EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Ana Sayfa
- Ürünler
- Hakkımızda
- Videolar
- Uygulama
- Haberler
- Yardım Merkezi
- Bize Ulaşın
Özet: Batarya konektöründe bakırın kaynaklanması için darbeli lazer ve sürekli fiber lazer kullanılarak lazer kaynağı testleri yapılmıştır. Darbeli lazer için tepe gücü, darbe süresi ve odak uzaklığı gibi işlem parametreleri dik...
Bize Ulaşın
Özet: Pil bağlayıcıda ki bakır için, pulse laser ve sürekli lif laserı kullanılarak lazer kaynaklı testler yapıldı. Pulse laser için, zirve gücü, pulse genişliği ve odak uzaklıkları süreç parametreleri dikdörtgen deneylere taşındı ve maksimum 28N olan kesme kuvveti elde edildi. Sürekli lif laserı için, güç, kaydırma hızı ve odak uzaklıkları süreç parametreleri dikdörtgen deneylere taşındı ve maksimum 58N olan kesme kuvveti elde edildi. Noktaların görünümü gösterdi ki, pulse tarafından yapılan kaynakların içinde porozite vardı. Buna karşılık, sürekli lif laserı tarafından yapılan kaynakların içinde porozite yoktu, bu da kesme kuvvetini artırmak için yararlıydı.
Anahtar Kelimeler :bakır ; lazer Kaynağı ; dikdörtgen deneyler ; süreç parametresi
0 giriş
Mor bronz, iyi ısıtma iletkenliği, mükemmel elektrik iletkenliği ve işleme ve şekillendirme kolaylığı gibi avantajlara sahiptir. Elektrik kabloları ve kablo imalatında, donanım ve elektronik endüstrisinde yaygın olarak kullanılır. Bir cep telefonu içindeki her birim, kamera modülü, ekran, hoparlör, bellek, devre kartı vb. bileşenler gibi çalışmak için elektrik gücüne ihtiyaç duyar. Batarya genellikle belirli bir alanda sabitlenir ve bu bileşenlerle bağlantılı hale getirmek için bir bağlayıcı gereklidir ki böylece güç beslemesi için bir iletken yol oluşturulur. Mor bronz, cep telefonu batarya bağlayıcıları için en yaygın kullanılan malzemelerden biridir. Mor bronz bağlayıcı plakalarını kaynaklama modu şu anda çoğunlukla direnç kaynaklamasıdır. Pozitif ve negatif elektrotlardan gelen büyük akımlar bakır bağlayıcı plakasını eritir. Elektrotlar ayrılınca, materyal soğur ve bir kaynak çizgisi oluşturur. Bu kaynak cihazının yapısı basit olsa da, işletilmesi pratik ve kolaydır, direnç kaynaklamasında kullanılan pozitif ve negatif elektrotlar aşınabilir ve bozulabilir, bu da üretim satırının değiştirilmesi için durması gerektiğini ve böylelikle üretim verimliliğini düşürmesini gerektirir.
Lazer Kaynağı , işleme için ısı kaynağı olarak lazer kullanır, küçük ısı etkilenen alan, yüksek kaynak gücü, iş parçası ile temas etmeyen ve yüksek üretim verimliliği avantajlarına sahiptir. Paslanmaz çelik, alüminyum alaşımı, nikel alaşımı gibi malzemelerin kaynaklanmasında yaygın olarak uygulanmıştır. Mor bak
Makalede, mor bakır batarya direği parçalarında süreç optimizasyonu deneyleri yapmak için hem puls lazerleri hem de sürekli lif lazerleri kullanılıyor ve gerçek üretim için bir referans sağlanıyor.
1 kaynak deneyi
1.1 deneysel malzemeler
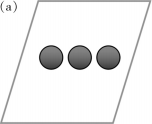
Deney malzemesinin üst katmanı 0,2 mm kalınlığında mor bakırdır. Alt katman malzemesi 0,2 mm kalınlığında nikel kaplamalı mor bakırdır. Malzemenin iki katmanının kimyasal bileşimi, tabloda gösterilmiştir. Malzemeler, 1 fıkra gösterildiği gibi, 20 mm x 6 mm
Tab.1 Test malzemelerinin kimyasal bileşimi (kütlesi fraction/%)
|
Malzeme |
Cu |
P |
Ni |
Fe |
- Hayır. |
Sahip |
|
Mor bakır |
99.96 |
0.000 7 |
0.000 2 |
0.000 8 |
0.000 9 |
0.000 9 |
|
Nikel kaplamalı mor bakır |
99.760 |
0.000 5 |
0.200 0 |
0.000 6 |
0.000 9 |
0.000 8 |
|
(A) |
(b) |
(c) |
|
(a) kaynak malzemeleri Şek.1 Kaydırma kuvveti testi için welding yöntemi |
||
1.2 kaynak ekipmanları ve yöntemleri
