EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Головна сторінка
- Продукти
- Про компанію
- Відео
- Застосування
- Новини
- Центр Допомоги
- Зв'яжіться з нами

визначення ключової дірки: Коли інтенсивність випромінювання більше 10^6W/см^2, коли поверхня матеріалу плавиться і парує під дією лазера, і коли швидкість парування достатньо велика, зворотний тиск...
Зв'язатися з нами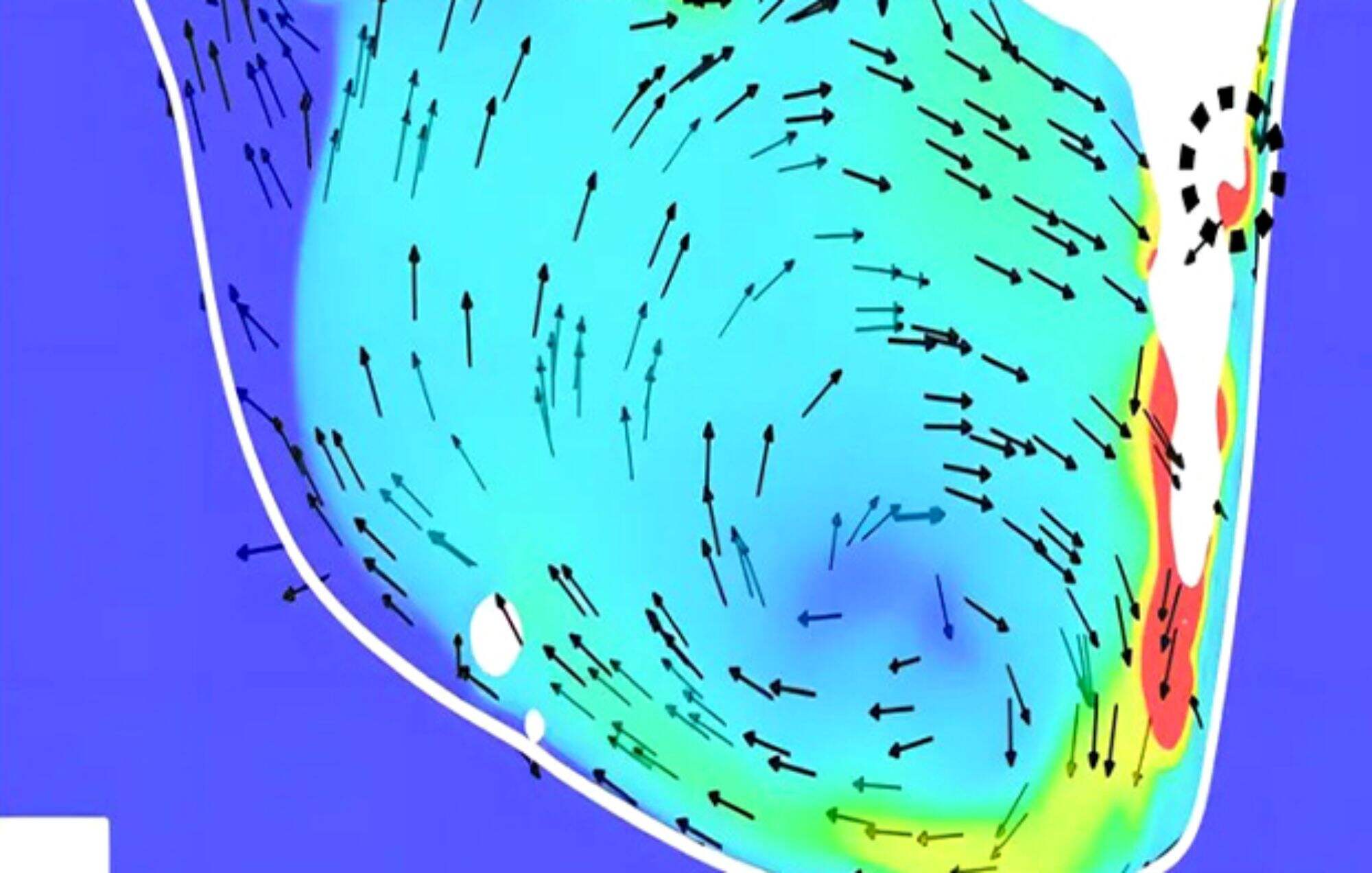
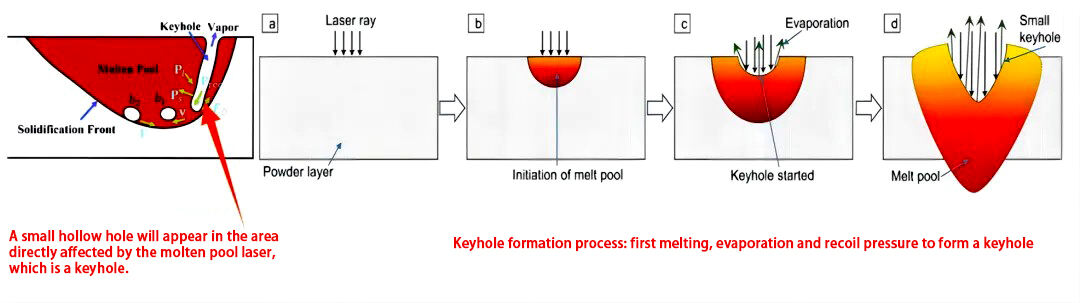
визначення ключової дірки
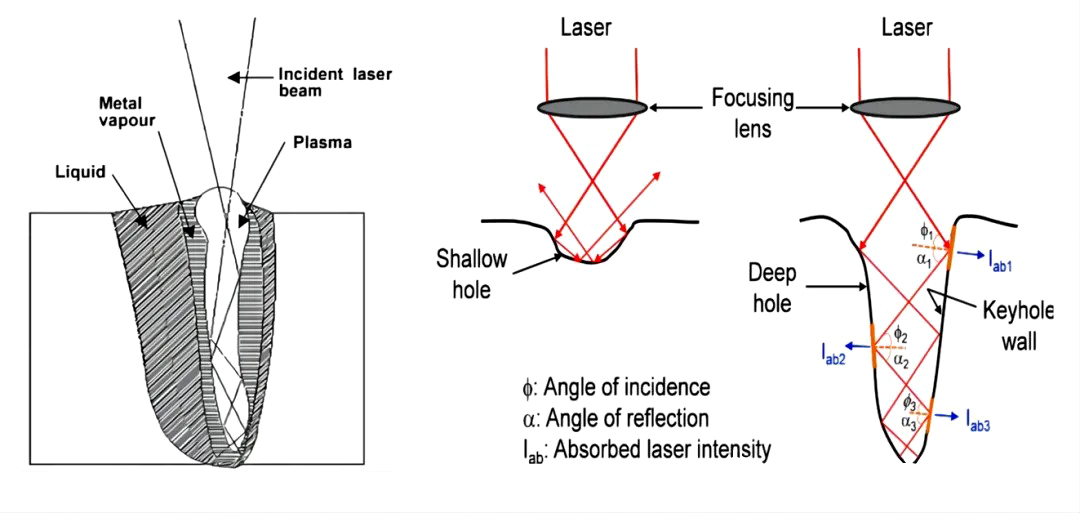
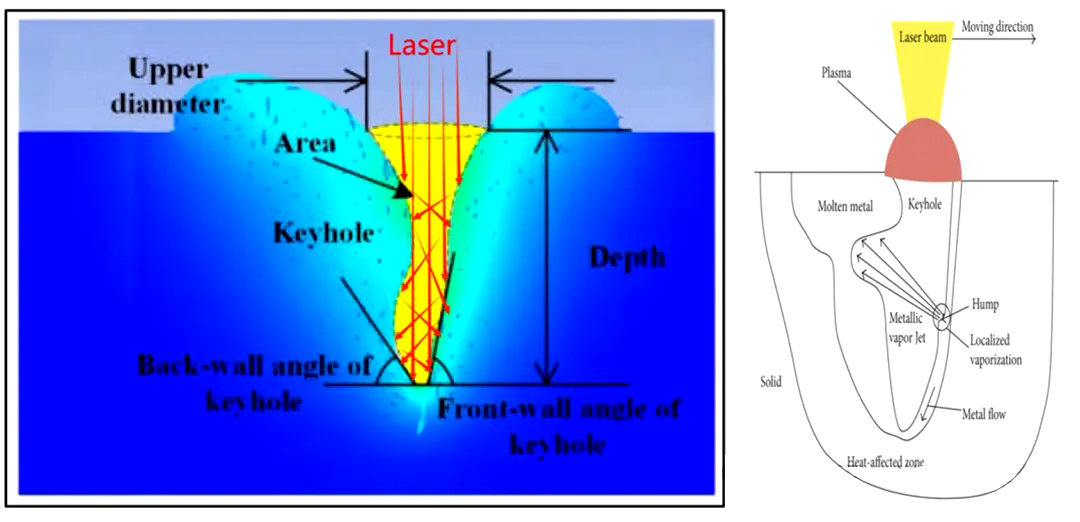
Означення ключової дірки: Коли інтенсивність випромінювання більше 10^6W/см^2, коли поверхня матеріалу плавиться і евапорує під дією лазера, а швидкість евапорації достатньо велика, тиск, що створюється паром, є достатнім для того, щоб перебороти повноваження рідинного металу і гравітаційну силу рідини, таким чином, відтискаючи деяку частину рідинного металу. Це призводить до вглиблення басейну плавлення у зоні дії лазера, формуючи маленьку яму. Пучок безпосередньо діє на дно цієї ями, що призводить до подальшого плавлення і евапорації металу. Високотисковий пар продовжує витісняти рідинний метал у напрямку навколо басейну плавлення, що ще більше углиблює малий відкритий прохід. З продовженням цього процесу, у кінцевому результаті утворюється отвір, схожий на ключову дірку, у рідинному металі.
