 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Головна сторінка
- Продукти
- Про компанію
- Відео
- Застосування
- Новини
- Центр Допомоги
- Зв'яжіться з нами

Плазменний ефект у процесі лазерної зварювання У процесі лазерної зварки плазма є поширеним явищем, яке має важливий вплив на результат та якість зварювання. Плазма складається з іонізованого газу, в якому атоми або молекули...
Зв'язатися з нами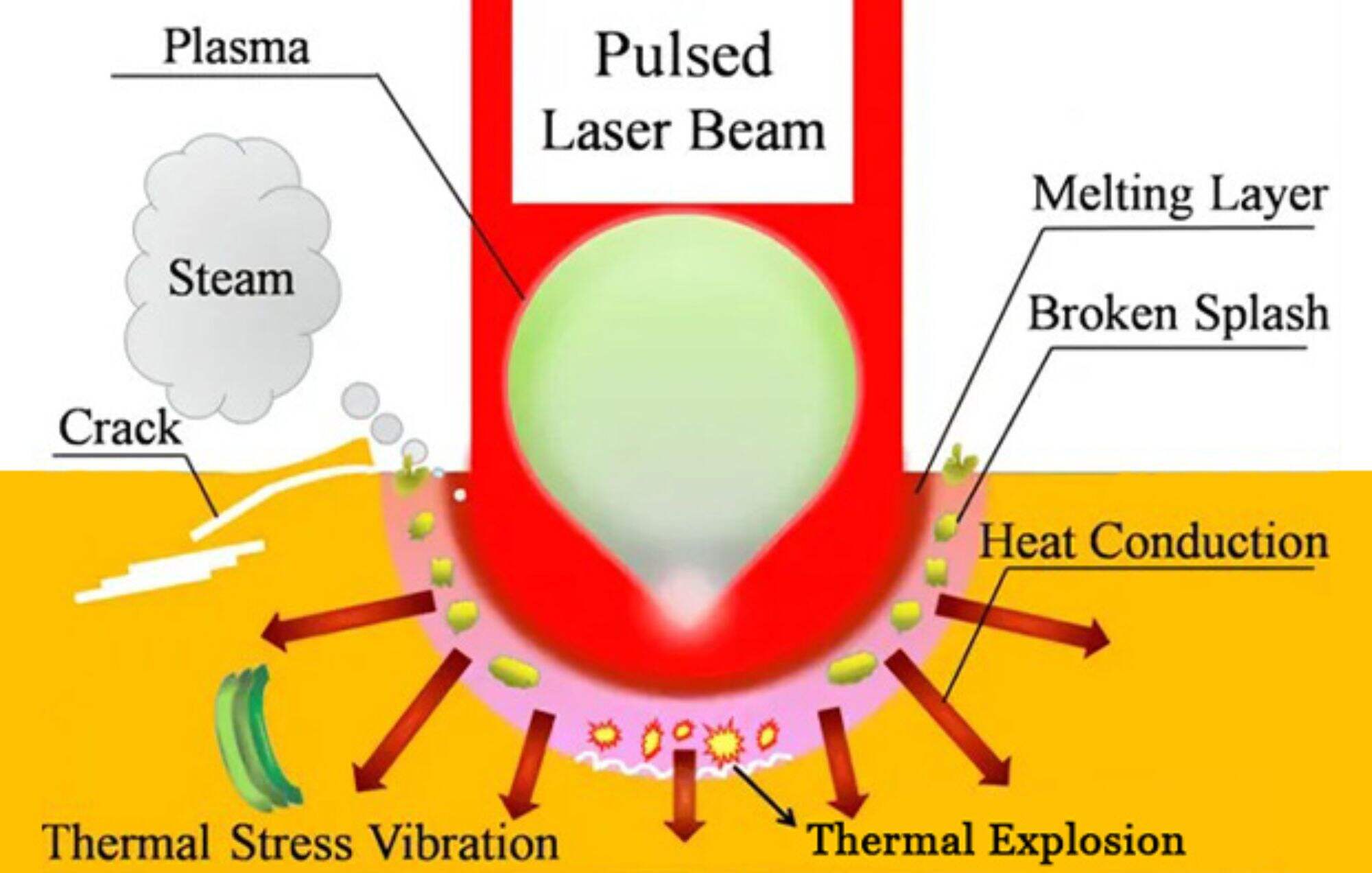
Плазменний ефект у процесі лазерного сварювання
В лазерне зварювання у процесі, плазма є поширеним явищем, яке має важливий вплив на результат та якість зварювання. Плазма складається з іонізованого газу, в якому атоми або молекули у газі втрачають або набувають електрони, утворюючи позитивні іони та вільні електрони. Цей стан речовини вважається четвертим станом речовини, відмінним від твердого, рідинного та газоподібного.
