 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
Abstract:งานนี้มีเป้าหมายที่จะศึกษาระบบกระบวนการผสมผสานเลเซอร์ที่ดีที่สุดสําหรับ 6063 สายสลัดอลูมิเนียมเพื่อปรับปรุงความยืดของจุดผสม
ติดต่อเรา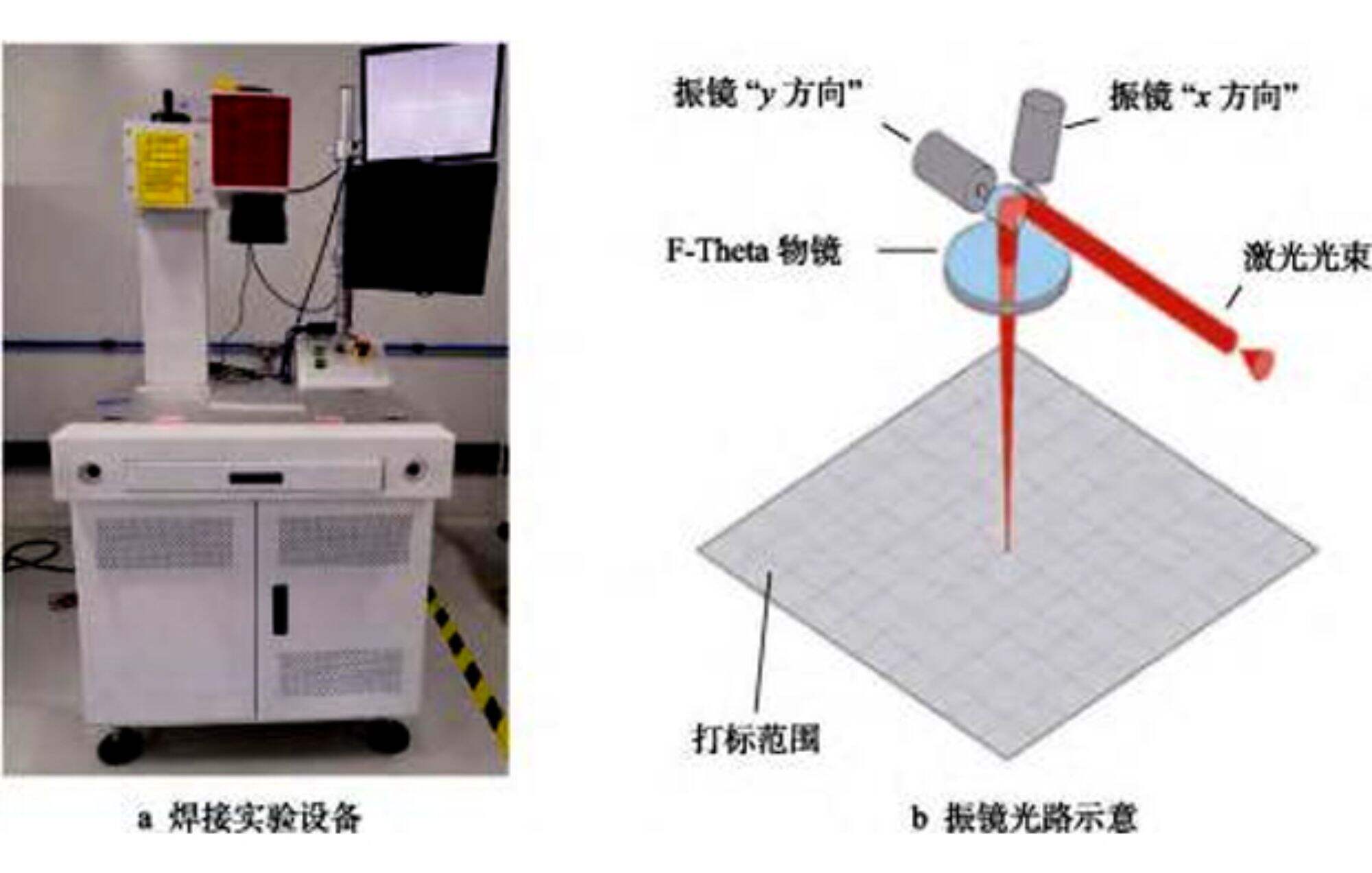
ภาพย่อ :งานวิจัยนี้มีเป้าหมายเพื่อศึกษาสิ่งที่ดีที่สุด การเชื่อมเลเซอร์ แผนการดำเนินการสำหรับโลหะผสมอะลูมิเนียม 6063 เพื่อปรับปรุงแรงดึงของจุดเชื่อม โดยพิจารณาว่าแรงดึงของโลหะผสมอะลูมิเนียม 6063 ที่เชื่อมด้วยเลเซอร์ pulsed มีค่าน้อยและไม่สามารถตอบสนองความต้องการจริงได้ งานนี้ ไลเซอร์ไฟเบอร์แบบเดียว ถูกใช้ในการเชื่อมโลหะผสมอะลูมิเนียม 6063 และจุดเกลียวถูกสร้างขึ้นโดยเส้นละเอียดมากเพื่อทดแทนการปล่อยพลังงานเดี่ยว การปั่นจุดด้วยเลเซอร์ . การทดลองทางตรงข้ามถูกดําเนินการให้กับพลังงานเลเซอร์ ความเร็วการผสมและการหลุดความสนใจเพื่อได้รับปริมาตรที่ดีที่สุด. ผ่านการวิเคราะห์ด้านลักษณะและโครงสร้างเล็กของผสม, เหตุผลของการเพิ่มความเข้มข้นจุดผสมถูกอธิบาย เมื่อพลังงาน
คำสำคัญ :6063 อะลูมิเนียม; เลเซอร์ใยแก้วนำแสงโหมดเดี่ยว; การเชื่อมเลเซอร์ ; ความเครียด
วัสดุสับสนธิอลูมิเนียมมีข้อดีของน้ําหนักเบา ความแข็งแรงสูง การแปรรูปและการออกรูปร่างง่าย และความทนทานต่อการกัดกร่อนที่ดี. พวกเขาได้รับการใช้อย่างแพร่หลายในอุตสาหกรรม เช่น อากาศยาน, เครื่องจักรและรถยน
สับสนองอลูมิเนียมมีความสะท้อนแสงสูงต่อเลเซอร์ ซึ่งต้องการพลังงานเลเซอร์ที่สูงกว่าเพื่อบรรลุการผสม. นอกจากนี้, ธาตุจุดละลายต่ํา เช่น mg และ zn ในสับสนองอลูมิเนียมมีความชุ่มชันที่จะเผาไหม้, ส่งผล
สินค้าใช้เลเซอร์ใยไฟเบอร์แบบเดียว 1000 w เพื่อเชื่อมสายสไพร่, สร้างจุดเชื่อม. โดยการปรับปรุงปริมาตรกระบวนการ, ความแข็งแรงในการดึงสูงสุดของจุดเชื่อมได้รับ. มันยังเปรียบเทียบกับความแข็งแรงในการดึงของจุดเชื่อ
1 การทดลองปั่น
1.1 วัสดุ
วัสดุคือสับสนของอลูมิเนียม, ด้วยเกรดของ 6061, และความหนาของ 0.5 มิลลิเมตร. ประกอบทางเคมีของวัสดุแสดงอยู่ในตาราง 1. ตัดวัสดุเป็นแผ่น 200 มิลลิเมตร x 100 มิลลิเมตร, ทําความสะ
