EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ความช่วยเหลือ
- ติดต่อเรา
1. นิยามรูเข็ม: เมื่อความเข้มของรังสีมากกว่า 10^6W/cm^2 เมื่อพื้นผิวของวัสดุหลอมเหลวและระเหยออกภายใต้การกระทำของเลเซอร์ และเมื่อความเร็วของการระเหยนั้นใหญ่พอสมควร แรงกระเด็น...
ติดต่อเรา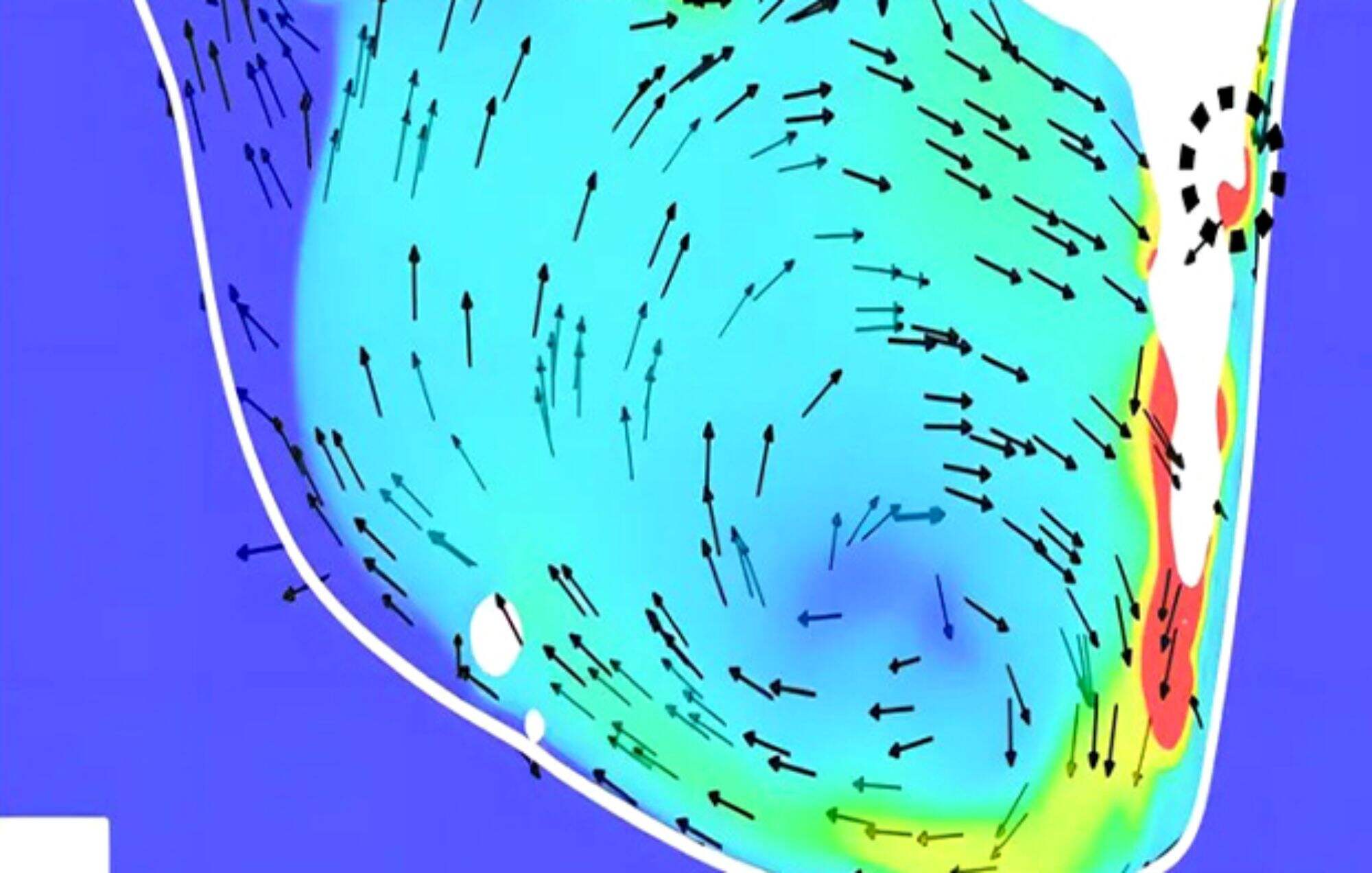
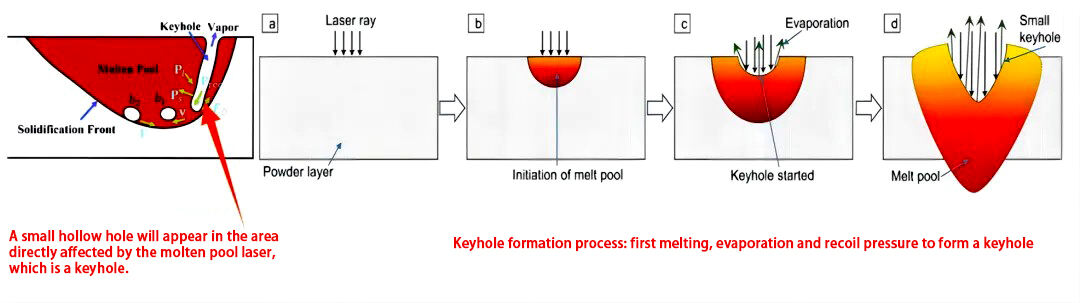
1.นิยามหลุมกุญแจ
คํานิยามของหลุมกุญแจ: เมื่อความเข้มข้นของรังสีมากกว่า 10 ^ 6w / cm ^ 2, เมื่อพื้นผิวของวัสดุละลายและระเหยภายใต้การกระทําของเลเซอร์, และเมื่อความเร็วการระเหยใหญ่พอ, ความดันที่เกิดจากการกระชับกระชับกระชับกระ
อิฟเฟ็คต์หลุมกุญแจใน การเชื่อมเลเซอร์ หมายถึงการเกิดของกระบอกเล็ก ๆ หรือรูเนื่องจากการขยายความร้อนของวัสดุและการเหยื่อออกของก๊าซภายในระหว่างกระบวนการผสมเลเซอร์.รูเหล่านี้สามารถส่งผลกระทบต่อคุณภาพของการผสมและความแข็งแรงของเย็บผสม.ผลของรูกุญ