1.1 Плазменний ефект - Визначення плазми
Формування плазми
В лазерне зварювання , генерація плазми зазвичай відбувається за наступними кроками:
Лазерна радіація: коли високоенергетичний лазерний промінь потрапляє на поверхню деталі, він спочатку нагріває поверхню, що призводить до швидкого випарювання матеріалу.
Лазерне зварювання зазвичай супроводжуються пламенним вихрем, який включає струмені пламені, жовте світло, блакитне світло та фіолетове світло. Це пламя часто називають плазмою.
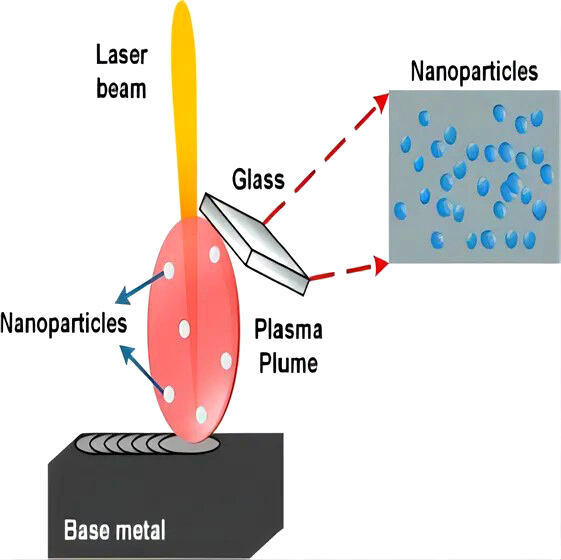
Визначення плазми: плазма, що утворюється завдяки випаровуванню металевих матеріалів під дією лазерної радіації під час процесу лазерної зварювання, називається фотоіндукованою плазмою. Головними складовими фотоіндукованої плазми є металевий пар, вільні електрони, іони та електрично нейтральні частинки.
Плазма, також відома як йонізований газ, складається з іонів, що утворюються після йонізації атомів або атомних груп з деякими вилученими електронами. Вона є макроскопічно електрично нейтральним йонізованим газом на масштабі більше довжини Дебая. Її рух головним чином керується електромагнітними силами та проявляє значну колективну поведінку.
1.2 Плазменний Ефект - Формування Плазми
Випарювання та іонізація матеріалу: Завдяки високій енергії лазера, випарений матеріал (зазвичай пари металу) буде подальше поглинати лазерну енергію. Коли енергія достатньо велика, атоми та молекули у парі будуть іонізовані для формування плазми. Під час цього процесу електрони витіснюються з атомів або молекул, створюючи велику кількість вільних електронів та додатньо заряджених іонів.
Формування плазменного хмари: Утворена плазма формує хмароподібну структуру, яка розташована між променем лазера та поверхнею деталі. Завдяки своїм високотемпературним та високої густини характеристикам, плазменна хмара може поглинати та розсіювати більше лазерної енергії, що впливає на передачу лазерного променя.