Ефект ключової дірки в лазерне зварювання відноситься до утворення малих бульбашок або отворів через термічне розширення матеріалу та випарювання внутрішніх газів під час процесу лазерної зварювання. Ці отвори можуть впливати на якість зварювання та міцність шва. Ефект ключової дірки виникає головним чином з наступних причин:
1) Термічне розширення матеріалу: висока енергетична щільність лазерного променя швидко підвищує температуру у зоні зварювання, що призводить до термічного розширення матеріалу. Це спричиняє виникнення напружень і деформації в зоні зварювання. Коли термічне розширення зварювального матеріалу не є рівномірним, легко утворюються отвори.
2) Випарювання внутрішніх газів: У матеріалі для зварювання є мініатюрні гази або забруднення. Коли лазерний промінь спрямовується на зону зварювання, висока температура призводить до швидкого випарювання цих газів, що утворює пузырі або отвори. Ці пузырі можуть заваджувати утворенню зварувального басейну та заповненню розплавленого металу, впливаючи таким чином на якість зварювання.
3) Хімічні реакції матеріалу: При високих температурах матеріал для зварювання хімічно реагує з киснем, паром води та іншими елементами, які присутні у навколишньому середовищі, утворюючи оксиди або інші склади. Ці склади зменшують точку плавлення зони зварювання, збільшують викид газів під час процесу зварювання та подальше провокують ключово-отворний ефект.
Коли тиск парів металу, що утворюються під дією лазерного променя в мікропорах, досягає рівноваги з поверхневим натягом і гравітацією розплавленого металу, мікропори більше не продовжують заглиблюватися, утворюючи мікропору з стабільною глибиною. Це й є тим, що називається "ключовою діркою".
2.Формування і розвиток ключової дірки
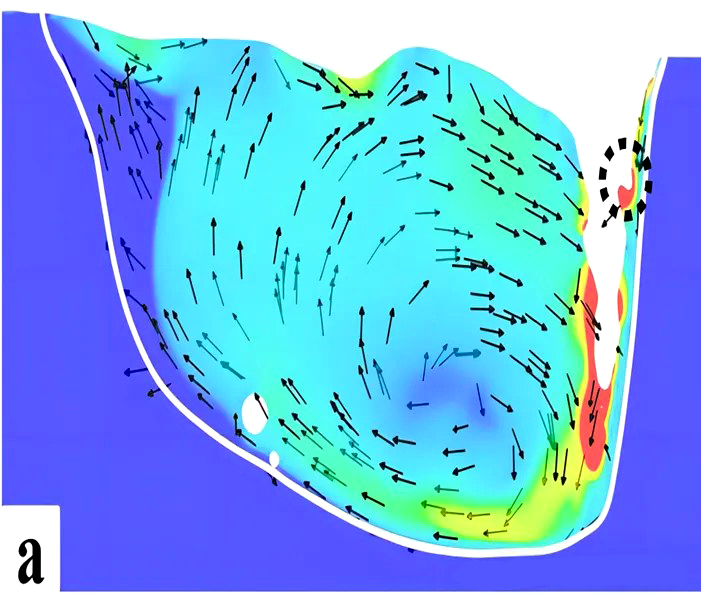
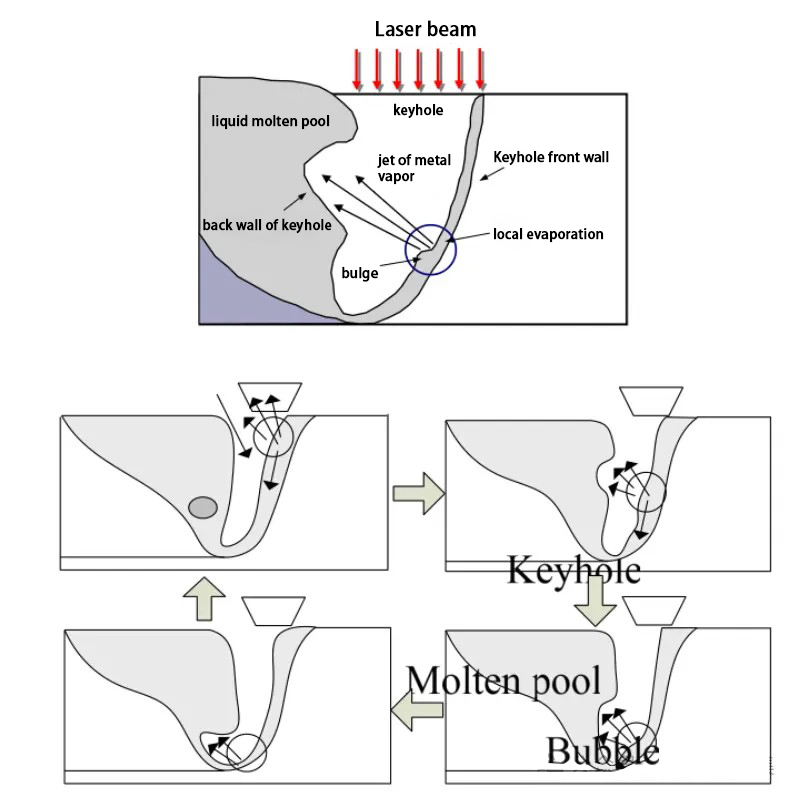
Під час процесу зварювання стіна ключової дірки завжди знаходиться у стані сильних коливань. Тонкий шар розплавленого металу на передній стороні ключової дірки тече вниз разом із коливаннями стіни. Будь-яка випуклість на передній стороні ключової дірки буде інтенсивно еволювати через вплив високоенергетичного лазерного променя. Утворений пар викидається назад, ударяючи по металі розплавленого басейну на задній стороні, що призводить до коливань розплавленого басейну і впливає на висмоктування пузырів з розплавленого басейну під час процесу затвердження.