1) การขยายความร้อนของวัสดุ: ความหนาแน่นของพลังงานสูงของรังสีเลเซอร์เพิ่มความร้อนในพื้นที่การผสมอย่างรวดเร็ว ทําให้วัสดุขยายความร้อน
2) การเหยื่อออกของก๊าซภายใน: มีก๊าซเล็ก ๆ หรือปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของปริมาณของป
3)ปฏิกิริยาเคมีของวัสดุ: ภายใต้อุณหภูมิสูง วัสดุการผสมผสานปฏิกิริยาเคมีกับออกซิเจน, คืนน้ํา และธาตุอื่น ๆ ที่มีอยู่ในสภาพแวดล้อมรอบตัว, สร้างออกซิดหรือสารประกอบอื่น
เมื่อความดันของควาบโลหะที่เกิดจากรังเลเซอร์ในไมโครโปอเรสบรรจุความสมดุลกับความตึงเครียดบนผิวและแรงโน้มถ่วงของโลหะเหลว, ไมโครโปอเรสไม่ต่อเนื่องที่จะลึกขึ้น, การสร้าง
2.การสร้างและพัฒนาหลุมกุญแจ
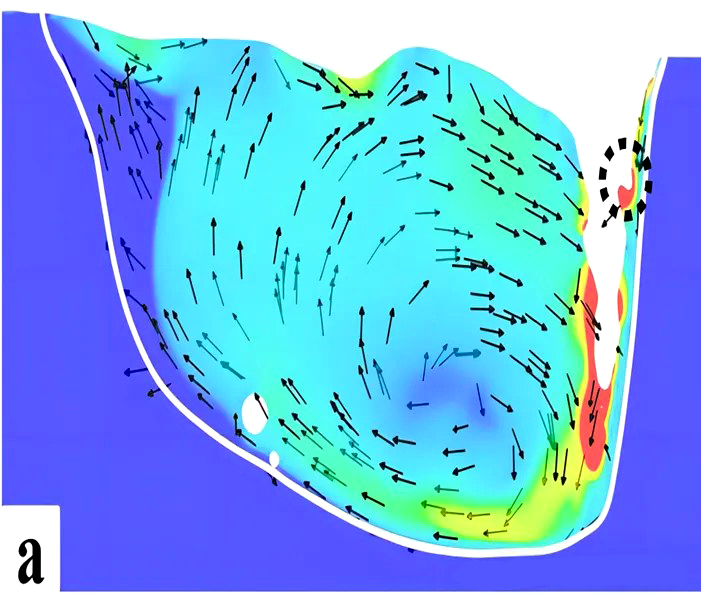
ในระหว่างกระบวนการผสมผสาน, ผนังหลุมกุญแจจะอยู่ในสภาพอ่อนไหลสูงเสมอ. ชั้นบางของโลหะหลอมบนผนังด้านหน้าของหลุมกุญแจไหลลงกับอ่อนไหลของผนัง. การออกระบายใด ๆ บนผนังด้านหน้าของหลุมกุ
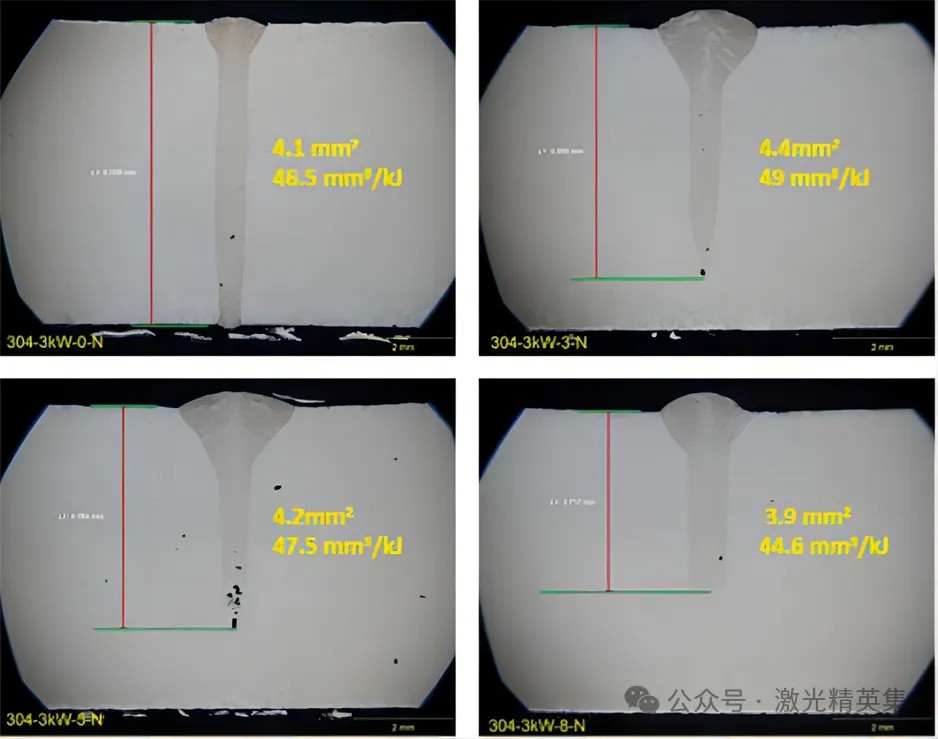
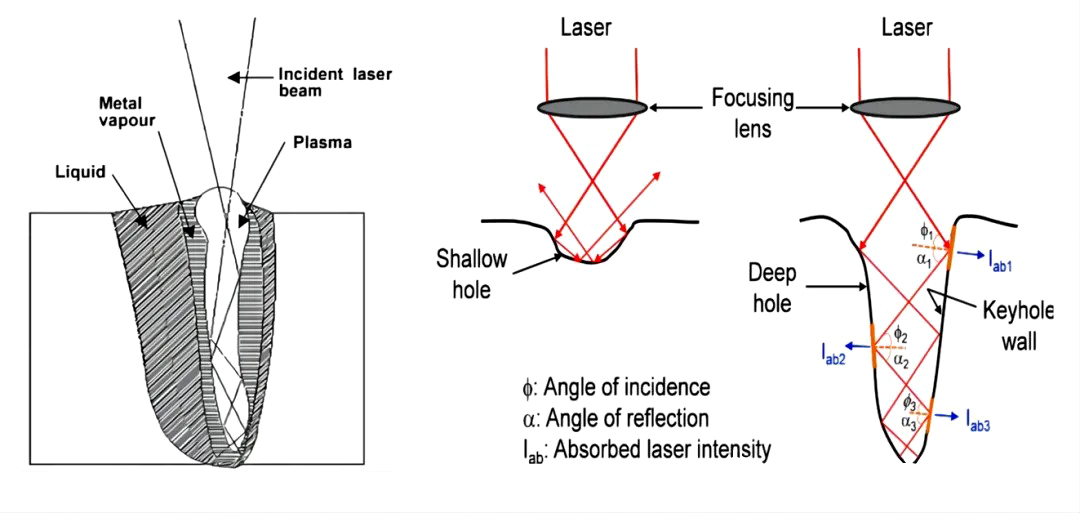