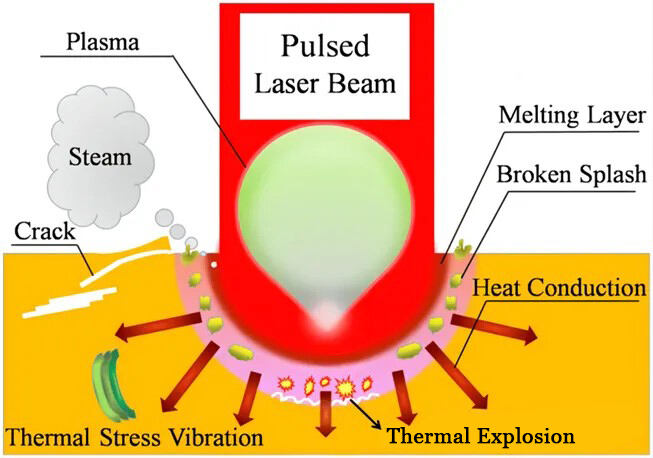
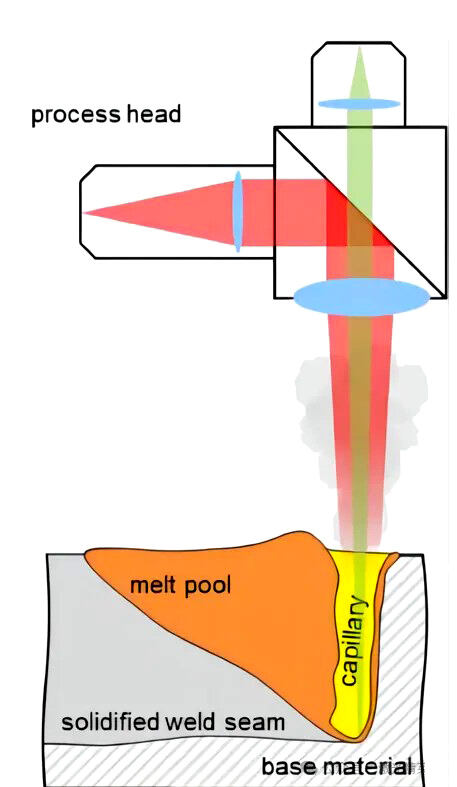
Під час процесу глибокого лазерного зварювання, коли енергетична щільність надходящого лазера достатньо велика, вона може вапоризувати метал і утворювати ключове отвор (keyhole) у розплавленій ємності. одночасно, вільні електрони у металевому парі, що викидається з поверхні металу та ключового отвору, а також частково у захищному газі, прискорюються завдяки поглинанню лазерної енергії. Це збільшує їх кінетичну енергію, що призводить до зіткнень з частинками пару та захищним газом, спричиняючи ланцюгову реакцію. Цей процес призводить до значної йонізації, утворюючи щільний плазменний шар над ключовим отвором. Цей щільний плазменний шар може мати суттєвий вплив на процес лазерного зварювання.
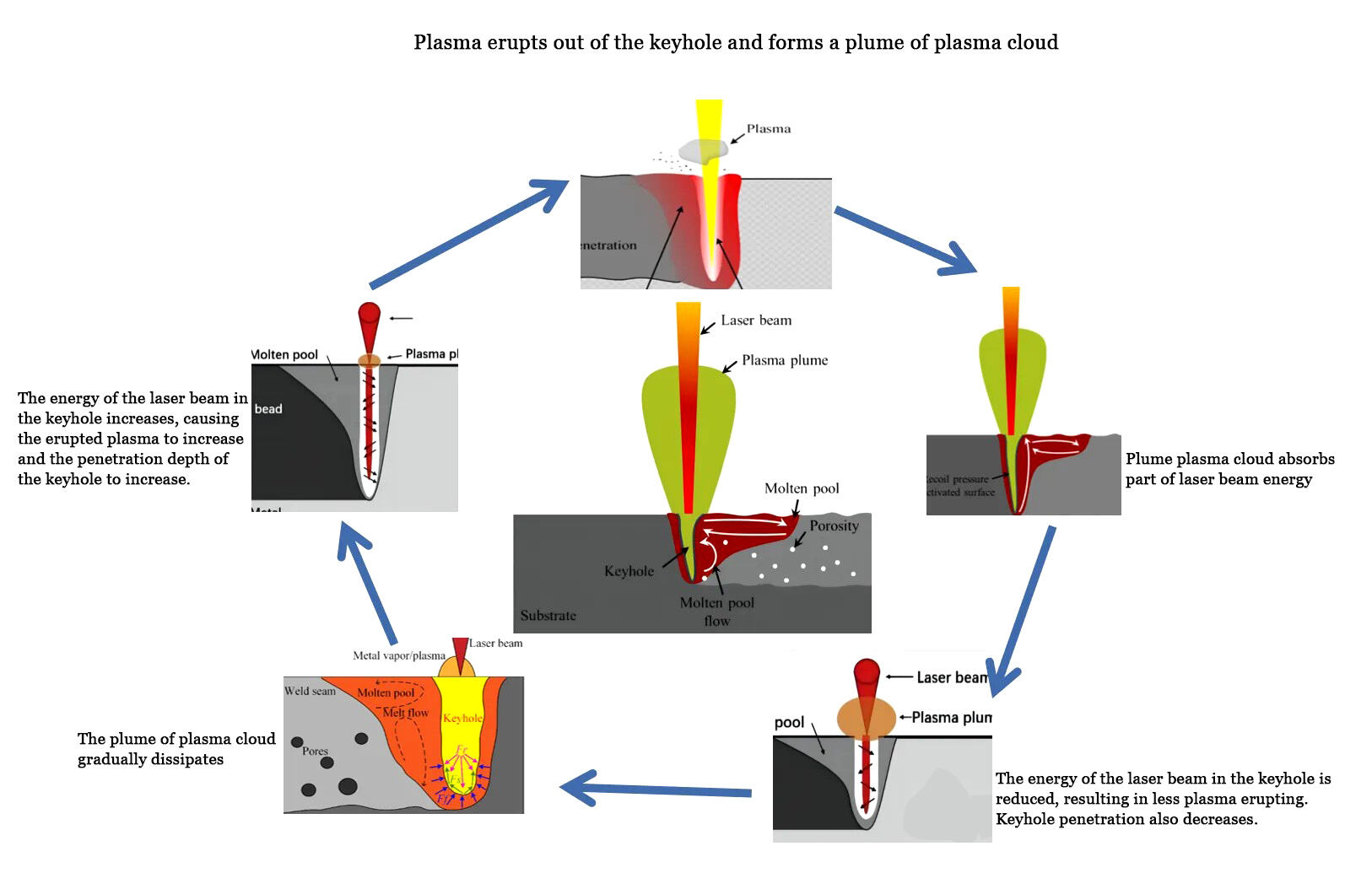
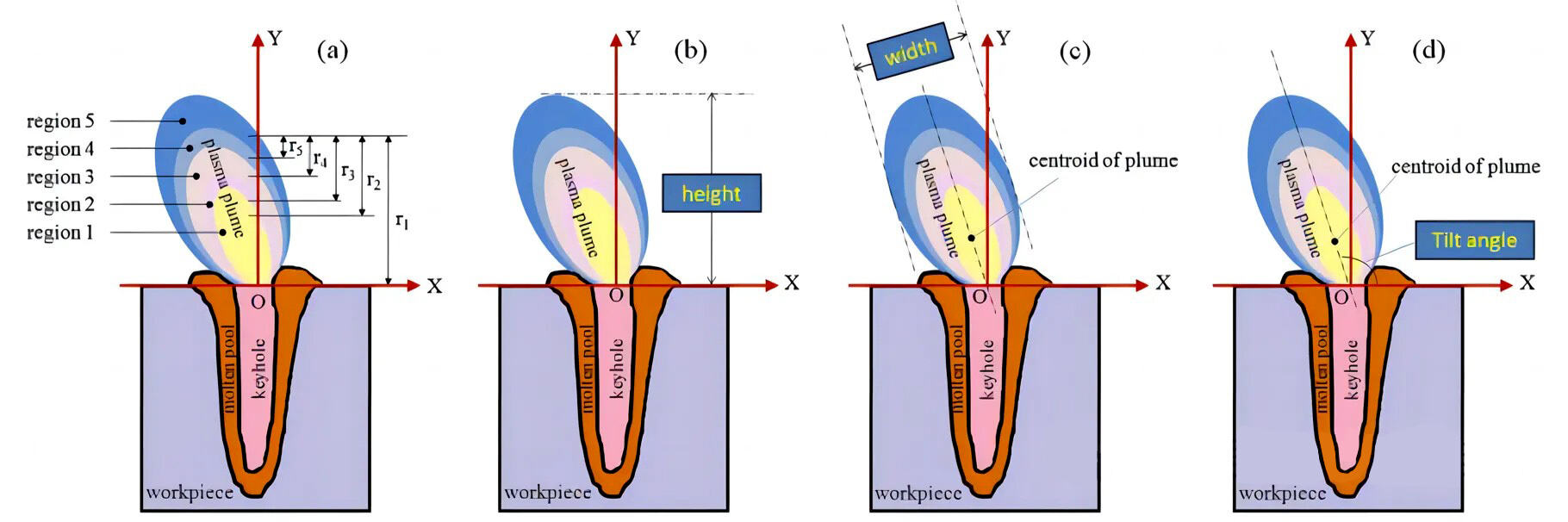
1.3 Плазменний ефект - Плазменна періодичність
1.4 Роль плазми в передачі енергії