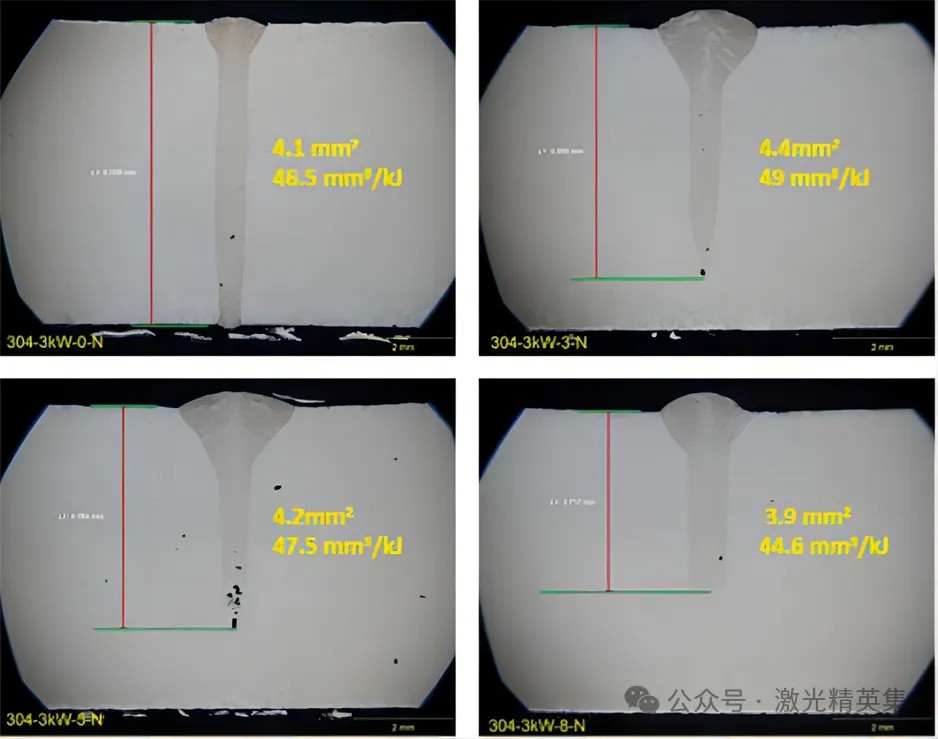
Завдяки наявності мікропор, енергія лазерного променя проникає у матеріал, утворюючи цей глибокий і вузький шов. Зображення вище показує типову морфологію перерізу лазерного шву з глибоким проникненням. Глибина шву і глибина ключової дірки приблизно однакові (точніше, металографічне порівняння показує, що шов на 60-100 мкм глибше за ключову дірку, відрізняючись шаром рідинної фази). Чим більша щільність енергії лазера, тим глибше ключова дірка, і тим більша глибина шву. У високомощному лазерному з'єднанні найвища відносна глибина шву може досягати 12:1.
Нестабільність ключової дірки під час процесу зварювання головним чином спричиняється випарюванням локального металу на передній стінці дірки. Фактори, що утворюють пористість, такі:
1) Локальне випарювання спричиняє проникнення захисного газу;
2) Вигоряння сплавуючих елементів;
3) Під час лазерної зварювання алюмінію та його сплавів, розчинність водню в алюмінії різко зменшується під час процесу охолодження.
3.Аналіз абсорбції лазерної енергії в ключовому отворі
До утворення малих отворів і плазми, енергія лазера головним чином передається до внутрішньої частини деталі через теплопровідність. Процес зварювання належить до провідникового зварювання (до 0.5 мм глибини плавлення), а коефіцієнт абсорбції матеріалу до лазера знаходиться в діапазоні 25-45%, коли утворюється ключовий отвір, енергія лазера головним чином за допомогою ефекту ключового отвору напряму абсорбується внутрішніми шарами деталі. Процес зварювання стає процесом глибокого проникнення (більше 0.5 мм глибини плавлення) , а коефіцієнт абсорбції може досягати 60~90% або більше. Ефект ключового отвору відіграє надзвичайно важливу роль у підвищенні абсорбції лазерів у процесах обробки, таких як лазерне зварювання , розрізання та пробивання. Лазерний промінь, який потрапляє у ключове отворище, майже повністю поглинається через кілька відбиттів від стінки отворища.