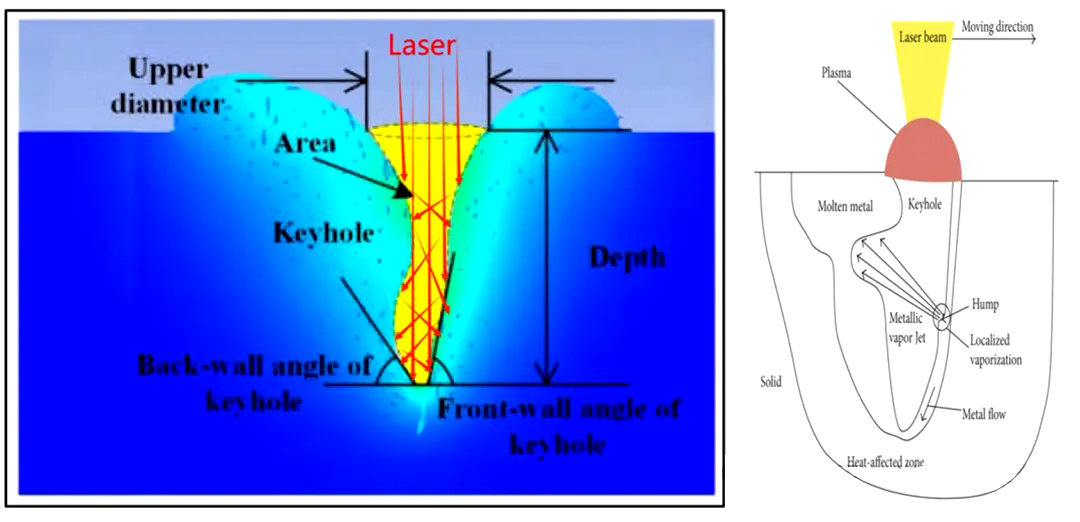
เนื่องจากการมีตัวไมโครโปโร, พลังงานแสงเลเซอร์เจาะเข้าไปในวัสดุ, สร้างเย็บที่ลึกและแคบนี้. ภาพด้านบนแสดงลักษณะส่วนข้ามที่เป็นปกติของเย็บเจาะลึกเลเซอร์ ความลึกของเย็บและความลึกของหลุมกุญแจ
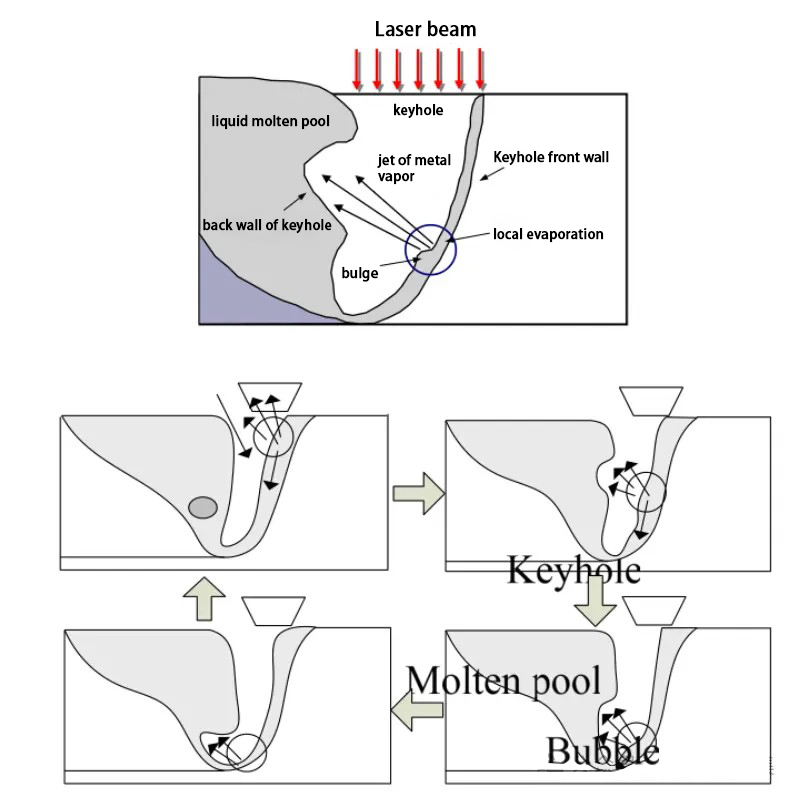
ความไม่มั่นคงของหลุมลุ้นระหว่างกระบวนการผสมผสานเป็นสาเหตุหลักๆจากการระเหยของโลหะในพื้นที่ในผนังหน้าหลุมลุ้น
1) การระเหยในท้องถิ่นทําให้ก๊าซป้องกันกระจาย
2) การเผาไหม้ของธาตุสับสน
3) ระหว่างการปั่นเลเซอร์ของอลูมิเนียมและสับสนองของมัน ความละลายของไฮโดรเจนในอลูมิเนียมลดลงอย่างมากในระหว่างกระบวนการเย็น
3.การวิเคราะห์การดูดซึมพลังงานเลเซอร์ในหลุมล็อค
ก่อนการสร้างรูเล็กและพลาสมา พลังงานเลเซอร์ส่วนใหญ่จะโอนไปยังส่วนในของชิ้นงานผ่านการนําความร้อน กระบวนการผสมเชื่อมเป็นส่วนหนึ่งของการเชื่อมต่อการนํา (ภายในความลึกการละลาย 0.5 มม) และอัตราการดูดซึมของวัสด กระบวนการปั่นกลายเป็นการปั่นเจาะลึก (ความลึกในการละลายมากกว่า 0.5mm) , และอัตราการดูดซึมสามารถถึง 60 ~ 90% หรือมากกว่า อิฟเฟ็คต์หลุมกุญแจมีบทบาทสําคัญมาก ในการเสริมการดูดซึมของเลเซอร์ในกระบวนการแปรรูป เช่น การเชื่อมเลเซอร์ การตัดและการเจาะ แสงเลเซอร์ที่เข้าสู่หลุมล็อกเกือบจะถูกซับซ้อนโดยสิ้นเชิง
โดยทั่วไปเชื่อว่ากลไกการดูดซึมพลังงานของเลเซอร์ในหลุมกุญแจประกอบด้วยกระบวนการสองกระบวนการ: การดูดซึมแสงเบรมสตรีลล์กลับ และการดูดซึมแสงฟรีสเนล
3.1 การดูดซึมของฟรีเนล
การดูดซึมแฟรสเนล (freesnel absorption) คือกลไกการดูดซึมของผนังหลุมกุญแจสําหรับเลเซอร์ ซึ่งอธิบายถึงพฤติกรรมการดูดซึมของเลเซอร์ภายใต้การสะท้อนหลายครั้งในหลุมกุญแจ เมื่อเลเซอร์เข้า
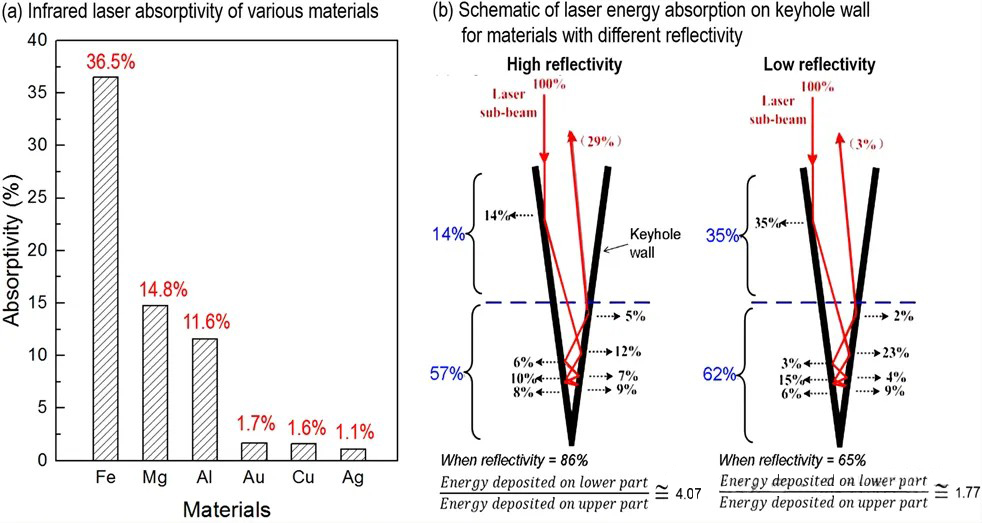
จากแผนภูมิทางซ้าย เราเห็นได้ว่า อัตราการดูดซึมของเหล็กสําหรับเลเซอร์อินฟราเรด เป็นประมาณ 2.5 เท่าของแม็กนีเซียม 3.1 เท่าของอลูมิเนียม และ 36 เท่าของทองเงิน และทองแดง สําหรับวัสดุที่มีความสะท้อนแสงสูง การสะท้อนแสงเลเซอร์หลายครั้งในรูเล็กเป็นกลไกหลักในการดูดซึมพลังงานในกระบวนการผสมเลเซอร์หลอมลึก