Під час процесу високомощного лазерного з'єднання, коли лазерний промінь з високою енергетичною щільністю неперервно видає енергію, вона передається на поверхню деталі, постійно розплавлюючи і еволюючи металевий матеріал. Хмара парів швидко вистріляє вгору з ключової дірки і швидко йонізує, коли зустрічає умови йонізації, утворюючи плазму. Утворена плазма головним чином складається з металевої парової плазми.
Після формування плазми вона заламує і поглинає надходящий промінь, що призводить до відбиття, розсіяння і поглинання, що може зашкірити лазерний промінь. Це, у свою чергу, впливає на сполучення лазерної енергії з деталлю, впливаючи на такі фактори, як глибина розплавлення, утворення пор і склад шва. Нарешті, це безпосередньо впливає на якість лазерного з'єднання та надійність процесу.
1.5 Заломлення лазера плазмою
Чим більше плазми накопичується, тим сильніше вона впливає на лазерну зварку. Чим більше лазер розходиться, тим нижча енергетична щільність, що призводить до різкого зменшення глибини плавлення. Тому поширені проблеми, такі як неповна зварка, часто виникають через відсутність захищального газу.
Ефект плазменної негативної лінзи
Повітря є оптично щільним середовищем, тоді як плазма є оптично розрідженим середовищем. Їхнє преломлення лазерного променя призводить до розходження лазерного променя, знижує якість фокусування лазера і спричиняє розходження лазера, що зменшує енергетичну щільність. Коли вхідний лазерний промінь проходить через плазму, це також призводить до зміни напрямку поширення лазерного променя. Кут відхилення пов'язаний з градієнтом електронної концентрації і довжиною плазми. Це може призвести до неоднакової енергетичної щільності, що досягає поверхні матеріалу, а флуктуації енергії будуть змінюватися разом з флуктуаціями плазми.
Як показано на зображенні вище: плазма подібна до лінзи, розташованої між матеріалом і лазером. Різні методи дмухання призведуть до різних ефектів зварювання: бокове дмухання може не відводити плазму, а прямолінійне дмухання є кращим.
1.6 Поглинання лазерного світла плазмою
Поглинання енергії лазера плазмою призводить до неперервного зростання її температури та ступеня йонізації. Процес поглинання можна розділити на нормальне поглинання та аномальне поглинання.
