формування дуального променя існує кілька методів комбінації. Високоякісний лазер CO2 з гауссівською енергетичною дистрибуцією може використовуватися для основної роботи зварювання, допомагаючи напівпровідниковому лазеру з прямокутною енергетичною дистрибуцією для термічної обробки. Цей метод є економічним з одного боку, а з іншого — потужність обох променів може регулюватися незалежно. Для різних форм сполук шва за допомогою регулювання позиції накладення лазера та напівпровідникового лазера можна отримати налаштовуваний температурний поле, що дуже підходить для контролю процесу зварювання. Крім того, лазери YAG і CO2 можуть комбінуватися у дуальний промінь для зварювання, неперервний лазер та імпульсний лазер можуть комбінуватися для зварювання, а також фокусований промінь та нефокусований промінь також можуть комбінуватися для зварювання.
3.Принцип дуального лазерного зварювання
3.1 Дуальне лазерне зварювання оцинкованої плітки
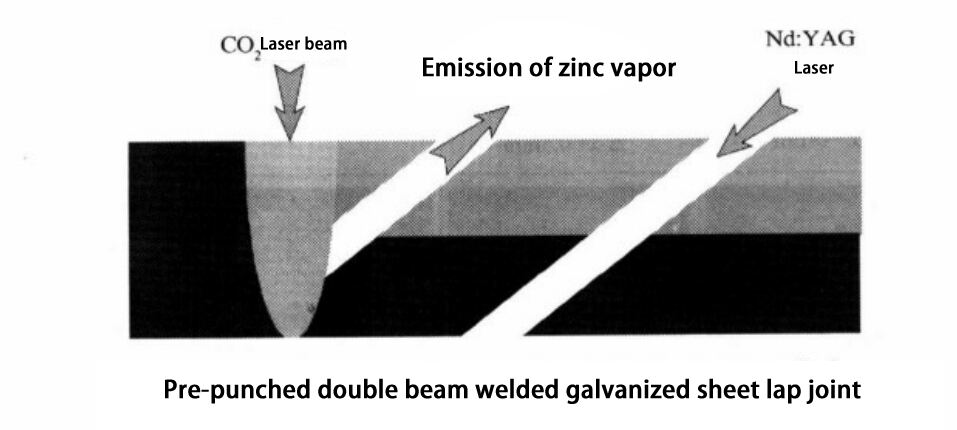
Галузевана стальна плита є найбільш поширеним матеріалом в автотранспортній промисловості. Температура плавлення сталі становить близько 1500°C, тоді як температура кипіння цинку лише 906°C. Отже, при використанні методу зварювання зазвичай видається велика кількість цинкових парів, що призводить до нестабільності процесу зварювання та утворення повітряних дір у швах. Для накладування з'єднань, випарювання галузевого шару відбувається не тільки на верхніх і нижніх поверхнях, але й на межі з'єднань. Під час процесу зварювання, у деяких областях цинкові пари швидко викидаються з поверхні розплавленої маси, тоді як в інших областях цинковим парам важко втекти з поверхні розплавленої маси, що призводить до дуже нестабільного якості зварювання.
Двочастинкове лазерне з'єднання може вирішити проблеми якості з'єднання, що виникають через пари цинку. Один із методів полягає у контролі часу існування та швидкості охолодження розплавленої їмкості за допомогою раціонального відповідностування енергії двох променів, що сприяє виходу парів цинку; інший метод полягає у виході парів цинку через попереднє бурення або гранкання. Як показано на малюнку нижче, для з'єднання використовуються лазери CO2, при цьому лазери YAG на передній стороні лазера CO2 використовуються для бурення або гранкання. Попередньо оброблені отвори або прорізи надають шлях для виходу парів цинку, що утворюються під час наступного з'єднання, запобігаючи їх задержуванню у розплавленій їмкості та утворенню дефектів.