อัตราการดูดซึมที่ต่ํา นําไปสู่ประสิทธิภาพการเชื่อมพลังงานที่ต่ํากว่าในการเชื่อมด้วยเลเซอร์ของวัสดุที่มีการสะท้อนแสงสูง (71% vs 97%) และความเข้มแข็งของการดูดซึมพลังงานที่ด้านล่างของรูเล็กในกระบวนการเชื่อ การกระจายพลังงานตามทิศทางความลึกของหลุมเล็กนั้นไม่สมดุล ซึ่งเร่งความไม่มั่นคงของหลุมเล็ก และนําไปสู่การมีขุมขวาง การหลอมรวมไม่สมบูรณ์ และการปรากฏตัวที่ไม่ดี
3.2 การดูดซึมความแข็งแรงกลับ
อุปกรณ์อีกหนึ่งของการดูดซึมรูเล็ก ๆ คือ ความแข็งแรงแบบกลับกันของพลาสโมน การดูดซึมรังสี .พลาสมาที่เกิดจากแสงไม่เพียงแค่มีอยู่เหนือช่องออกเล็ก แต่ยังเต็มช่องเล็ก. เลเซอร์เดินทางในพลาสมาระหว่างการสะท้อนสองจากผนังรู, ส่วนหนึ่งของพลังงานของมันถูกซับซ้อนโดยพลาสมา, และพลังงานที่ซับซ้อนโดยพลาสมาถูกส่ง
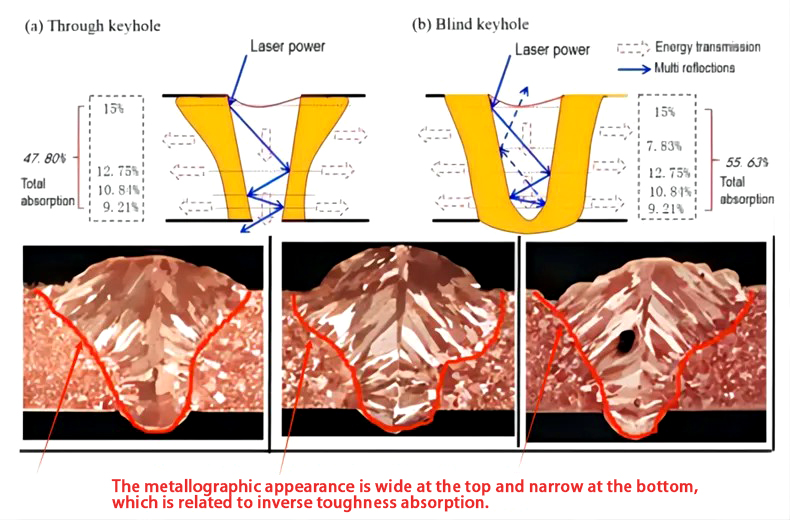