Загалом вважається, що механізм поглинання енергії лазера у ключовому отворищи включає два процеси: інверсне бремсштралунг-поглинання та поглинання Френеля.
3.1 Поглинання Френеля
Поглинання Френеля - це механізм поглинання стінкою ключового отворища для лазера, який описує поведінку поглинання лазера при кількох відбиттях у ключовому отворищи. Коли лазер потрапляє у ключове отворище, на внутрішній стінці відбуваються кілька відбиттів, і під час кожного процесу відбиття частина енергії лазера поглинається стінкою ключового отворища.
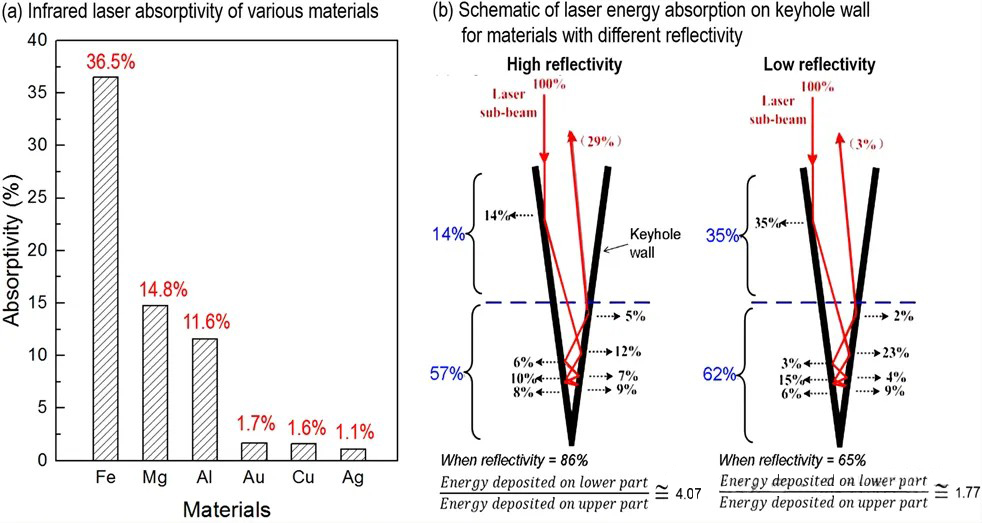
З лівого графіка видно, що коефіцієнт поглинання сталлю для інфрачервоних лазерів у 2.5 разів більший за магній, у 3.1 разів більший за алюміній, і у 36 разів більший за золото, срібло та мідь. Для матеріалів з високою відбивчастістю, кратні відбиття лазерного променя у малих отворах є головним механізмом поглинання енергії у процесі глибинного лазерного спаювання.
Низька швидкість поглинання призводить до нижчої ефективності енергетичної купуляції під час лазерного спаювання високовідбивчих матеріалів (71% проти 97%), а також до більш високого рівня концентрації поглинання енергії на дні малого отвору. Під час лазерного спаювання високовідбивчих матеріалів, розподіл енергії вздовж глибини малих отворів є незбалансованим, що прискорює нестабільність малого отвору і призводить до пористості, недостатньої фузії та поганого зовнішнього вигляду.
3.2 Зворотнє твердісне поглинання
Ще один механізм поглинання у малих отворах - це плазмонне зворотне твердісне радіаційне поглинання фотоіндукований плазменний потік не лише існує над виходом малих отворів, але й заповнює ці отвори. Лазер рухається у плазмі між двома відбиттями від стінки отвору, частина його енергії поглинається плазмою, а енергія, поглинача плазмою, передається стінці отвору через конвекцію та радіацію.
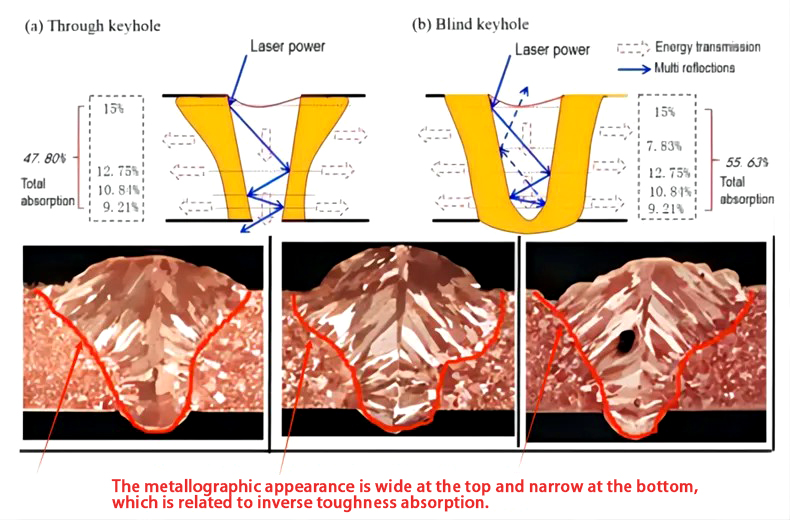
Роль та пропорція двох механізмів поглинання енергії : Два механізми поглинання лазерної енергії всередині малих отворів мають різні впливи на формування шва.
