EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
Abstract: สําหรับการเชื่อมทองแดงในสายเชื่อมแบตเตอรี่ ใช้เลเซอร์กระแทกและเลเซอร์ไฟเบอร์ต่อเนื่องในการทดสอบการเชื่อมเลเซอร์ สําหรับเลเซอร์กระแทก ปริมาตรการของพลังงานสูงสุด ความกว้างกระแทกและระยะทางจุดโฟก
ติดต่อเรา
บทคัดย่อ: สำหรับการเชื่อมทองแดงในตัวเชื่อมแบตเตอรี่ ได้ใช้วิธีการทดสอบการเชื่อมด้วยเลเซอร์พัลส์และเลเซอร์ใยแก้วนำแสงต่อเนื่อง โดยสำหรับเลเซอร์พัลส์ พารามิเตอร์กระบวนการ เช่น กำลังไฟฟ้าสูงสุด, ความกว้างของพัลส์ และระยะโฟกัส ได้ถูกนำไปทำการทดลองแบบออร์โธโกนัล และได้รับแรงเฉือนสูงสุดที่ 28N ส่วนสำหรับเลเซอร์ใยแก้วนำแสงต่อเนื่อง พารามิเตอร์กระบวนการ เช่น กำลังไฟฟ้า, ความเร็วในการเชื่อม และระยะโฟกัส ได้ถูกนำไปทำการทดลองแบบออร์โธโกนัล และได้รับแรงเฉือนสูงสุดที่ 58N ลักษณะของจุดเชื่อมแสดงให้เห็นว่าภายในรอยเชื่อมที่เชื่อมด้วยเลเซอร์พัลส์มีรูพรุน ในทางตรงกันข้าม ภายในรอยเชื่อมที่เชื่อมด้วยเลเซอร์ใยแก้วนำแสงต่อเนื่องไม่มีรูพรุน ซึ่งเป็นประโยชน์ต่อการเพิ่มแรงเฉือน
คำสำคัญ: ทองแดง; การเชื่อมเลเซอร์ ; การทดลองแบบออร์โธโกนัล; พารามิเตอร์กระบวนการ
0 การนําเสนอ
ทองแดงสีม่วงมีข้อดีเช่น การนำความร้อนที่ดีเยี่ยม การนำไฟฟ้าที่ยอดเยี่ยม และสามารถแปรรูปและหล่อรูปได้ง่าย ถูกใช้อย่างแพร่หลายในสายไฟและเคเบิล เครื่องใช้โลหะ และการผลิตอุปกรณ์อิเล็กทรอนิกส์ ทุกหน่วยภายในโทรศัพท์มือถือต้องการพลังงานไฟฟ้าในการทำงาน เช่น โมดูลกล้อง หน้าจอ ลำโพง เมมอเรีย แผงวงจร เป็นต้น แบตเตอรี่โดยทั่วไปจะถูกติดตั้งไว้ในพื้นที่เฉพาะและจำเป็นต้องใช้ตัวเชื่อมต่อเพื่อเชื่อมโยงกับชิ้นส่วนเหล่านี้ เพื่อสร้างเส้นทางนำไฟฟ้าสำหรับจ่ายพลังงาน ทองแดงสีม่วงเป็นวัสดุที่ใช้มากที่สุดสำหรับตัวเชื่อมต่อของแบตเตอรี่โทรศัพท์มือถือ ปัจจุบันวิธีการเชื่อมแผ่นตัวเชื่อมต่อทองแดงสีม่วงส่วนใหญ่จะใช้วิธีการเชื่อมด้วยแรงต้านไฟฟ้า โดยกระแสไฟฟ้าขนาดใหญ่จากขั้วบวกและลบจะทำให้แผ่นตัวเชื่อมต่อทองแดงละลาย เมื่อขั้วแยกออกจากกัน วัสดุจะเย็นลงและแข็งตัวกลายเป็นรอยเชื่อม แม้ว่าโครงสร้างของเครื่องเชื่อมชนิดนี้จะเรียบง่ายและสะดวกต่อการใช้งาน แต่ขั้วบวกและลบในกระบวนการเชื่อมด้วยแรงต้านไฟฟ้ามักจะสึกหรอและชำรุด จำเป็นต้องหยุดสายการผลิตเพื่อเปลี่ยนใหม่ ส่งผลให้ประสิทธิภาพการผลิตลดลง
