 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Головна сторінка
- Продукти
- Про нас
- Відео
- застосування
- Новини
- Центр допомоги
- зв'яжіться з нами

1. Принцип лазерного відстеження шва. Сенсор лазерного відстеження шва працює за принципом лазерної триангуляції. Іншими словами, лазерний промінь збільшується для формування лазерної лінії, що проєктується на поверхню вимірюваного об'єкта. Відбитий світло...
зв'яжіться з нами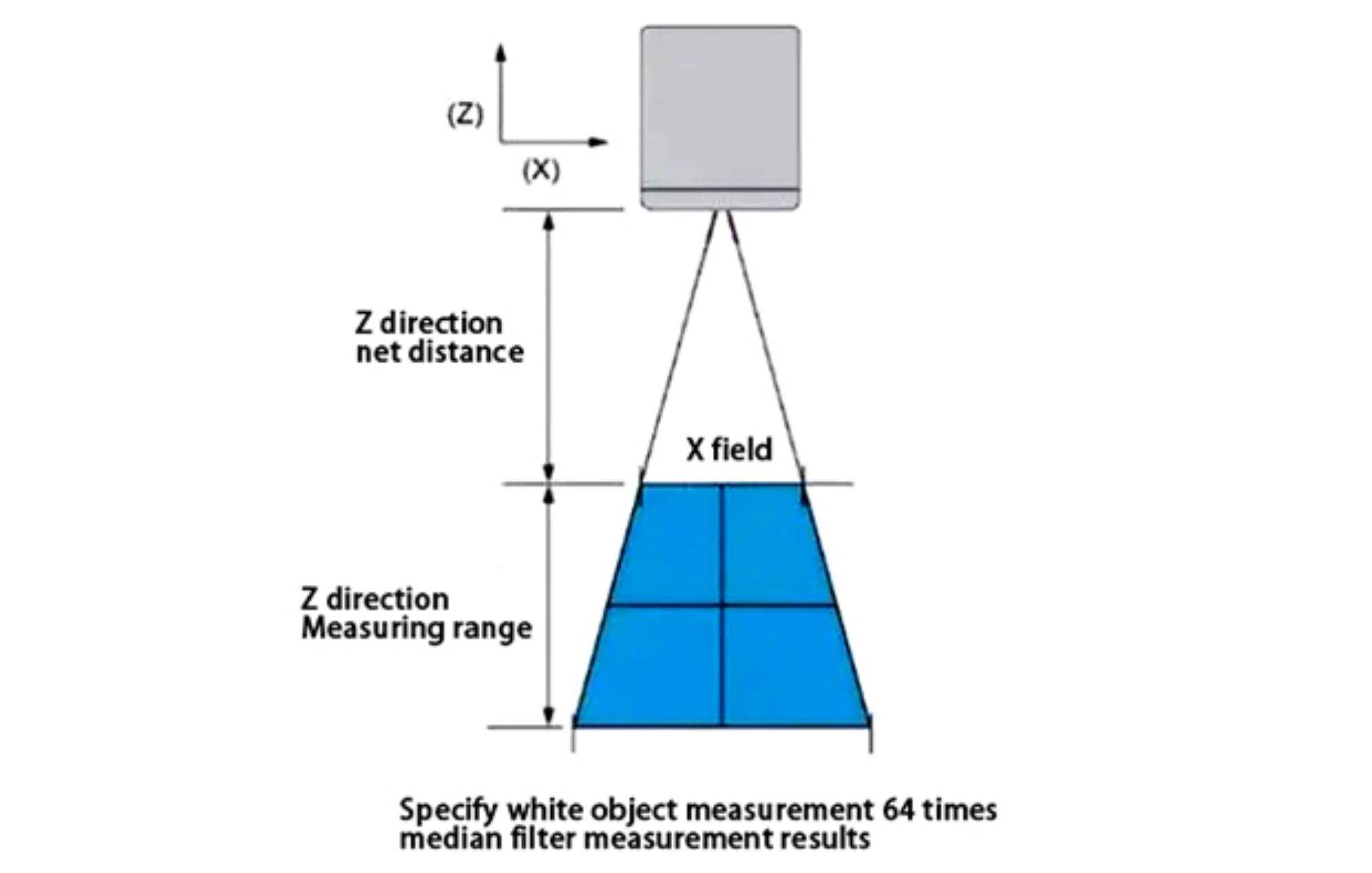
1.лазерного виявлення шва при з'єднанні ПРИНЦИП
Цей лазерне-відстеження-шва датчик працює за принципом лазерної триангуляції. Іншими словами, лазерний промінь спрямовується для формування лазерної лінії, що проєктується на поверхню вимірюваного об'єкта. Відбившийся світло потім проходить через високоякісну оптичну систему і проєкується на матрицю зображення. За допомогою обчислень отримуються відстань від датчика до вимірюваної поверхні (вісь Z) та інформація про положення вздовж лазерної лінії (вісь X). Переміщуючи вимірюваний об'єкт або зонд профілера, можна отримати набір тривимірних вимірювань. Отримана інформація може бути використана для пошуку та позиціонування шва, слідкування за швом, керування адаптивними параметрами сварювання та перевірки формування шва. Ця інформація передається у реальному часі до роботизованої одиниці для виконання різноманітних складних завдань сварювання, уникнення відхилень якості сварювання та досягнення безлюдного сварювання.