3.2 Двочастинкове лазерне з'єднання алюмінієвих сплавів
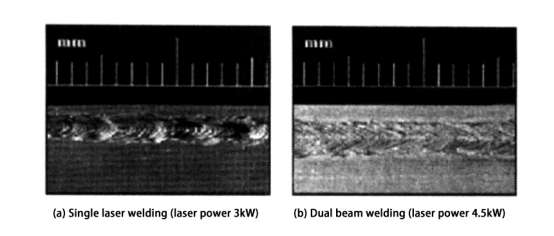
Завдяки унікальним властивостям матеріалів з алюмінієвої сплаву, лазерна сварка має такі труднощі: низька поглинаюча здатність лазера алюмінієвими сплавами, при початковій відбиваності на поверхні від променя CO2 лазера більше 90%; під час сварки шви з лазерної сварки алюмінієвих сплавів схильні до пористості та тріщин; відбувається втрата сплавних елементів під час процесу сварки. Коли використовується одиночна лазерна сварка, важко створити ключове отворище (keyhole), і їхня стабільність важко підтримуватися. Використовуючи двопроменню лазерну сварку, розмір отворища можна збільшити, що складить затворення отворища і полегшить викид газу. При цьому можна зменшити швидкість охолодження, що зменшує кількість пор і тріщин у шві. Через більшу стабільність процесу сварки та зменшення кількості брунь, формування поверхні шва, отриманого за допомогою двопроменної сварки алюмінієвих сплавів, значно краще, ніж у випадку з одиночним променем. На малюнку нижче показано зовнішній вигляд стыку 3-мм алюмінієвих сплавів, сварених одним променем CO2 лазера та двома лазерними променями.
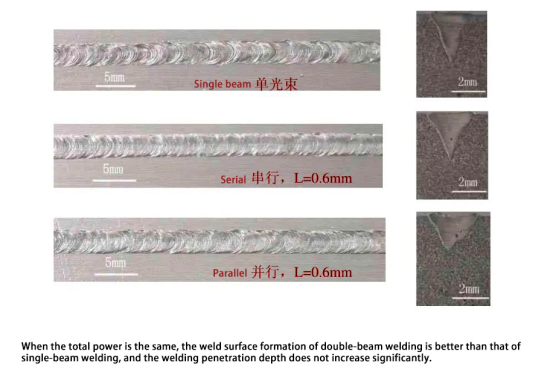
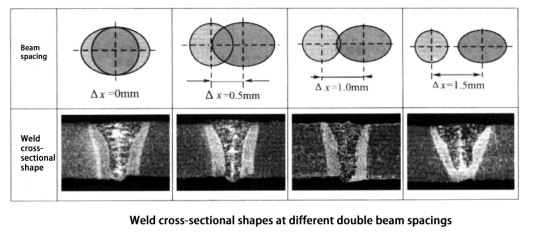
Дослідження показують, що при зварюванні 2-міліметрової алюмінієвої сплаву серії 5000, процес відносно стабільний, коли відстань між двома променями становить 0.6~1.0 мм. Утворена ключова отвора більша, що сприяє випаровуванню і виходу магнієвих елементів під час зварювання. Якщо відстань між променями занадто мала, процес буде схожий на однопроменеве зварювання і не буде легко стабільним; якщо вона занадто велика, це вплине на глибину проникнення зварювання, як показано на малюнку нижче. Крім того, співвідношення енергії між двома променями також має значний вплив на якість зварювання. Коли два променя розташовані послідовно для зварювання на відстані 0.9 мм, корисно відповідно збільшити енергію першого променя, роблячи співвідношення енергії двох променів більшим за 1:1. Це допомагає покращити якість шва, збільшити зону плавлення і досягти гладких та естетично привабливих швів навіть при вищих швидкостях зварювання.
3.3 Двочасове зварювання пластин різної товщини
У промисловому виробництві часто необхідно зварювати дві або більше металевих пластин різної товщини і форм для створення склеєної пластини. Особливо у виготовленні автомобілів застосування склеєних пластин стає все ширшим.
Зварювання пластин різних специфікацій, поверхневих покриттів або характеристик може збільшити міцність, зменшити витрати і зменшити вагу. У зварюванні склеюваних пластин зазвичай використовується лазерне зварювання пластин різної товщини. Головним питанням є необхідність попередньої фабрикації деталей для зварювання з високоточними краями та забезпечення точного з'єднання. Використання двочасового зварювання для пластин різної товщини може пристосовуватися до різних зазорів, доковуючих частин, відносної товщини і різниць матеріалів пластин. Воно може зварювати пластини з більшими допусками країв і зазорів, покращуючи швидкість зварювання і якість шва.
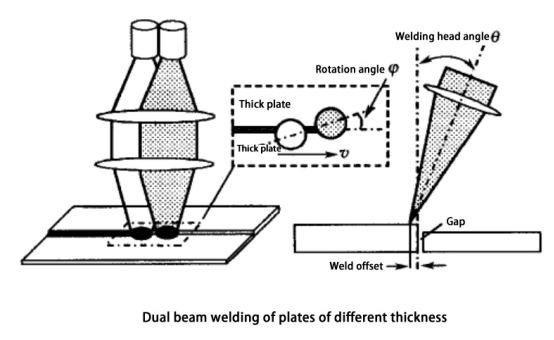
Головні параметри процесу подвійної променевої сварки для пластин різної товщини можна розділити на параметри сварки та параметри пластин, як показано на рисунку. Параметри сварки включають потужність двох лазерів, швидкість сварки, позицію фокусу, кут наклона сварного пистолета, кут обертання променів при з'єднанні країв, та сварковий відхил. Параметри пластин включають розміри матеріалу, його властивості, формування країв та зазор між пластинами. Потужність двох лазерів може регулюватися окремо в залежності від мети сварки.