Нормальне поглинання, також відоме як обернена бремсштралунг, посилається на ситуацію, коли електрони стимулюються лазерним електричним полем і перебувають у високочастотних коливаннях. Вони зіткуються з оточуючими частинками (головним чином йонами), передаючи їм енергію, що призводить до збільшення температури та йонізації плазми.
Аномальне поглинання відноситься до процесу, у якому енергія лазера перетворюється на енергію плазменних хвиль через серію небудь-яких механізмів, а потім перетворюється на теплову енергію плазми через різні механізми дисипації, після чого передається у повітря і дисипується.
Завдяки поглинаючому ефекту плазми на лазер, лише частина впадної енергії лазера може проникати через плазму і досягати поверхні деталі. Це збільшує втрати передачі енергії у зовнішньому оптичному шляху (від лазерного QBH до поверхні матеріалу), зменшує щільність енергії лазера і знижує загальний коефіцієнт поглинання. Якщо вікно знаходиться на верхній межі, це легко може призвести до хибного спайкування, особливо для високодзеркальних матеріалів (наприклад, алюмінію та міді).
1.7 Підтримка подолання ефекту плазми
Головні фактори, що впливають на показник заломлення плазми та негативний лінзувальний ефект, такі:
Щільність лазерної потужності:
Чим вища щільність потужності, тим вища температура плазми, що означає більшу електронну щільність у плазмі. Чим більша електронна щільність, тим менший показник преломлення, таким чином збільшуючи негативний лінзувий ефект.
Довжина хвилі лазера: зв'язок між довжиною хвилі та кутовою частотою виражений як ω = 2πc/λ (де c - швидкість світла, а λ - довжина хвилі). Чим більша довжина хвилі лазера, тим менша кутова частота і показник преломлення, тому негативний лінзувий ефект стає більш виразним. Коротковхідне (синє світло, зелене світло) зварювання має переваги і є відносно більш стабільним.
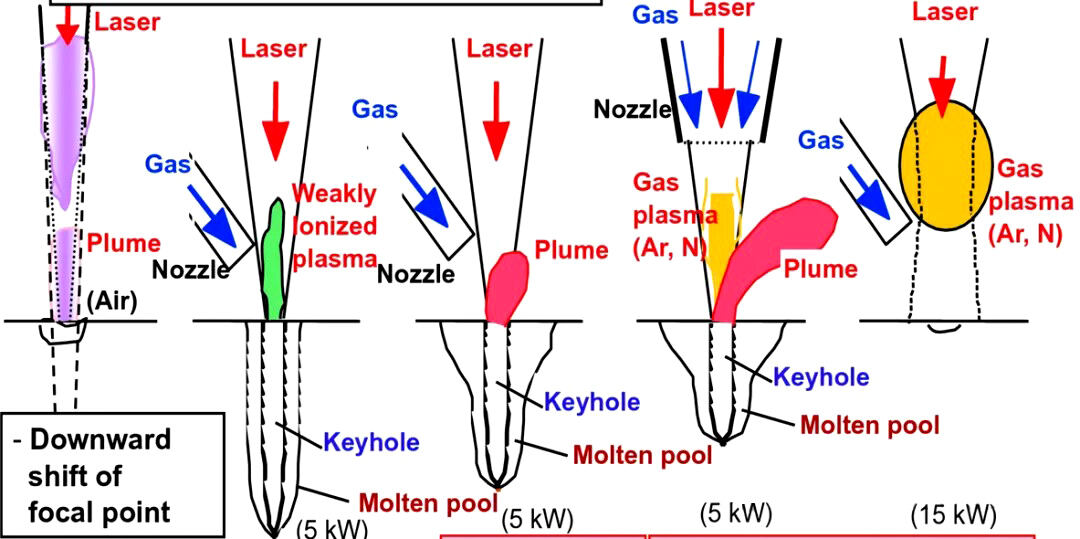
Тип захищального газу: при однаковій температурі ступінь іонізації аргона більша, що призводить до більшої електронної щільності і меншого показника преломлення, збільшуючи негативний лінзувий ефект. У порівнянні, захисні властивості геліевого газу кращі.