•Більша частина енергії, яку поглинає плазма, виводиться у верхній частині малого отвору, і менша - у нижній, що сприяє отриманню "бокалу вина"-подібного отвору, але не сприяє збільшенню глибини отвору.
•Енергія, випромінена за допомогою френелевого поглинання стінкою отвору, розподілена досить рівномірно у напрямку глибини отвору, що корисно для збільшення глибини отвору та остаточно отримання досить глибокого та вузького шва.
З перспективи підвищення якості і ефективності зварювання, якщо плазму всередині малих отворів можна керувати так, щоб вона була кориснішою для стабільності зварювання, модуляція лазера, налагоджений кільцевий режим та складений джерело тепла є усі потенційно ефективними технічними рішеннями.
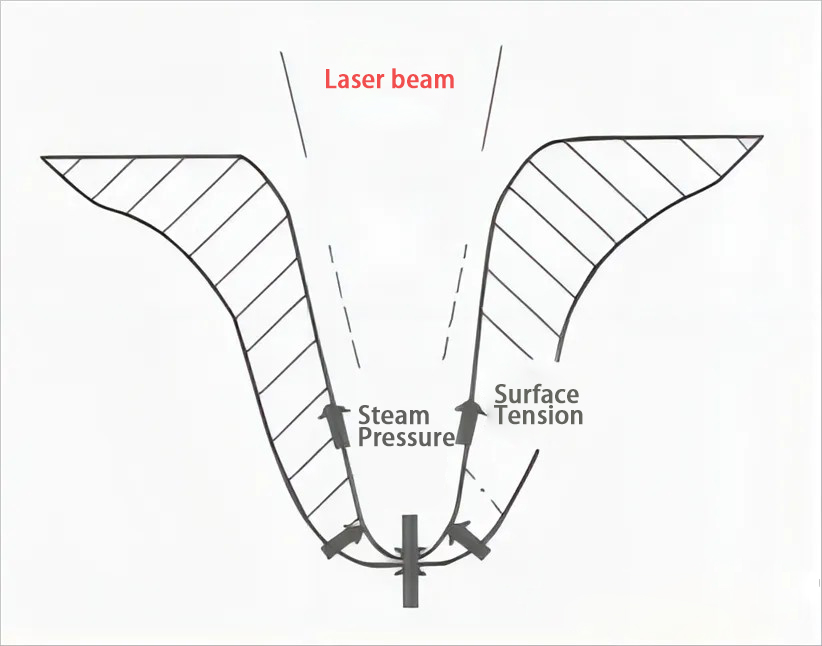
4.Баланс тиску всередині ключового отвору
Під час лазерної глибинної фузійної зварювання матеріал драматично парує, і тиск розширення високотемпературного пару відтискає рідинне металеве щастя, утворюючи малий отвір. Усередині малого отвору, крім парового тиску матеріалу і абляційного тиску (також відомого як реакційна сила випаровування або тиск відштовхування), є також поверхневе натягнення, статичний тиск рідини через гравітацію, і динамічний тиск рідини, що виникає через потік розплавленого матеріалу. Серед цих тисків лише паровий тиск допомагає тримати малий отвір відкритим, тоді як інші три сили намагаються його закрити. Для підтримки стабільності малого отвору під час процесу зварювання, паровий тиск повинен бути достатньо великий, щоб подолати інші супротивляючі сили, щоб досягти стабільного стану і забезпечити довгострокову стабільність ключової дірочки. Для спрощення загалом вважається, що сили, що діють на стіну ключової дірочки, головним чином складаються з абляційного тиску (відштовхувального тиску металевого пару) і поверхневого натягнення.
