 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
0 คําแนะนํา TC4 สับสนธิไทเทเนียมเป็น & alpha; & beta; แบบประเภทไทเทเนียมแบบสองเฟสที่มีความหนาแน่นต่ํา ความแข็งแรงเฉพาะสูง และความทนทานต่อการกัดกร่อนที่ดีเยี่ยม ผลงานที่เหนือกว่าทําให้มันใช้ได้อย่างมากในหลายๆ...
ติดต่อเรา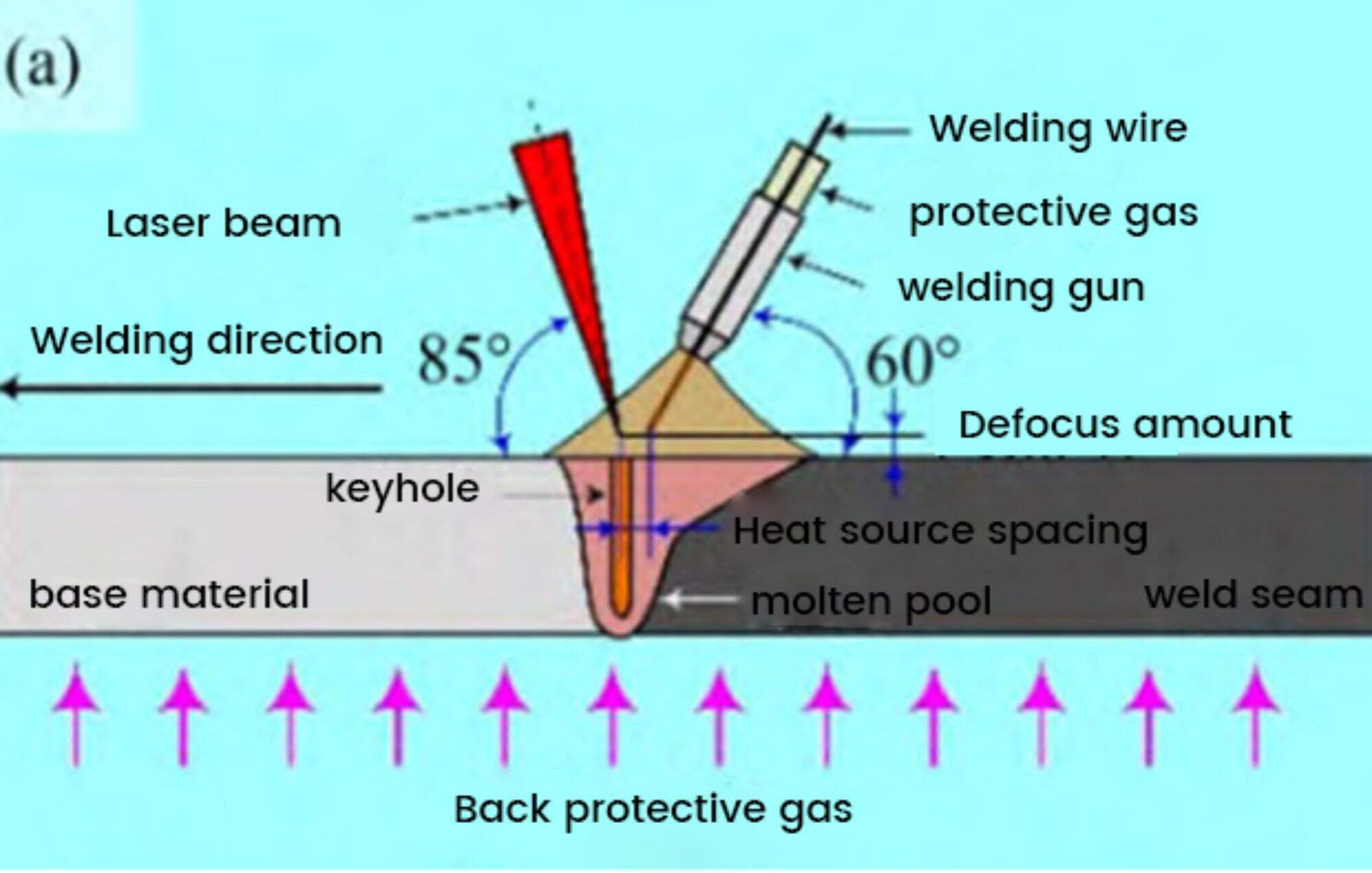
0 คําบรรยาย
TC4 เป็นลิเธียมอัลลอยด์ไทเทเนียมประเภท α+β ที่มีคุณสมบัติความหนาแน่นต่ำ ความแข็งแรงเฉพาะสูง และทนการกัดกร่อนได้ดีเยี่ยม ประสิทธิภาพโดยรวมที่ยอดเยี่ยมทำให้ถูกใช้งานอย่างแพร่หลายในหลากหลายสาขา เช่น อุตสาหกรรมการบิน เครื่องมือทางทะเล อุตสาหกรรมปิโตรเคมี และอุปกรณ์อาวุธ อัลลอยด์ไทเทเนียมมีจุดหลอมเหลวสูง การนำความร้อนต่ำ โมดูลัสยืดหยุ่นต่ำ และมีกิจกรรมสูงที่อุณหภูมิสูง การเชื่อมอาจทำให้เกิดการลดลงของพลาสติกิตี้บริเวณรอยต่อ หรือรอยต่อเปราะ ซึ่งส่งผลกระทบอย่างร้ายแรงต่อประสิทธิภาพในการใช้งานของรอยต่อไทเทเนียม