แท็บ 1 สารประกอบทางเคมีของ 6061 สับสนธิอลูมิเนียม (ส่วนปริมาณ) %
|
AL |
MG |
ใช่ |
Fe |
Cu |
CR |
Mn |
น |
|
ช่องทาง |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 อุปกรณ์
อุปกรณ์ทดลองใช้เลเซอร์ไฟเบอร์แบบเดียว ผลิตโดย ipg สําหรับ การปั่น , ขนาดเส้นใยกว้าง 0.14 μm และกําลังเฉลี่ย 1000 w. พื้นที่ทดลองประกอบด้วยเลเซอร์, คอมพิวเตอร์, ระบบเส้นทางออปติก และระบบควบคุม, ดังที่แสดงในรูป 1a. เลเซอร์ถูกสะท้อนโดยกลาวานโเมตรสแกนและ แหล่งที่มา , ด้วยพลังงานสูงสุดถึง 8000w หลังจากที่รังเลเซอร์ถูกเน้นโดยระบบเส้นทางทางแสงสว่าง ขนาดจุดประมาณ 0.4 ~ 1.0 มม. เครื่องทดสอบความยืดหยุ่นอิเล็กทรอนิกส์ที่ผลิตโดย Jin Huaxing Experimental Equipment Co., ltd (รุ่น: WDH-10) ใช้ในการทดสอบความยืดหยุ่นของสายผสมผสาน. รูปทรงของผสานถูกทดสอบด้วยกล้องจุลทรรศ
รูปที่ 1 พื้นที่ทดลอง
2 การทดลองและผลการเชื่อมแบบเลเซอร์
2.1 การเปรียบเทียบการออกแบบและการออกแบบของภาพกราฟิก
Pulsed การปั่นจุดด้วยเลเซอร์ ใช้เลเซอร์ Nd: YAG ขนาด 500 W สำหรับการเชื่อม โดยมีการเชื่อม ความต้องการระยะของ 0.6 ~ 0.8 มม. การปั่นจุดด้วยเลเซอร์ เพียงแค่ตอบสนองความต้องการ. เลเซอร์ปล่อยกระแทกที่กระทําบนวัสดุ, การสร้าง จุดสอด สลากแผนภาพของจุดสอดแสดงในรูป 2a เนื่องจากจุดจุดของเลเซอร์ไฟเบอร์แบบเดียวเป็นเพียง 0.28 มม. รางสร้างจุดผสมด้วยการเดินเป็นวงกลม โดยเส้นผสมกลมมีเส้นผ่า 0.8 มม. และสไพร่มี 4 รอบ มีการผสมผสานเลเซอร์ระดับหนึ่งระหว่างแต่ละ หมุน, การสร้างจุดการปั่นเลเซอร์ที่มีเส้นผ่าตัด 0.8 มม. จุดสอดแสดงในรูป 2b. การปรากฏของสอดจุดเลเซอร์แรงกระแทกคือ แสดงในรูป 2c และลักษณะของจุดผสมที่เกิดจากกระบอกสไพร่คือ แสดงในรูป 2d ขนาดของจุดเชื่อมสองเกือบเหมือนกันและไม่มี ความแตกต่างที่สําคัญสามารถสังเกตได้ด้วยภาพ

รูป 2 และลักษณะของจุดผสม
2.2 การทดลองทางตรงของปารามิเตอร์กระบวนการ