บทบาทและสัดส่วนของกลไกการดูดซึมพลังงานทั้งสอง : ระบบสองในการดูดซึมพลังงานเลเซอร์ในรูเล็ก ๆ มีผลที่แตกต่างกันต่อการสร้างเย็บสวม
•พลังงานที่ซึมซึมโดยพลาสมาส่วนใหญ่จะปล่อยในส่วนบนของรูเล็ก และน้อยกว่าจะปล่อยในด้านล่าง ซึ่งทําให้มันง่ายที่จะได้รับรูทรง "แก้วไวน์" แต่ไม่ส่งผลต่อการขยายความลึกของรู
•พลังงานที่ปล่อยออกมาจากการดูดซึมของผนังรูค่อนข้างเท่าเทียมกันในทิศทางของความลึกของรู ซึ่งเป็นประโยชน์ในการเพิ่มความลึกของรูและในที่สุดได้รับการเย็บผสมที่ลึกและแคบ
จากมุมมองของการปรับปรุงคุณภาพและประสิทธิภาพของการปั่น หากพลาสมาภายในรูเล็กสามารถควบคุมได้เพื่อให้มีประโยชน์ต่อความมั่นคงในการปั่น การปรับปรุงเลเซอร์ รูปแบบวงแหวนที่ปรับได้ และแหล่งความร้อนประกอบทั้งหมดเป็นทางออกทางเทคน
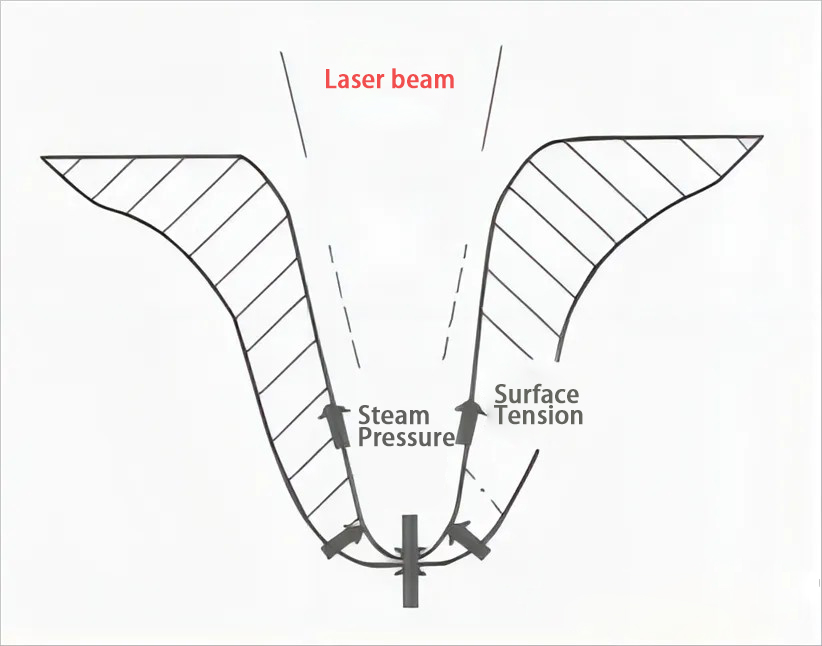
4.สมดุลความดันภายในหลุมล็อก
ในระหว่างการผสมผสานละเอียดด้วยเลเซอร์ วัสดุจะปั๊มเป็นระดับดราม่าตาก และแรงกดขยายของควาบที่มีความร้อนสูงจะผลักดันโลหะเหลวไปข้างๆ สร้างรูเล็ก ๆ ภายในรูเล็ก นอกจากแรงกดของวัสด