Потік захисного газу: Збільшення швидкості потоку газу в певному діапазоні може відгнати хмари плазми над розплавним басейном, зменшуючи таким чином негативний лінзувий ефект плазми.
Матеріали для з'єднання: Зазвичай немає вибору. Коли температурна точка плавлення матеріалу, який треба з'єднати, низька і легко йонізується, чисельна щільність електронів у плазмі зростає, що призводить до значного збільшення негативного лінзувого ефекту. Якщо ця можливість має великий вплив на лазер, слід розглянути інші види обробки високоенергетичними променями, такими як електронні промені.
Чинників, що впливають на плазму під час процесу з'єднання, багато, їх можна підсумувати наступним чином:
Довжина хвилі лазера: Значення запалювання та порог підтримки плазми пропорційні квадрату довжини хвилі. У коротковілкових лазерах (синій світ, зелений світ) час підтримки плазми коротший, і процес буде стабільнішим.
Плотність лазерної потужності: температура і густина електронів плазми збільшуються з зростанням плотності лазерної потужності, надмірна потужність є головною причиною нестабільності плазми (складений тепловий джерело (кольористе пляма, складене волоконно-півпровідникове, складене лазерно-дугове) може досягти керування розподілом енергії джерела. У порівнянні з одиночним волоконним лазерним зварюванням, плазменний ефект менше впливає на процес зварювання, процес стабільніший);
Розмір плями: чим менший діаметр плями, тим більшими є значення ігнійського та підтримувального параметрів плазми (можна уникнути коливального зварювання);
Властивості матеріалу: густина і іонізаційна енергія матеріалу суттєво впливають на плазму. Чим нижча іонізаційна енергія і вища відбиткова здатність метала, тим більш вразливий він на вплив плазменного ефекту, що впливає на стабільність глибокого проникнення при зварюванні;
Оточуючий газ і тиск: Загалом вважається, що гази з високою теплопровідністю та великою енергією іонізації мають високе значення запалення плазми та порог підтримки. Чим нижче оточуючий тиск повітря, тим нижча температура електронів, їхня концентрація та висота центру плазми. У вакуумних та негативних тискових умовах лазерна сварка з глибоким проникненням більш стабільна, ніж при нормальному тиску;
Потік газу: Збільшення потоку оточуючого газу призводить до зменшення об'єму плазми, що, у свою чергу, зменшує коефіцієнт абсорбції лазера, а також ефективно зменшує вплив плазми на процес сварки з глибоким проникненням. Проте чрезмірний потік повітря може призвести до поверхневих коливань у сварному басейні, розбрасування розплавленого металу, а також тріщин та дефектів шorstкості поверхні через надмірне відведення тепла.
Швидкість з'єднання: Ядрова температура плазми збільшується при зменшенні швидкості з'єднання. Чим нижча швидкість з'єднання, тим легше виникає плазма і тим більш нестабільною вона є. До певної міри, збільшення швидкості також може покращити стабільність процесу з'єднання.
Керування плазмою за допомогою зміни деяких з наведених вище факторів для зменшення або вилучення її впливу на лазер.
Методи керування включають наступне:
Коливальне з'єднання: Голова для обробки лазером коливається взад-вперед уздовж напряму з'єднання. Після появи ключової дірки і до формування плазми світловий потік миттєво переміщується на задню краю розплавленої щілини або в інше місце, щоб уникнути впливу плазми на шлях передачі світла.
Пульсова лазерна зварювання: налаштування pulsu та частоти лазера для того, щоб час випромінювання лазера був меншим за час формування плазми. Це гарантує, що лазер завжди потрапляє під час фази розсіяння циклу формування та дисипації плазми, уникнувши впливу плазми на передачу світла.
Зварювання при низькому тиску: використання зварювання при зменшенні тиску, коли тиск нижче певного рівня, густина металевого пару на поверхні матеріалу та всередині ключової дірки мала, і плазма зникає.