ปัจจุบัน การปั่นสลักไทเทเนียมใช้วิธีการหลักๆ เช่น การปั่นแก๊สเทงเฟร้น อินเตอร์ต์ การปั่นแก๊สเทงเฟร้น แอร์คการปั่นแก๊สเทงเฟร้น การปั่นแก๊สอิเล็กตรอน และ การเชื่อมเลเซอร์ การปั่นแก๊สเทงสแตนเทียมอินเเรต และปั่นแก๊สเทงสแตนเทียมอาร์ค เป็นสิ่งที่ใช้งานง่าย ราคาถูก และยืดหยุ่น อย่างไรก็ตาม มันมีความหนาแน่นของแหล่งความร้อนที่ต่ํา และความเร็วในการปั่นช้า ซึ่งนําไปสู่ปัญหา
ดังนั้น, บทความนี้วิจัยอย่างเป็นระบบโครงสร้างจุล, การกระจายความแข็ง, คุณสมบัติการยืด, และคุณสมบัติการกัดกรองไฟฟ้าเคมีของ 3 มมหนา tc4 ทิตาเนียมสลัดเลเซอร์-mig สายผสมผสานผสม
1 วัสดุและวิธีการทดสอบ
1.1 วัสดุการทดสอบ
การทดลองใช้แผ่นเหล็กเหล็กไททานีม Tc4 ขนาด 4 มิลลิเมตร, ปรับปรุงในรูฟทรงตัว i, โดยไม่ทิ้งช่องว่างในสายผสม.วัสดุที่ใช้คือสายผสมเหล็กไททานีม Tc4 ขนาด 1.2 มิลลิเมตร. การปั่น , หนังออกไซด์บนผิวของวัสดุเหล็กไททานิਅਮถูกถอนโดยการบดกลไก, และจากนั้นคราบน้ํามันบนผิวของเหล็กไททานิਅਮถูกถอนโดยการลบด้วยอะเซโทน.