ปริมาตรการประมวลผลหลักสําหรับการผลิต การปั่นจุดด้วยเลเซอร์ รวมถึงเลเซอร์สูงสุด พลังงาน, ความกว้างของแรงกระแทก, และปริมาณ defocus. การทดสอบกระบวนการสอดเลเซอร์เบื้องต้น เมื่อพลังงานเลเซอร์สูงสุดคือ 2400 w, พลังงานสูงสุดมีขนาดเล็กมาก ทําให้จุดปั่นเล็กกว่า กําลังดึง 3 n เมื่อพลังเลเซอร์สูงสุดคือ 3600 w, มีการกระจายบนพื้นผิวของสอย และแรงดึงของจุดผสมด้วยก็ต่ํา, ที่ 4 n เมื่อความกว้างของแรงกระแทก 3 ms, กว้างของจุดปั่นเล็กกว่า, และแรงดึงน้อยกว่า, ที่ 3 n เมื่อความกว้างของกระแทกเป็น 9 ms, กว้างของ จุดปั่น 0.9 mm ซึ่ง กว่าช่วงการปั่น 0.6 ~ 0.8 มม.เมื่อการหลุดความสนใจ ที่ 0 เนื่องจากขนาดใหญ่ ความหนาแน่นของพลังงาน มีการกระจายบนสายผสมผสาน และลักษณะไม่ ตอบสนองกับมาตรฐาน แต่เมื่อการหลุดความสนใจอยู่ที่ 6 มิลลิเมตร ความหนาแน่นของพลังงาน, พลังการดึงที่ จุดผสมผสานต่ํากว่า, ที่ 4 n. ปัจจัยเหล่านี้คือเช่นที่แสดงในตารางที่ 2
แท็บ 2 ปัจจัยและระดับของการปั่นจุดเลเซอร์
|
หมายเลข |
สาเหตุ |
||
|
พลังงานสูงสุด/w |
B ความกว้างของแรงกระแทก/ms |
C ปริมาณการหลุดความคม/มม |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
ปริมาตรการหลักของกระบวนการผสมผสานสไพร่เลเซอร์ไฟเบอร์แบบเดียวคือ ความแรงเลเซอร์เฉลี่ย ความเร็วการผสมและปริมาณการหลุดความสนใจ เมื่อเลเซอร์เฉลี่ย กําลังคือ 500 w, กําลังการดึงที่จุดผสมผสานต่ํากว่า, ที่ 4 n เมื่อค่าเฉลี่ย พลังเลเซอร์ 900w, บางส่วนของวัสดุ splatters, และแรงดึงที่ จุดผสมคือ ต่ํากว่าด้วย, ที่ 3 n; เมื่อความเร็วการปั่น 90 mm/s, การสะสมความร้อน สูง ทําให้วัสดุถูกเผา และแรงดึงที่จุดผสมผสานต่ํากว่า N ;เมื่อความเร็วการปั่น 170 mm/s ความร้อนสะสมน้อยลง ความกว้างและความลึกของการปั่นเล็กกว่า และแรงดึง ที่จุดผสมผสานต่ํากว่า 4 n;เมื่อปริมาณการหลุดความสนใจเป็น 0 ความหนาแน่นของพลังงานสูงขึ้น การเย็บที่ไม่สามารถตอบสนองความต้องการในลักษณะ ขนาดของ 6 มิลลิเมตร, เนื่องจากการลดลงอย่างคมชัดของความหนาแน่นของพลังงาน, จุดปั่นต่ํากว่า, ที่ 4 n. สาม ค่าเชิงเทียบและสามระดับแสดงในตาราง 3
ธารก.3 ปัจจัยและระดับของการปั่นสไพร่เลเซอร์ไฟเบอร์แบบเดียว
|
หมายเลข |
สาเหตุ |
||
|
D ปริมาณกําลังเฉลี่ย/w |
E ความเร็วการเชื่อม (mm·s- 1) |
C ปริมาณการหลุดความคม/มม |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