Дмухання захищального газу:
Один з способів - використовувати допоміжний газ для відмивання плазми;
Інший метод полягає в підтисканні іонізації навколишніх газів та стискуванні пару металевих іонів за допомогою газу з високою теплопровідністю та великою енергією іонізації. Можна використовувати двослойний насад- nozzle, коаксіальний з головним потоком. Зовнішній насад утворює певний кут з горизонтальною площинею. Радіальна компонента повітряного потоку з зовнішнього шару використовується для продува плазми навколо. Також можна використовувати прямий трубчастий насад для спрямовування на плазму та бокового продува у напрямку сварювання. Він має строгі вимоги до точності розташування бокового насаду та контролю повітряного потоку. Серед багатьох методів керування, керування плазмою через повітряний потік є відносно гнучким і простим. Тому боковий продув захисного газу - це метод, який широко використовується у лазерній сварці з глибоким проникненням.
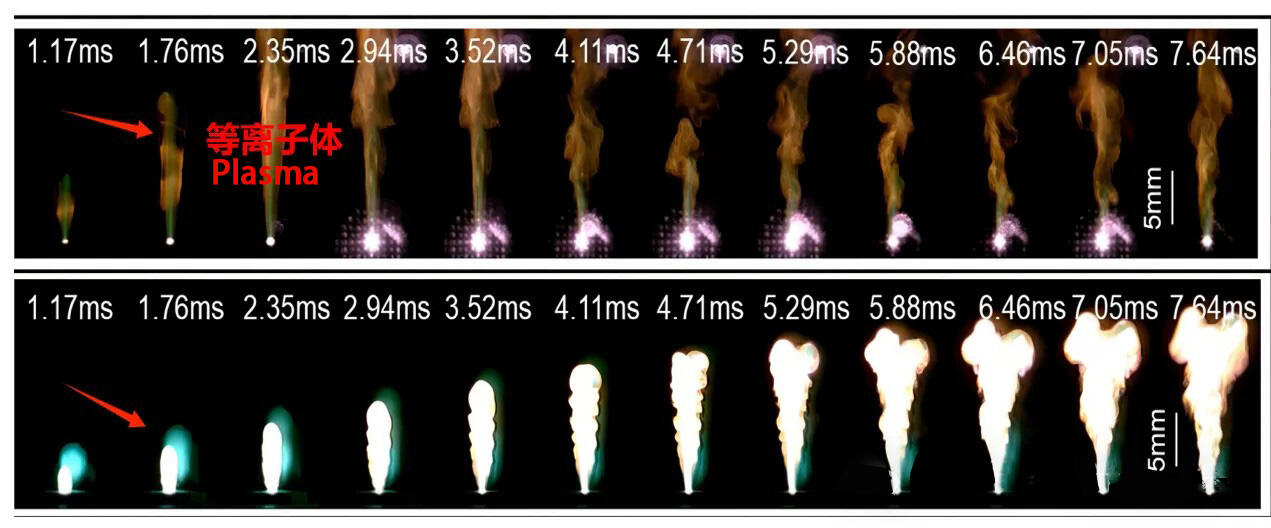
Лазер видає потік, іррадіює поверхню матеріалу, створюючи плазму. Коли густина плазми, що утворилася під дією світла, занадто велика, це значно збільшує втрати енергії лазера, зменшуючи щільність енергії, яка надходить на поверхню робочого матеріалу. Кількість випарюваного металу зменшується, і плазма поступово зникає. У цей час лазер може бути безперешкодно напрямлений на поверхню деталі, знову випаровуючи велику кількість металу, і інтенсивність плазми поступово зростає, знову блокуючи входящий лазер. Інтенсивність плазми залишається у періодичному процесі зміни. За допомогою спектрального аналізу та високоскоростної відеозапису частота коливань інтенсивності плазми спостерігається приблизно декілька сотень Герц. Це також може призвести до періодичних пилоподібних коливань при лазерній зварці, особливо при зваруванні тонких пластин (модуляція лазера CW модульованим способом - це напрямок для вирішення цих проблем).