ตารางที่ 1 องค์ประกอบทางเคมีของวัสดุฐานและลวดเติม ( wt .%)
|
วัสดุ |
Ti |
AL |
V |
Fe |
N |
C |
O |
H |
อื่น ๆ |
|
วัสดุฐาน |
แมตริกซ์ |
6.09 |
4.05 |
0.115 |
0.002 |
0.001 |
0.102 |
0.002 |
< 0.30 |
|
สายผสม |
แมตริกซ์ |
6.24 |
4.07 |
0.048 |
0.011 |
0.006 |
0.085 |
0.0012 |
< 0.40 |
1.2 วิธีการปั่น
การทดลองใช้เครื่องละเอียดดิสก์ 16003 ทรัมฟ์ ทรูดิสก์, ด้วยความยาวคลื่น 1.06 μm; การให้พลังงานการปั่นวงศ์ใช้เครื่องละเอียด fronius tps 5000 เครื่องปั่น การเชื่อมผสมใช้วิธีการเชื่อมแหล่งความร้อนด้วยเลเซอร์ด้านหน้าและวงศ์ด้านหลังมุมระหว่างเลเซอร์และแผ่นทดสอบคือ 85 ° และมุมระหว่าง ปืนปั่น และแผ่นทดสอบคือ 60 ° ระยะทางระหว่างแหล่งความร้อนคือ 3 มม.เพื่อป้องกันการออกซิเดชั่นของพื้นผิวสอ, ทั้งด้านหลังและด้านหน้าของสอถูกคุ้มครองด้วยก๊าซอาร์กอนความบริสุทธิ์สูง. ความเร็วของการไหลของก๊าซป้องกัน
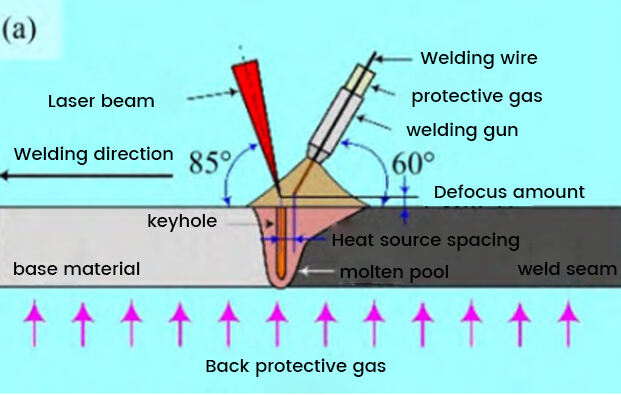
(a) อุปกรณ์และวิธีการปั่น

(b) อุปกรณ์ป้องกันก๊าซ
รูปที่ 1 อุปกรณ์แก๊สป้องกันและแผนผังแสดงแนวคิดของการเชื่อมไฮบริดเลเซอร์-MIG
|
ความเร็วในการเชื่อม/(เมตร·นาที⁻¹) |
พลังเลเซอร์/kw |
กระแสการปั่น/a |
กว้างจุด/มม |
ความสับสน/มม |
|
2.5 |
4.0 |
127 |
0.6 |
+2 |
ตารางที่ 2 พารามิเตอร์การเชื่อมไฮบริดเลเซอร์-MIG ที่ปรับแต่งแล้ว
1.3 วิธีการทดสอบ
โดยใช้กล้องจุลินทรีย์วิดีโอสามมิติ keyence vhx-1000e เพื่อสังเกตรูปร่างและโครงสร้างจุลินทรีย์ของสับสับสับสับสับสับสับสับสับสับสับสับสับสับสับสับ
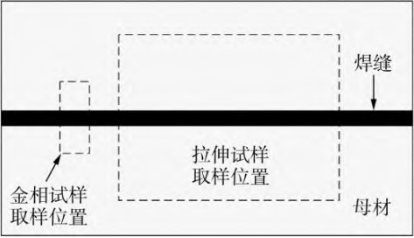
(a) สถานที่เก็บตัวอย่างของตัวอย่างโลหะและตัวอย่างความยืด
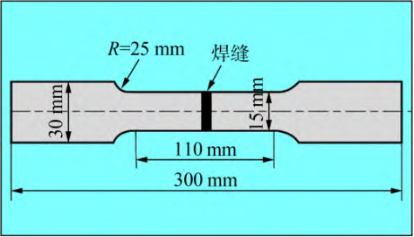
(b) ขนาดตัวอย่างที่มีความยืดหยุ่น
รูปที่ 2 แผนผังตำแหน่งการเก็บตัวอย่างและขนาดของตัวอย่างทดสอบแรงดึง
2 ผลการทดสอบและการวิเคราะห์
2.1 macromorphology และ microstructure ของสับสาน