การเชื่อมเลเซอร์ , ซึ่งใช้เลเซอร์เป็นแหล่งความร้อนในการแปรรูป, มีข้อดีของพื้นที่ที่ได้รับผลกระทบจากความร้อนเล็ก, ความแข็งแรงในการผสมสูง, ไม่ติดต่อกับชิ้นงาน, และประสิทธิภาพการผลิตสูง. มันถูกนําไปใช้อย่างกว้างขวางในการผสมของว
บทความนี้ใช้เลเซอร์แบบกระแทกและเลเซอร์แบบเส้นใยต่อเนื่องในการดําเนินการทดลองการปรับปรุงกระบวนการบนชิ้นส่วนสตาร์ทราเบตเตอรี่ทองแดงสีม่วง โดยให้มาตรฐานสําหรับการผลิตจริง
1 การทดลองปั่น
1.1 วัสดุการทดลอง
ชั้นบนของวัสดุการทดลองคือทองแดงสีม่วง มีความหนา 0.2 มิลลิเมตร. ชั้นล่างเป็นวัสดุทองแดงสีม่วงที่มีความหนา 0.2 มิลลิเมตร. ประกอบทางเคมีของสองชั้นของวัสดุแสดงในตาราง 1.ว
ตารางที่ 1 องค์ประกอบทางเคมีของวัสดุทดสอบ (สัดส่วนมวล/%)
|
วัสดุ |
Cu |
พ |
นี |
Fe |
น |
S |
|
สีม่วงทองแดง |
99.96 |
0.000 7 |
0.000 2 |
0.000 8 |
0.000 9 |
0.000 9 |
|
สีม่วงทองแดงเคลือบ nickel |
99.760 |
0.000 5 |
0.200 0 |
0.000 6 |
0.000 9 |
0.000 8 |
|
(A) |
(b) |
(c) |
|
(a) วัสดุปัสดุ รูปที่ 1 วิธีการเชื่อมและทดสอบแรงตัด |
||
1.2 อุปกรณ์และวิธีการปั่น
ตัว การทดลองการปั่น ใช้เลเซอร์ไฟเบอร์แบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคลื่นแบบคล

รูปที่ 2 แพลตฟอร์มทดลองการเชื่อม
แต่ละแรงผลักจากเลเซอร์ไฟเบอร์แบบแทบต่อเนื่องสร้างจุดผสม เหมาะสําหรับการผสมจุดผลัก ภาพแผนแผนภาพของจุดผสมแสดงในรูป 3 ((a) ภาพด้านบน กําลังเฉลี่ยของเลเซอร์ไฟเบอร์แบบต่อเนื่อง 1000w คือ 1000w โดยไม่มีกําลังสูงสุด ทําให้เห
 |
 |
|
(a) จับผสมผสมแบบผลักดันโดยใช้เลเซอร์ไฟเบอร์แบบผลักดันแบบประมาณต่อเนื่อง รูปที่ 3 แผนภาพ 示 意 ของการเชื่อมจุด |
|
2 ผลการทดลองและการวิเคราะห์
2.1 การปรับปรุงกระบวนการปั่นเลเซอร์
ปริมาตรการผสมผสานหลักสําหรับการผสมผสานด้วยเลเซอร์แบบแทบต่อเนื่องคือพลังเลเซอร์สูงสุด, ความกว้างของพลส์, และปริมาณการหลุดความสนใจ. การทดลอง orthogonal สามปัจจัยสามระดับถูกดําเนินการบนสามปริมาตร
ตารางที่ 2 การทดลองแบบตั้งฉากและผลลัพธ์ของเลเซอร์พัลส์
|
หมายเลข |
พลังงานสูงสุด/w |
ความกว้างของแรงกระแทก/ms |
ปริมาณการหลุดความสนใจ/มม |
พลังตัด/n |
| 1 | 100 | 4 |
0
|
13
|
| 2 | 100 | 6 |
1
|
15
|
| 3 | 100 | 8 | 2 |
16
|
| 4 | 1200 | 4 | 2 |