5. ความไม่มั่นคงของหลุมล็อก
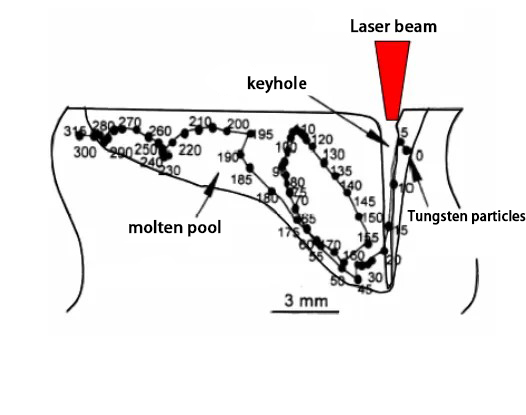
เมื่อเลเซอร์กระทําบนผิวของวัสดุ, ปริมาณมากของโลหะระเหย, ความดันการสับสนดันสระเหลวลง, สร้างหลุมกุญแจ, รวมถึงพลาสมา, ซึ่งเพิ่มความลึกของการละลาย.ระหว่างกระบวนการเคลื่อนไหว, เมื่อเล
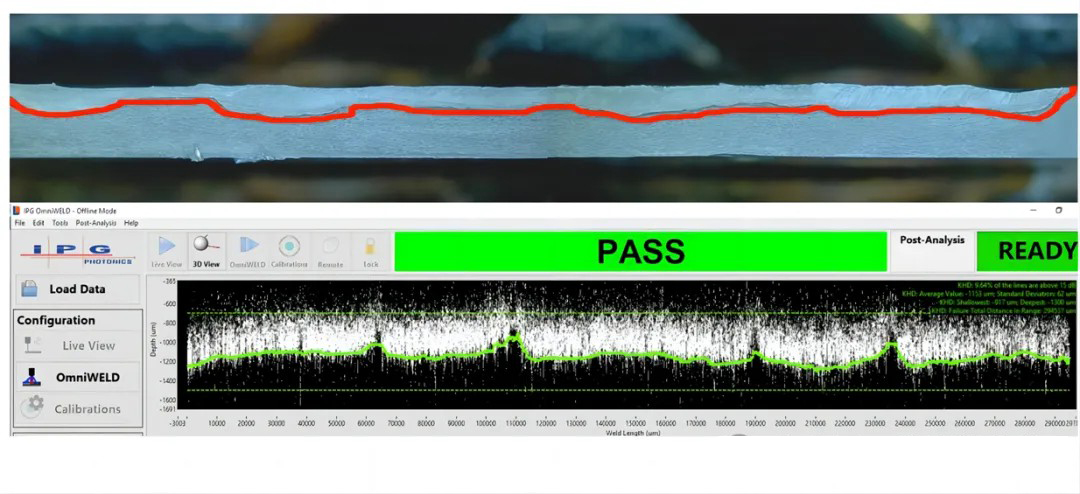
ภาพส่วนของศูนย์กลางของสายผสมผสานที่ได้รับจากการตัดตามระยะยาวตามศูนย์กลางที่ขนานกับสายผสาน และแผนภูมิการเปลี่ยนแปลงความลึกของหลุมกุญแจที่วัดในเวลาจริงโดย ipg-ldd ยืนยันเรื่องนี้
6.ความสับสนระยะเวลาของหลุมกุญแจ
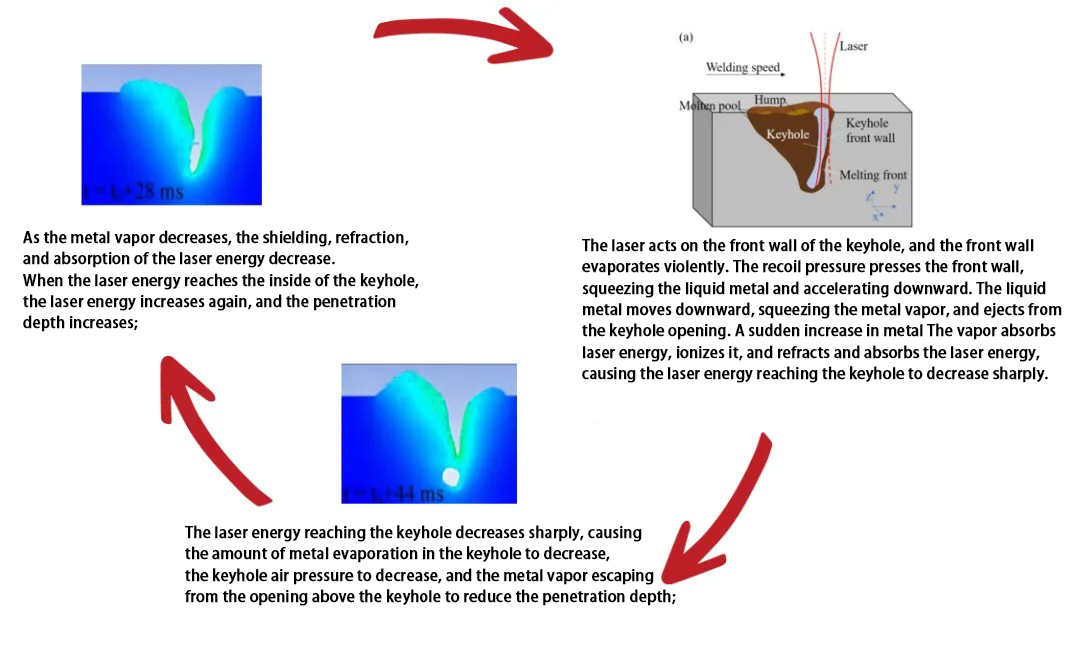
1. เลเซอร์ทํางานบนผนังหน้าของหลุมกุญแจ ส่งผลให้ผนังหน้าระเหยอย่างรุนแรง ความดันการสับสลัดกดลงบนผนังหน้า, กดโลหะเหลวเพื่อเร่งการเคลื่อนไหวลงไป. การเคลื่อนไหวลงของโลหะเหลวกดล
2. การลดลงอย่างฉับพลันของพลังงานเลเซอร์ที่ถึงหลุมล็อกช็อต ส่งผลให้มีการลดลงของปริมาณของโลหะการเหยื่อในหลุมล็อกช็อต.