การทดลองแบบตั้งฉากสามระดับของ pulsed การปั่นจุดด้วยเลเซอร์ ประกอบด้วยชุดเก้าชุด ,เมื่อกําลังสูงสุดคือ 3000 w ความกว้างของแรงกระแทกคือ 8 ms และปริมาณการหลุดความสนใจ คือ 1 มิลลิเมตร, แรงดึงของจุดผสมผสานจะถึงจุดสูงสุดของมันที่ 17 n ,นี่แหละ ถือว่าเป็นปารามิเตอร์กระบวนการที่ดีที่สุด สําหรับตัวประกอบเลเซอร์จุดสูงสุด กําลัง (a) มีการทดลองสามครั้ง ระดับ 1 (a=2500 w) บวกแรงดึงของจุดผสมจาก 3 การทดลองเพื่อหาผลรวมทางสถิติ k1=35 เมื่อเลือกระดับ 2 ความแข็งแรงในการดึงของจุดผสมคือ k2 = 46 เมื่อระดับ เลือก 3 ยอดรวมคือ รวมสถิติ k3=33 ยิ่งค่าสถิติ k ใหญ่ ยิ่งค่า แรงดึงในระดับนั้น ,ค่าสูงสุดคือ k2 ,นี่แสดงว่าเมื่อปัจจัย a ในระดับ 2 (a = 3000 w) ความแข็งแรงในการดึงของจุดการผสมคือที่ใหญ่ที่สุด เช่นเดียวกับค่าสถิติ k ของความแข็งแรงในการดึงของจุดผสมของอื่น ๆ ปัจจัย (ความกว้างของแรงกระแทก, ความไม่ชัดเจน) สามารถได้รับได้, ดังที่แสดงในตาราง 4. โดย r ราคา r น้อยลง น้อยลง น้ําผลที่มีต่อความแข็งแรงในการดึงของ จุดเชื่อม ;ในทางกลับกัน, ราคา r มากกว่า, ผลของปัจจัยนั้นยิ่งใหญ่ จากตารางที่ 4 มัน สามารถเห็นได้ว่าปัจจัย ที่ส่งผลต่อความแข็งแรงในการดึงของจุดผสม คือ ตามลําดับความสําคัญ: ความกว้างของแรงกระแทก และไม่เน้น
ตาราง 4 ผลการทดลองแบบตรงข้ามของการปั่นจุดด้วยเลเซอร์
|
หมายเลข |
พลังงานสูงสุด/w |
B ความกว้างของแรงกระแทก/ms |
C การหลุดส่อง จํานวน/มม |
ความดันต่อส่วนผสมผสม/n |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
K 1 |
35 |
33 |
40 | |
|
K 2 |
46 |
36 |
31 |
|
|
K 3 |
33 |
45 |
38 |
|
|
R |
13 |
12 |
9 |
การทดลองแบบสามปัจจัย, สามระดับแบบตรงข้ามเส้นเส้นสไพร่เลเซอร์ไฟเบอร์แบบเดียว การปั่นประกอบด้วยทั้งหมด 9 กลุ่ม เมื่อกําลังเฉลี่ย 3000 w ความเร็ว 160 mm/s และปริมาณการหลุดความสนใจ 1 mm ความแข็งแรงในการดึงของสอย จุดที่สูงสุดคือ 47 n ซึ่งเป็นปารามิเตอร์กระบวนการที่ดีที่สุด