Модель сенсора та параметри
| Модель |
x на місці (мм ) |
Z нетто відстань (мм ) |
Z Розмах вимірювання (мм) |
x роздільна здатність (мм) |
Z роздільна здатність (мм) |
Z лінійна Точність (%) |
Zповтор Точність (%) |
| HD6-0007(Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020(Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032(Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050(Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090(Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| HD6-0150 (червоне світло і синє світло за опцією) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| HD6-0200 (червоне світло і синє світло за опцією) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| HD6-0300 (червоне світло і синє світло за опцією) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| HD6-0500(червоне світло) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| HD6-0600(червоне світло) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| HD6-0800(червоне світло) | 800 | 600 | 500 | 1. 269 | 0.408 | ±0.4 | 0.010 |
| HD6-1100(червоне світло) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| HD6-0050W(червоне світло) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020W(Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| HD6-0022W(червоне світло) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
Білий об'єкт відноситься до лабораторного стандартного блоку, а результат вимірювання відноситься до середнього значення вимірювань осі Z, повторених 64 рази.
2. Концепція лазерного виявлення шва при з'єднанні ТЕХНОЛОГІЯ
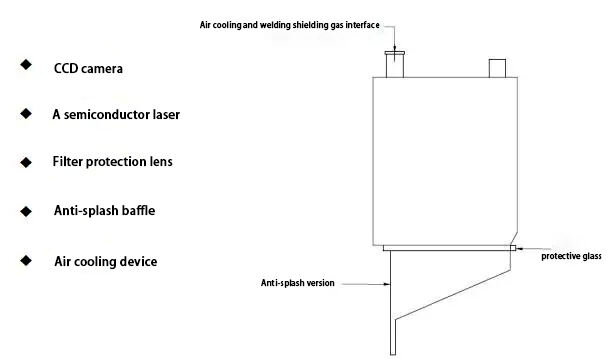
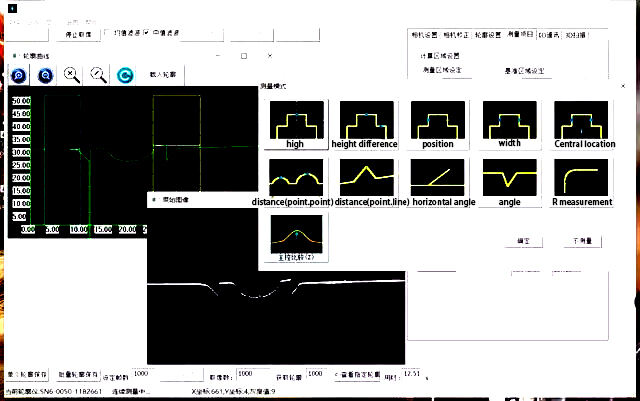
Цей виявлення шва датчик головним чином складається з ККД-камери, півпровідникового лазера, захисної лазерної лінзи, бар'єрної пластини проти брызг і пристрою повітряного охолодження. Він використовує принципи оптичного поширення та зображення для отримання інформації про положення кожної точки у межах області сканування лазером і використовує складні програмні алгоритми для виконання реального онлайн-перевірки типових швів.