ลักษณะการสร้างและโครงสร้างจุลินทรีย์ของสับผ่าผสมผสานแบบไฮบรีด tc4 ทิตาเนียมสลัดด้วยเลเซอร์-mig แสดงอยู่ในรูป 3.ผลการทดสอบแสดงให้เห็นว่าด้านหน้าและด้านหลังของสับผ่ามีคุณภาพดี โดยไม่มี 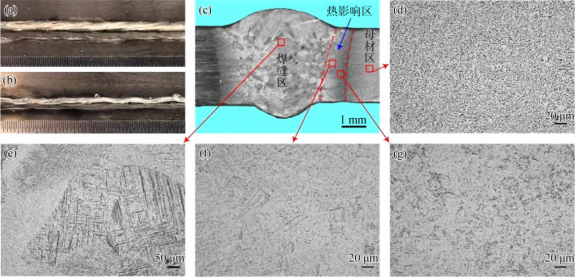
(a) การจัดทําด้านหน้าของสอ (b) การจัดทําด้านหลังของสอ (c) การจัดทําส่วนตัดของสอ (d) โครงสร้างของโลหะธรรมดา
(e) โครงสร้างของศูนย์กลางของสอ; (f) โครงสร้างของพื้นที่ที่มีเมล็ดหยาบของโซนที่ได้รับผลกระทบจากความร้อน;
รูปที่ 3 ลักษณะการเชื่อมและคุณสมบัติของโครงสร้างจุลภาคของข้อต่อเชื่อมไฮบริดเลเซอร์-MIG ของโลหะไทเทเนียมอัลลอยด์ TC4
สาเหตุหลักคือระหว่างกระบวนการผสม เมื่อโลหะผสมถูกทําความร้อนขึ้นไปเหนืออุณหภูมิจุดเปลี่ยนเฟส มันจะเย็นลงอย่างรวดเร็ว พื้นที่ที่ได้รับผลกระทบจากความร้อนมีพื้นที่สองพื้นที่: พื้นที่ที่มีเมล็ดหยาบและพื้นที่ที่มีเมล็ดหยาบ. พื้นที่ที่มีเมล็ดหยาบอยู่ใกล้เส้นละลาย ส่วนพื้นที่ที่มีเมล็ดหยาบอยู่ใกล้วัสดุฐาน.โครงสร้าง
2.2 การกระจายความแข็ง
การกระจายความแข็งเล็กของสับผ่าผสมผสม tc4 ทิตานีมสับผ่าเลเซอร์-มิกแสดงในรูป 4. ผลการทดสอบแสดงว่าค่าความแข็งในเขตผ่าผ่าสูงสุด, ตามด้วยเขตที่ได้รับผลกระทบจากความร้อน, โดยเขตวัสด 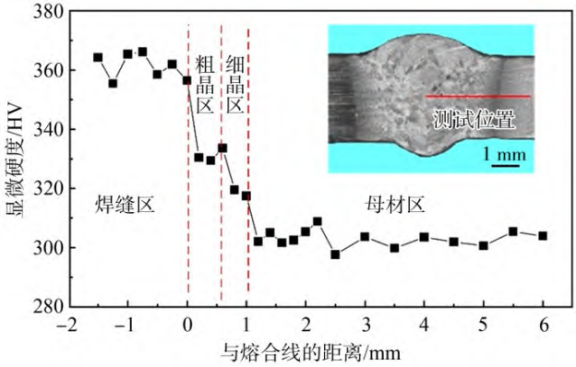
รูปที่ 4 การกระจายตัวของความแข็งจุลภาคของข้อต่อเชื่อมไฮบริดเลเซอร์-MIG ของโลหะไทเทเนียมอัลลอยด์ TC4
2.3 คุณสมบัติการยืด
ผลการทดสอบความเหนียวของสับสนทัดทัดแบบละเอียด-มิกสับสนทัด tc4 ภาพแสดงในตารางที่ 3. ผลแสดงว่าความแข็งแรงในการเหนียวเฉลี่ยของสับสนทัดทัด tc4 ภาพแสดงในรูปที่ 5. ตัวอย่างความเหนียวที่สถานที่ของส
|
หมายเลข |
ความแข็งแรงในการดึง/mpa |
ความยาวหลังจากการแตก/% |
สถานที่แตก |
||
|
ค่าเดียว |
ค่าเฉลี่ย |
ค่าเดียว |
ค่าเฉลี่ย | ||
|
วัสดุฐาน |
950 |
12.5 |
—— | ||
|
T-41# |
1 043 |
1 069 |
5.1 |
5.3 |
พื้นที่วัสดุพื้นฐาน |
|
T-42# |
1 095 |
5.4 |