The kaynak deneyi wuhan raycus şirketi tarafından üretilen 150w yarı sürekli pulslu fiber lazer ve 1000w sürekli fiber lazer kullanır. yarı sürekli pulslu fiber lazerin ortalama gücü 150w, en yüksek gücü 1500w ve puls genişliği 0.2mm ~ 25 ms'dir. Fiber lazerin elektro-optik dönüşüm verim

Şek.2 Welding deney platformu
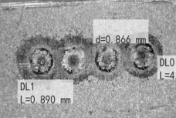
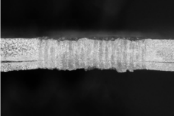
Nerdeyse sürekli pulslu lif lazerden gelen her bir darbeler, darbeler noktasında kaynak için uygun bir kaynak noktası oluşturur. kaynak noktasının şema şeması yukarıdaki resimde gösterilmiştir. 1000 w'lik sürekli lif lazerin ortalama gücü 1000 w'dir, en yüksek güç olmadan, sürekli dikiş
 |
 |
|
(a) Nerdeyse sürekli impuls lif lazer ile oluşturulan atımlı lehimli eklem Şek.3 Kaynak noktalarının şematiği |
|
2 deney sonuçları ve analizleri
2.1 İpuls lazer kaynak işleminin optimize edilmesi
Laseer en yüksek güç, en yüksek güç arttıkça, erime derinliği de artacaktır. Bununla birlikte, en yüksek güç çok yüksek olduğunda, malzeme buharlaşmaya eğilimlidir, bu da malzemenin sıçramasına ve dikiş içindeki gözenekleri bırakmasına neden olur. Üç faktörlü üç seviyeli ortogonal bir
Tablo.2 Puls lazer için dikdörtgen deney ve sonuç
|
Numara |
En yüksek güç/w |
Nabız genişliği/ms |
Odaklanmazlık miktarı/mm |
Kesme gücü/n |
| 1 | 100 | 4 |
0
|
13
|
| 2 | 100 | 6 |
1
|
15
|
| 3 | 100 | 8 | 2 |
16
|
| 4 | 1200 | 4 | 2 |
25
|
| 5 | 1200 | 6 |
0
|
23 |
| 6 | 1200 | 8 |
1
|
28 |
| 7 | 1400 | 4 | 2 | 22 |
| 8 | 1400 | 6 | 1 | 21 |
| 9 | 1400 | 8 | 0 | 20 |
2.2 sürekli lif lazer kaynak işleminin optimize edilmesi
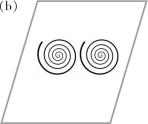
Devamlı işlem parametreleri lif Laser Kaynaklama lazer ortalama gücü, kaynak hızı (spiral çizgide çalışan lazerin hızı) ve odaklanım miktarı (naranın neredeyse sürekli titreşimli lazer kaynakında olduğu gibi, deney için pozitif odaklanım kullanılır). ortogonal deneyler ve bu üç parametre ile üç düzeyde çekim test sonuçları tablodadır.
Tablo.3 Lif lazeri için dikdörtgen deney ve sonuç
|
Numara |
Ortalama güç/w |
Kaynak hızı/(mm/s) |
Odaklanmazlık miktarı/mm |
Kesme gücü/n |
| 1 | 500 | 100 | 0 | 33 |
| 2 | 500 | 150 | 1 | 35 |
| 3 | 500 | 200 | 2 | 32 |
| 4 | 600 | 100 | 2 | 49 |
| 5 | 600 | 150 | 0 | 58 |
| 6 | 600 | 200 | 1 | 53 |
| 7 | 700 | 100 | 2 | 44 |
| 8 | 700 | 150 | 1 | 43 |
| 9 | 700 | 200 | 0 | 40 |
2.3 görünüm karşılaştırmalı analizi
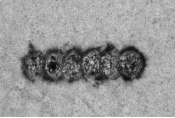
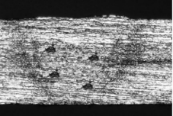
Pulslu lazer ve sürekli lazer arasındaki kesme kuvveti germe farkını analiz etmek için lif Laser Kaynaklama çelik noktasının görünümü analiz edilir. Elektron mikroskopuyla kaynak noktasını gözlemleyerek, pulsed lazerin en yüksek gücü 1200 w, puls genişliği 8 ms ve odaklanmanın kesilmesi 1 mm olduğunda, kaynak noktasının yüzeyinde kısmi bir sıçrama olur ve yüzeyde çukurlar bırakır. Çekim lazer Kaynağı .
|
(A) |
(b) |
(c) |
|
(b) |
(e) |
(f) |
|
(a) Darbelerle lazerle kaynak yüzeyi Şek.4 Noktaların görünümü |
||
Puls lazer ve sürekli lif lazer telefon pil konektörlerini kaynaklamak için ayrı ayrı kullanılır ve direnç testi yapılır.puls lazer kaynakından sonra, test edilen direnç 0.120Ω·mm2/m'dir, bakırın orijinal dirençinden daha yüksektir.
3 sonuç
150 w yarı sürekli puls lif lazer ve 1000 w sürekli lif lazer, işlem optimizasyonu deneyleri yapmak için bakır üzerinde kaynak deneyleri için ayrı ayrı kullanılır.Puls lazerinin en yüksek gücü 1200 w olduğunda, puls genişliği 8 ms ve odaklanmayı kesen miktar 1 mm olduğunda, elde edilen maksimum kesme gücü 28 n'
Kaynak noktasının görünümünün ve kesiminin analizi, puls lazer kaynak noktasının yüzeyinde sıçramalar ve kaynak dikişinin içindeki gözeneklerin olduğunu gösterir. sürekli lif lazer kaynak noktasının, kaynak noktasının kesme kuvvetini iyileştiren gözenek içinde gözeneksiz tutarlı ve tek