Щодо діапазону перевірки, можливостей виявлення та типових проблем під час сварки є відповідні функціональні налаштування. Датчик зазвичай встановлюється спереду сварювального пістолета на передбаченій відстані (лідер), тому він може спостерігати за відстанню від корпусу датчика шва до деталі, тобто висота монтажу залежить від моделі встановленого датчика. Лише коли сварювальний пістолет правильно розміщений над швом, камера може побачити шов.
Пристрій обчислює відхилення між виявленою шовною шию і сварочним пистолетом, виводить дані про відхилення, а виконавець руху коригує відхилення в реальному часі, керуючи сварочним пистолетом для автоматичної сварки. Цей процес забезпечує реальне спілкування з системою керування роботом для відстеження шовної шию під час сварки, що еквівалентно наданню очей роботу. Ручна чи напівавтоматична сварка залежить від візуального спостереження оператора та ручних корекцій для відстеження шовної шию. Для повністю автоматизованих застосунків сварки, таких як роботи або автоматичні сварочні машини, вони головним чином полегтають на програмуванні та здатностях запам'ятовування машини, а також на точності та узгодженості деталей та їх збірки, щоб забезпечити, щоб сварочний пистолет був направленний на шовну шию в межах дозволеної точності процесу. Зазвичай, повторна точність позиціонування машини, програмування та здатності запам'ятовування достатньо для задовolenня вимог сварки.
Тим не менш, у багатьох випадках точність та стабільність деталі та її з'єднання важко відповідають вимогам для великих деталей або масового автоматизованого сварочного виробництва. Існує також вплив напружень та деформацій, які виникають через перегрівання. Тому, коли зустрічаються такі ситуації, потрібне автоматичне пристроєм для відстеження, щоб виконувати функції, схожі на координоване відстеження та регулювання очей та рук у ручній сварці.
3.Компоненти та функції сенсорів відстеження шва
CCD камера
Головна функція CCD камери у сенсорі відстеження шва полягає у читанні зображень. Коли CCD камера фотографує сцену, світло, відбите від об'єкта, передається до CCD через оптичне скло камери. Після експозиції CCD фотодіод стимулюється світлом і видає заряд, а електричний сигнал фотоприймача генерується саме з цього.
Чип керування CCD використовує лінії керувальних сигналів у чутливих елементах для керування струмом, який генерують фотодіоди, і він виводиться за допомогою кола передачі струму. Камера на основі CCD збирає електричні сигнали, що генеруються під час однієї процедури зображення, і виводить їх разом до спрямовувача. Електричний сигнал, після спрямовування та фільтрації, надсилається до конвертора A/Д, який перетворює електричний сигнал (аналоговий сигнал на цьому етапі) у цифровий сигнал, і його значення безпосередньо пропорційне інтенсивності електричного сигналу, тобто рівню напруги. Ці значення фактично є даними зображення.
Тим не менш, дані про зображення, отримані на попередньому етапі, самі по собі не можуть безпосередньо створювати зображення. Їх необхідно вивести на цифровий сигналний процесор (DSP). У DSP ці дані про зображення піддаються післяобробці, такій як корекція кольору, регулювання білого балансу (залежно від налаштувань користувача у ЦЦД-камері), і кодуються у формати даних, які підтримує камера, наприклад, формати зображень, роздільна здатність тощо, перед тим, як будуть збережені як файли зображень. Нарешті, файли зображень записуються на накопичувач CCD-камери, який може бути вбудованим або зовнішнім.
Полупровідниковий лазер
Лазер випромінюється через лінійний генератор світлового джерела, що виробляє потужність з рівномірною густиной, високою лінійністю та хорошою стабільністю, виводячи прямолінійний шаблон. Існують червоні та сині лазери на вибір, а довжина хвилі, кут і ширина лінії також можуть бути вибрані за конкретними вимогами клієнта.
Фільтри-захисні лінзи
У зв'язку з пилом і брызгами, які виникають під час процесу сварки, що можуть впливати на збір даних, на кожний сенсор необхідно встановити фільтрувальне захисне скло. Фільтрувальне захисне скло призначене для захисту лазерної камери, з одного боку, та для фільтрації світла - з іншого. Коли його поверхня забруднюється, його слід замінити негайно. Під час встановлення та заміни захисного скла будь-який шліф, навіть відбиток пальця або крапля олії, збільшить коефіцієнт поглинання скла і зменшить його термін служби. Тому, очистка лінз не повинна бути проігнорована:
1) Ви маєте носити рукавички під час встановлення і не залишати жодних відбитків пальців;
2) Не дозволяйте нічому пошкоджувати поверхню лінзи;
3) Коли ви достаєте лінзу, тримайте її за край пальцями і не торкайтесь плівки;
4) Використовуйте чистий папірковий рушник, пробний папір і оптичний розчинник для очищення лінзи.