5. Нестabilність ключової отвору
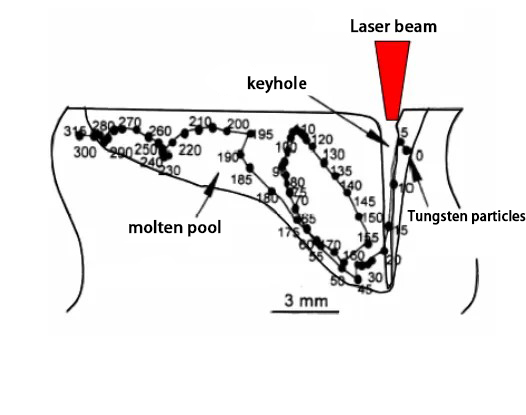
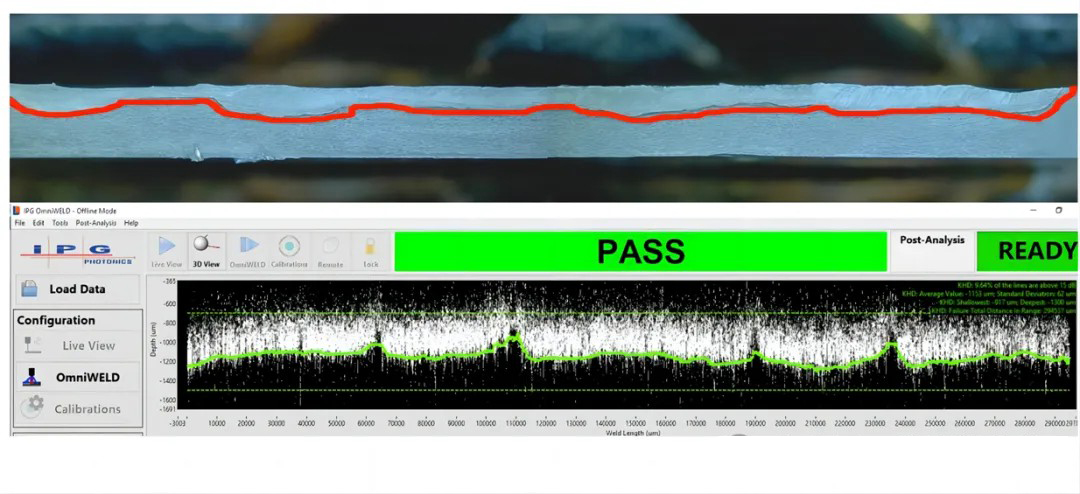
Коли лазер діє на поверхню матеріалу, велика кількість металу випарюється, тиск від відштовхування змушує розплавлену ванну опускатися вниз, утворюючи ключове отвор (keyhole), а також плазму, що збільшує глибину плавлення. Під час руху, коли лазер ударяє в передню стінку ключового отвору, всі точки, де лазер зустрічається з матеріалом, призводять до сильного випарювання матеріалу. При цьому відбувається масова втрата на стінці ключового отвору, і тиск від випарювання також тисне розплавлений метал вниз, що призводить до коливального руху внутрішньої стінки ключового отвору, який обходиться через його дно і рухається до розплавленої ванны позаду ключового отвору. Завдяки коливальному руслу розплавленої ванны від передньої стінки до задньої, внутрішній об'єм ключового отвору постійно змінюється, а внутрішній тиск в ньому також змінюється відповідно. Зміна тиску призводить до зміни об'єму ефузивної плазми. Зміна об'єму плазми призводить до змін у захищенні, преломленні та поглинанні енергії лазера, що призводить до змін енергії лазера, що досягає поверхні матеріалу. Увесь процес є динамічним і циклічним, що в результаті призводить до зубчастої, хвильової глибини плавлення металу, і немає гладкого шва з однаковою глибиною.
Сечова візуалізація центру шва, отримана за допомогою продовжного розтину вздовж центру паралельно шву, а також діаграма зміни глибини ключової дірки, виміряна в реальному часі IPG-LDD, підтверджують це.
6. Періодичні коливання ключової дірки
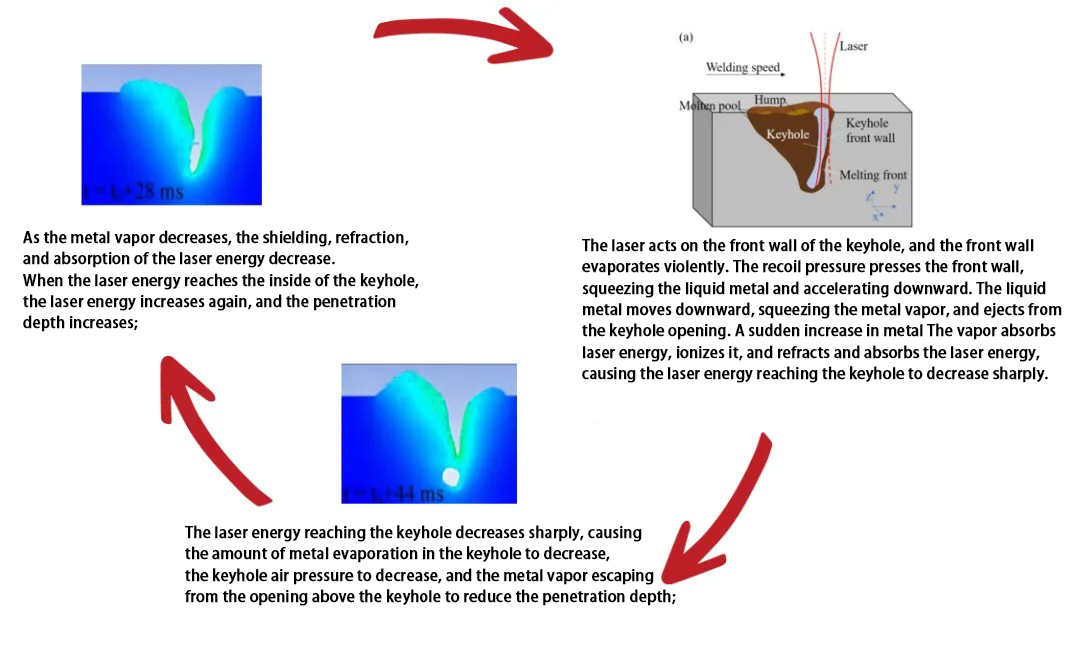
1. Лазер діє на передню стіну ключової дірки, що призводить до бурхливого випарювання передньої стіни. Зворотний тиск натискає на передню стіну, стискаючи рідинне металеве мідництво для прискорення його руху униз. Рух рідинного металу стискає металевий пар, що вибухає з відкриття ключової дірки. Негайно збільшений металевий пар поглинає енергію лазера і йонізується, а також преломлює і поглинає енергію лазера, що призводить до різкого зменшення енергії лазера, яка досягає ключової дірки.