Зазвичай, стабільний і ефективний процес зварювання можна досягти, коли фокусна точка знаходиться на поверхні тонкої пластини. Кут наклона зварювального пистолета зазвичай вибирається близько 6 градусів. Якщо товщина обох пластин досить велика, можна використовувати позитивний кут наклона зварювального пистолета, тобто лазер наклоняється у сторону тонкої пластини, як показано на рисунку. Коли товщина пластини відносно мала, можна використовувати негативний кут наклона зварювального пистолета. Відхилення зварювання визначається як відстань між лазерною фокусною точкою та краєм товстої пластини. За допомогою регулювання відхилення зварювання углиблення шва можна зменшити для отримання хорошого перерізу шва.
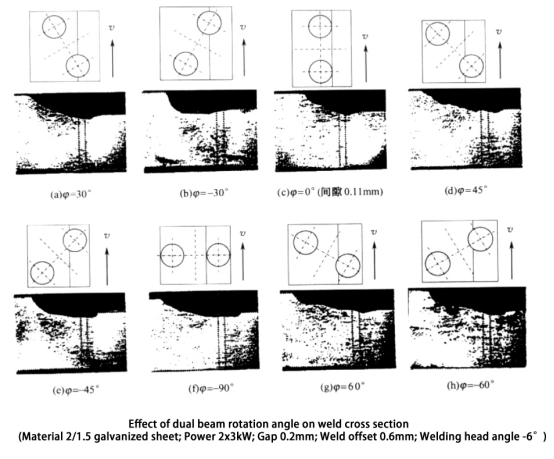
При зварюванні пластинок з великими пропусками, ефективний діаметр нагріву пучка може бути збільшений для досягнення хорошої спроможності заповнення пропуски шляхом обертання кута подвійного пучка. Ширина верхньої частини шва визначається ефективним діаметром пучка двох лазерів, тобто визначається кутом обертання пучка. Чим більший кут обертання, тим ширше зона нагріву подвійного пучка, і тим ширша верхня частина шва. Два лазери виконують різні ролі під час процесу зварювання; один головним чином використовується для проникнення у стык, а другий головним чином для розплавлення матеріалу товстої пластинки для заповнення пропуски. Як показано на малюнку нижче, при додатному куті обертання пучка (передній пучок діє на товсту пластинку, задній пучок діє на шов), передній пучок потрапляє на товсту пластинку, нагріваючи і розплавлюючи матеріал, а наступний лазерний пучок виробляє проникнення. Перший лазерний пучок спереду може лише частково розплавити товсту пластинку, але він робить значний внесок у процес зварювання, оскільки він не тільки розплавляє сторону товстої пластинки для кращого заповнення пропуски, але й передчасно з'єднує матеріал стыку, що спрощує проникнення наступному пучку, таким чином покращуючи швидкість зварювання. У подвійному зварюванні з від'ємним кутом обертання (передній пучок діє на шов, задній пучок діє на товсту пластинку), ролі двох пучків є абсолютно протилежними. Передній пучок проникає у стык, а задній пучок розплавляє товсту пластинку для заповнення пропуски.
У цьому випадку передній промінь повинен проникати через холодну пластину, швидкість зварювання нижча за та, що при позитивному куті обертання променя. Також, завдяки ефекту попереднього нагріву переднього променя, наступний промінь розтопить більше матеріалу при тій самій потужності. У цьому випадку потужність другого лазерного променя слід відповідно зменшити. У порівнянні, використання позитивного кута обертання променя може відповідно збільшити швидкість зварювання, тоді як використання негативного кута обертання променя може досягти кращого заповнення щілин. Наступне зображення показує вплив різних кутів обертання променя на переріз шва.
3.4 Двопроменнє лазерне зварювання товстих пластин
З вдосконаленням рівнів потужності лазера та якості променя стало можливим використовувати лазерну сварку для товстих пластин. Проте, через високу вартість високопотужних лазерів та загальну необхідність застосування металевого наповнювача при сварці товстих пластин існують певні обмеження у реальному виробництві. Використання технології двопроменевої лазерної сварки не тільки підвищує потужність лазера, але й збільшує ефективний діаметр нагріву променем, покращує здатність до розчинення наповнювального проволоки, стабілізує лазерну ключову отвор, що поліпшує стабільність сварки і, таким чином, підвищує якість сварки.