Захисна перегородка від брызг
Головним чином використовується для блокування збурень лазеру, таких як блискавичні брызги, дим і пил, щоб зробити сенсорну систему точнішою та стабільною під час експлуатації.
Прилад для повітряного охолодження
Захопливі температури під час зварювання, багато систем зараз використовують систему повітряного охолодження. Це робиться, з одного боку, для охолодження сенсора, а з іншого - для продовження терміну його служби. Рівень захищеності корпуса сенсора становить IP67, а відповідна температура для використання знаходиться між 5°C та 45°C. Виходячи за цей діапазон температур, це вплине на термін служби сенсора. За необхідності можна використовувати додаткову водяну установку для охолодження головки сенсора.
Датчик виконує реальне онлайн-виявлення звичайних швів за допомогою складних алгоритмів програм. Є відповідні налаштування функцій для діапазону виявлення, можливостей виявлення та типових проблем, які виникають під час процесу сварки. Пристрій обчислює відхилення між виявленим швом і сварочним пистолетом, виводить дані про відхилення, а механізм виконання руху коригує відхилення в режимі реального часу, точно керуючи автоматичною сваркою сварочного пистолета, що дозволяє досягти інтелектуального реального трекінгу шва під час процесу сварки.
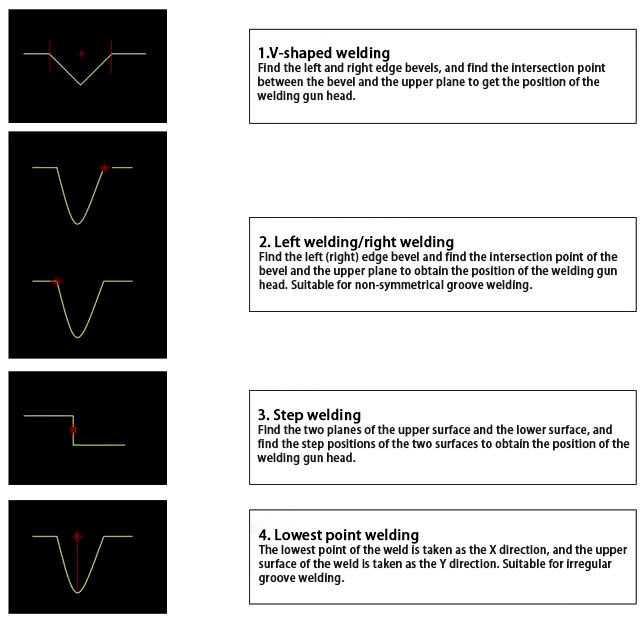
4.Тип сварки
Застосування сварочного процесу: аргонова дугова сварка, лазерна сварка, гібридна лазерна сварка, плазменна дугова сварка, двокисьвуг勒на лазерна газозахищена сварка, підшламова сварка тощо.
Сфери застосування: тискові резервуари, автомобілебудування, суднобудування, залізничний транспорт, конструкційна сталь, сварка контейнерів.
5.Розробка та перспективи
У сфері спеціалізованих машин, трекери швів може відповідати різним екологічним вимогам, наприклад, зварюванню внутрішньої обшивки водонагрівачів, зварюванню баків для компресорів, а також трасуванню ліній на стальових циліндрах тощо. Імпортні марки головним чином відрізняються у трасуванні труб малих діаметрів, але щодо довгих прямих та круглих ліній технологічна різниця між виробниками місцевого та імпортного виробництва мінімальна. При цьому вартість становить лише одну третину до половини від ціни імпортних аналогів, що робить ринкові перспективи привабливими.
З розвитком сучасних технологій виробництва, автоматизація та інтелектуалізація процесу трасування при зварюванні стала необхідною тенденцією. У наступні кілька років лазерне трасування швів не тільки потребує технологічних оновлень, але й глибшого розуміння потреб клієнтів для задовolenня їх вимог та покращення продукту за рахунок розширення його застосування.