2. Гострий спад енергії лазера, що досягає ключової дірки, призводить до зменшення кількості парування металу всередині цієї дірки. Це спричиняє зменшення тиску в ключовій дірці, зменшується кількість металевих парів, що виходять з верхнього відкриття дірки, і зменшується глибина плавлення.
3. Зменшення кількості металевих парів призводить до зменшення екранування, преломлення та поглинання енергії лазера, що спричиняє збільшення енергії лазера, яка досягає внутрь ключової дірки, і збільшення глибини плавлення.
7. Ключова дірка підтискає напрямок хвилі
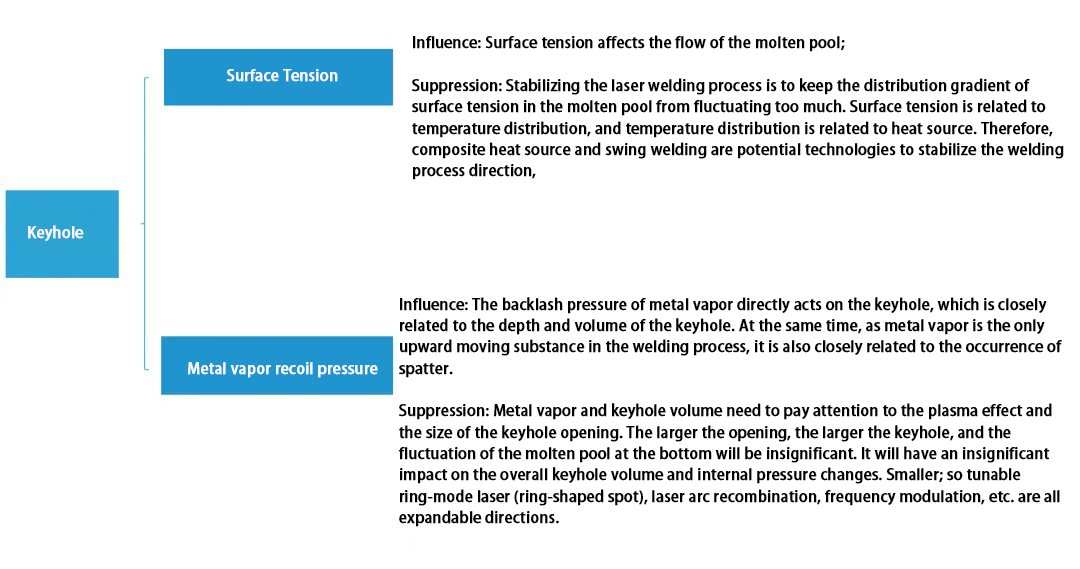
1) Поверхневе натягнення
Вплив: Поверхневе натягнення впливає на потік розплавленого басейну;
Торміжок: Стабілізація процесу лазерної зварювання включає підтримку градієнтного розподілу поверхневого натягу у розплавленому басені без чрезмірних коливань. Поверхневе натягнення пов'язане з температурним розподілом, який, у свою чергу, пов'язаний із джерелом тепла. Отже, складні джерела тепла та коливальне зварювання є потенційними технічними підходами для стабілізації процесу зварювання.
2) Тиск відштовхування металевих парів
Вплив: Тиск відштовхування металевих парів напряму впливає на формування ключових отворів і тісно пов'язаний із глибиною та об'ємом цих отворів. Також, оскільки металеві пари єдині речовини, які рухаються угору під час процесу зварювання, вони тісно пов'язані з появию брунь.
Торможення: Зв'язок між паром металу та об'ємом ключової дірки вимагає уваги до плазменого ефекту та розміру відкриття ключової дірки. Чим більше відкриття, тим більша ключова дірка, що робить коливання в маленькій розплавленій ємності внизу незначними. Це має менший вплив на загальний об'єм ключової дірки та зміни внутрішнього тиску. Отже, лазер з регулюванням кільцевого режиму (кільцеві плями), комбінація лазера-дуги, частотне модулювання тощо є всі потенційними напрямками для розширення.