เมื่อปัจจัยกําลังเฉลี่ยของเลเซอร์ g ถูกตั้งอยู่ที่ระดับ 1 (a=600 w) โดยรวมจะสร้างกลุ่มทดลอง 3 กลุ่ม ความแข็งแรงในการดึงของ 3 กลุ่มจุดการผสมเหล่านี้ถูกบวกกันเพื่อให้มีสถิติ f1=98; เช่นเดียวกันสถิติสําหรับค่าความแข็งแรงในการดึงของ 5.ในหมู่พวกเขา y คือค่าช่วง. จากค่าช่วงนี้, มันสามารถเห็นได้ว่าปัจจัยที่ส่งผลต่อขนาดของสับสับคือ, จากพื้นฐานไปยังรอง, การหลุดความสนใจ, พลังงานเฉลี่ย, และความเร็วการผสม
2.3 การวิเคราะห์ลักษณะและโครงสร้างเล็กของสับ
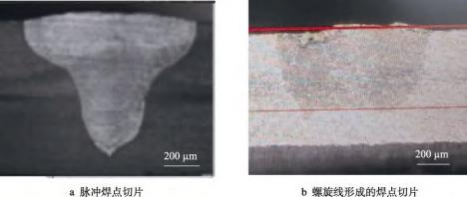
ภาพ 3a แสดงว่าความกว้างของสอยผสมผสานระหว่างชั้นบนและชั้นล่างสองส่วนคือประมาณ 1/3 ของความกว้างพื้นผิวของจุดผสาน,นี้เป็นเพราะพลังงานของเลเซอร์ที่กระแทกเป็นหลัก ๆ แบ่งกระจายอยู่ในศูนย์กลางของจุดแสง 0.8 ม
ตาราง 5 ผลการทดลองแบบตรงข้ามของการปั่นแบบสไพร่แบบแบบแบบเดียว
|
หมายเลข |
D ปริมาณกําลังเฉลี่ย/w |
E ความเร็วการปั่น/ ((mm·s- 1) |
F การหลุดส่อง จํานวน/มม |
ความดันต่อส่วนผสมผสม/n |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G 1 |
98 |
104 |
123 |
|
|
G 2 |
119 |
102 |
95 |
|
|
G 3 |
104 |
115 |
98 |
|
|
Y |
21 |
13 |
25 |
รูป.3 ต้นแสวงของจุดปั๊ม
รูป 4a แสดงโครงสร้างโลหะของวัสดุต้นของ 6061 สายสกัดอลูมิเนียม ขนาดเมล็ดไม่เรียบร้อย รูปทรงไม่เรียบร้อย และเมล็ดมีขนาดใหญ่ค่อนข้างมาก ซึ่งเป็นโครงสร้าง '-al แบบปกติ .รูป 4b แสดงโครงสร้างจุลของศูนย์เย็บสับในกรอบปริมาตรการที่เหมาะสมในการสับจุดเลเซอร์. มันมีโครงสร้างดันดริติกจากสับสับอลูมิเนียม. ขนาดเมล็ดมีการปรับปรุงที่สําคัญเมื่อเท
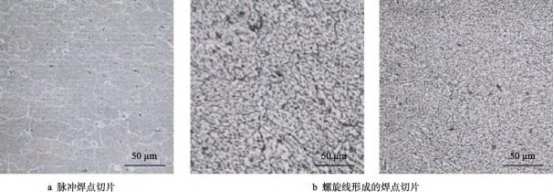
รูป.4 โครงสร้างเล็กของจุดปั๊ม
3 สรุป
สังกะสีอลูมิเนียม 6063 ได้ถูกผสมผสานเป็นรอบแยกกันโดยใช้วิธีผสานจุดเลเซอร์แบบกระแทกและวิธีผสานจุดเลเซอร์แบบกระแทกแบบเส้นใยสีแบบเดียว และมีการทดลองปรับปรุงความเป็นทางตรง. ความแข็งแรงในการดึงสูง
การแสดงผลจากผลการเต้น การปั่นจุดด้วยเลเซอร์ และสายสไพร่ไฟเบอร์เลเซอร์แบบเดียวในการผสมผสานภายใต้ปารามิเตอร์กระบวนการที่ดีที่สุดเกือบเหมือนกัน, โดยไม่มีความแตกต่างที่สําคัญ; ยังไม่มีความแตกต่างที่น่าสังเกตในโครงสร้างโลหะและขนาดเมล็ดความกว้างของเย็บผสม