พื้นที่วัสดุพื้นฐาน |
||
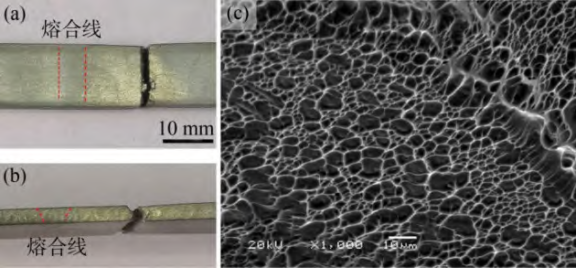
(a) สถานที่แตก (b) เส้นทางแตก (c) รูปแบบแตก
2.4 ความต้านทานต่อการกัดกร่อน
คอร์ฟการขั้วของวัสดุพื้นฐานสับทองไททานีม tc4 และสับทองของมันในสื่อการเกรด 3.5% ของสารละลาย nacl แสดงในรูปที่ 6 และปริมาตรของเส้นขั้วการขั้วการเกรดแสดงในตาราง 4. จากรูป 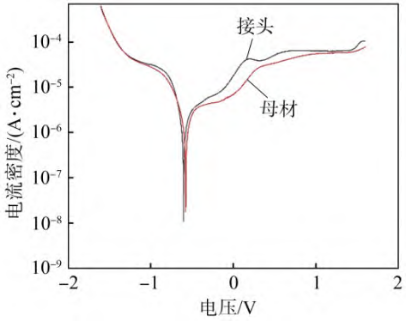
รูปที่ 6 กราฟเส้นโค้งการ Polarization ของโลหะไทเทเนียมอัลลอยด์ TC4 และข้อต่อเชื่อมไฮบริดเลเซอร์-MIG
|
ที่ตั้ง |
พลังงานการเกรด/v |
ความหนาแน่นกระแสไฟฟ้าการกัดกร่อน/(A·cm-2) |
ความแรงกระตุ้นวงจรเปิด/v |
|
วัสดุฐาน |
-0.591 |
0.108 |
-0.386 |
|
สายต่อสวม |
-0.585 |
0.342 |
-0.229 |
ตารางที่ 4 ศักยภาพการกัดกร่อนและความหนาแน่นกระแสไฟฟ้าการกัดกร่อนของโลหะไทเทเนียมอัลลอยด์ TC4 และข้อต่อเชื่อมไฮบริดเลเซอร์-MIG
เมื่อเทียบกับความสามารถในการกัดกรองของวัสดุพื้นฐานสกัดทิตานีਅਮ tc4 พบว่ามันสูงกว่าของสับสับสับ. นี่แสดงให้เห็นว่าสับสับสับมีโอกาสที่จะผ่านการ passivation มากขึ้น. นี่ยังแสดงให้เห็นว่าความทนทานต่อการกัด
3 สรุป
(1) การผลิตของสอยที่ได้รับจากการสอยสับประกอบเลเซอร์-มิกของเหล็กผสมไททานีม tc4 มีคุณภาพสูง โดยไม่มีอาการปะทะที่ชัดเจน ศูนย์กลางของสอยประกอบด้วยคริสตัลคอลัมเนอร์ β-phase ใหญ่และ α′
(2) ความแข็งแรงสูงสุดในพื้นที่เย็บสวมของสับสับต่อ, ต่อมาในพื้นที่ที่ได้รับผลกระทบจากความร้อน, และต่ําที่สุดในพื้นที่ของวัสดุพื้นฐาน.
(3) ความแข็งแรงในการดึงของสับต่อโดยเฉลี่ยคือ 1069 mpa และความยาวต่อโดยเฉลี่ยหลังจากการแตกคือ 5.3% ทุกตัวอย่างแตกในพื้นที่วัสดุพื้นฐานใกล้กับโซนที่ได้รับผลกระทบจากความร้อน และการแตกแสดงลักษณะของการแตก ductile
(4) ความต้านทานต่อการกัดของสับสับค้อนสูงกว่าของวัสดุพื้นฐานเล็กน้อย โดยหลัก ๆ เนื่องจากการสร้าง α 'มาร์เทนไซต์ acicular ในสับและการสร้างหนังออกไซด์บนพื้นผิวของสับ