3. เมื่อปริมาณของควาบโลหะลดลง การป้องกัน การสลาย และการดูดซึมของพลังงานเลเซอร์ลดลง ทําให้พลังงานเลเซอร์ที่ถึงด้านในของหลุมกุญแจเพิ่มขึ้นและความลึกของการละลายเพิ่มขึ้น
7.หลุมกุญแจกดกยับยั้งทิศทางของคลื่น
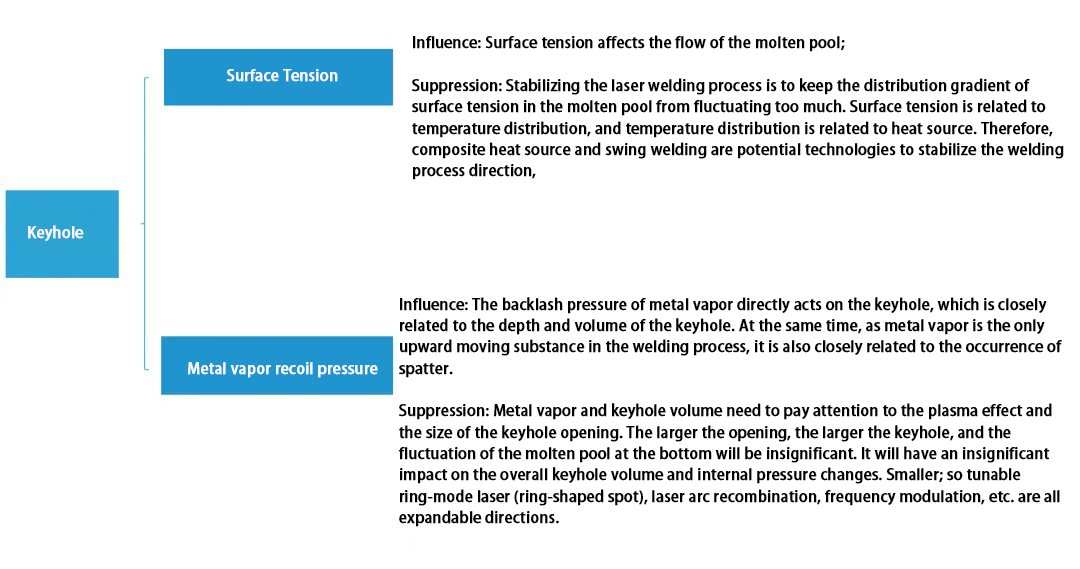
1) ความเครียดบนผิว
อิทธิพล: ความเครียดบนผิวมีผลต่อการไหลของสระหลอม
การยับยั้ง:การทําให้กระบวนการผสมด้วยเลเซอร์มั่นคง มีการรักษาการกระจายความตึงระยับบนพื้นผิวในสระละลายโดยไม่ต้องมีการเปลี่ยนแปลงเกินขั้น. ความตึงระยับบนพื้นผิวเกี่ยวข้องกับการกระจายอุณหภูมิ ซึ่งในทางกลับกัน
2) ความดันการสับสนของระเหยโลหะ
อิทธิพล:แรงดันการสับสนของควันโลหะมีผลต่อการเกิดของหลุมกุญแจโดยตรง และเกี่ยวข้องอย่างใกล้ชิดกับความลึกและปริมาตรของหลุมกุญแจ
การยับยั้ง:ความสัมพันธ์ระหว่างปั๊มโลหะและปริมาณหลุมล็อกต้องใส่ใจต่อผลของพลาสมาและขนาดของช่องล็อก ดังนั้น เลเซอร์แบบแหวนที่ปรับได้ (จุดทรงแหวน) การผสมเลเซอร์-วงโค้ง การปรับความถี่ เป็นต้น เป็นแนวทางในการขยายตัวทั้งหมด