25
|
| 5 | 1200 | 6 |
0
|
23 |
| 6 | 1200 | 8 |
1
|
28 |
| 7 | 1400 | 4 | 2 | 22 |
| 8 | 1400 | 6 | 1 | 21 |
| 9 | 1400 | 8 | 0 | 20 |
2.2 การปรับปรุงกระบวนการสอดต่อเนื่องไฟเบอร์เลเซอร์
ปารามิเตอร์กระบวนการหลักของ การปั่นเลเซอร์ไฟเบอร์ คือพลังงานเฉลี่ยของเลเซอร์ ความเร็วในการผสมผสาน (ความเร็วของเลเซอร์ที่ใช้เส้นสไพร่) และปริมาณการหลุดความสนใจ (เช่นเดียวกับการผสมผสานเลเซอร์แบบแทบต่อเนื่อง, การหลุดความสนใจบวกจะใช้ในการทดลอง). การทดลองแบบ
ตารางที่ 3 การทดลองแบบตั้งฉากและผลลัพธ์ของเลเซอร์เส้นใย
|
หมายเลข |
พลังงานเฉลี่ย/w |
ความเร็วในการเชื่อม (มม./วินาที) |
ปริมาณการหลุดความสนใจ/มม |
พลังตัด/n |
| 1 | 500 | 100 | 0 | 33 |
| 2 | 500 | 150 | 1 | 35 |
| 3 | 500 | 200 | 2 | 32 |
| 4 | 600 | 100 | 2 | 49 |
| 5 | 600 | 150 | 0 | 58 |
| 6 | 600 | 200 | 1 | 53 |
| 7 | 700 | 100 | 2 | 44 |
| 8 | 700 | 150 | 1 | 43 |
| 9 | 700 | 200 | 0 | 40 |
2.3 การวิเคราะห์การเปรียบเทียบลักษณะ
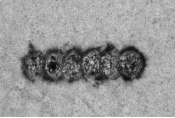
เพื่อวิเคราะห์ความแตกต่างของความยืดในแรงตัดระหว่างเลเซอร์แบบกระแทกและต่อเนื่อง การปั่นเลเซอร์ไฟเบอร์ โดยการสังเกตจุดผสมด้วยกล้องจุลินทรีย์อิเล็กตรอน เมื่อพลังสูงสุดของเลเซอร์กระแทกเป็น 1200 w ความกว้างของเลเซอร์กระแทกเป็น 8 ms และความหลุดความสนใจเป็น 1 mm จะมีการกระจายบางส่วนบนพื้นผิวของจุดผสม โดยทิ้ง การเชื่อมเลเซอร์ .
|
(A) |
(b) |
(c) |
|
(b) |
(e) |
(f) |
|
(a) พื้นผิวปั๊มเลเซอร์ รูปที่ 4 ลักษณะภายนอกของจุด |
||
เลเซอร์แบบกระแทกและเลเซอร์แบบต่อเนื่องใช้กันแยกกันในการผสมสายแบตเตอรี่โทรศัพท์ และมีการทดสอบความต้านทาน.หลังจากการผสมเลเซอร์แบบกระแทก ความต้านทานที่ทดสอบอยู่ที่ 0.120Ω·mm2/m สูงกว่าความต้านทานเดิมของทองแด
3 สรุป
แลเซอร์ไฟเบอร์แบบแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประสาทแบบประ
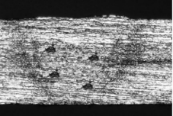
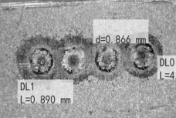
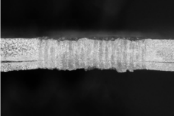
การวิเคราะห์รูปร่างจุดผสมและตัดข้ามแสดงให้เห็นว่าจุดผสมเลเซอร์แบบกระแทกมีรอยกระจายบนผิว และเย็บผสมมีรูปร่างภายใน. จุดผสมเลเซอร์ไฟเบอร์ต่อเนื่องมีผิวที่ตรงกันและเรียบร้อย โดยไม่มีรูปร่างภายใน