 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Главная страница
- Продукция
- О Нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Свяжитесь с нами

АННОТАЦИЯ: Целью работы является изучение оптимальной технологии лазерной сварки алюминиевого сплава 6063 с целью повышения прочности сварных точек, учитывая, что прочность алюминиевого сплава 6063, сваренного импульсным лазером, недостаточна и не соответствует требованиям...
Свяжитесь с нами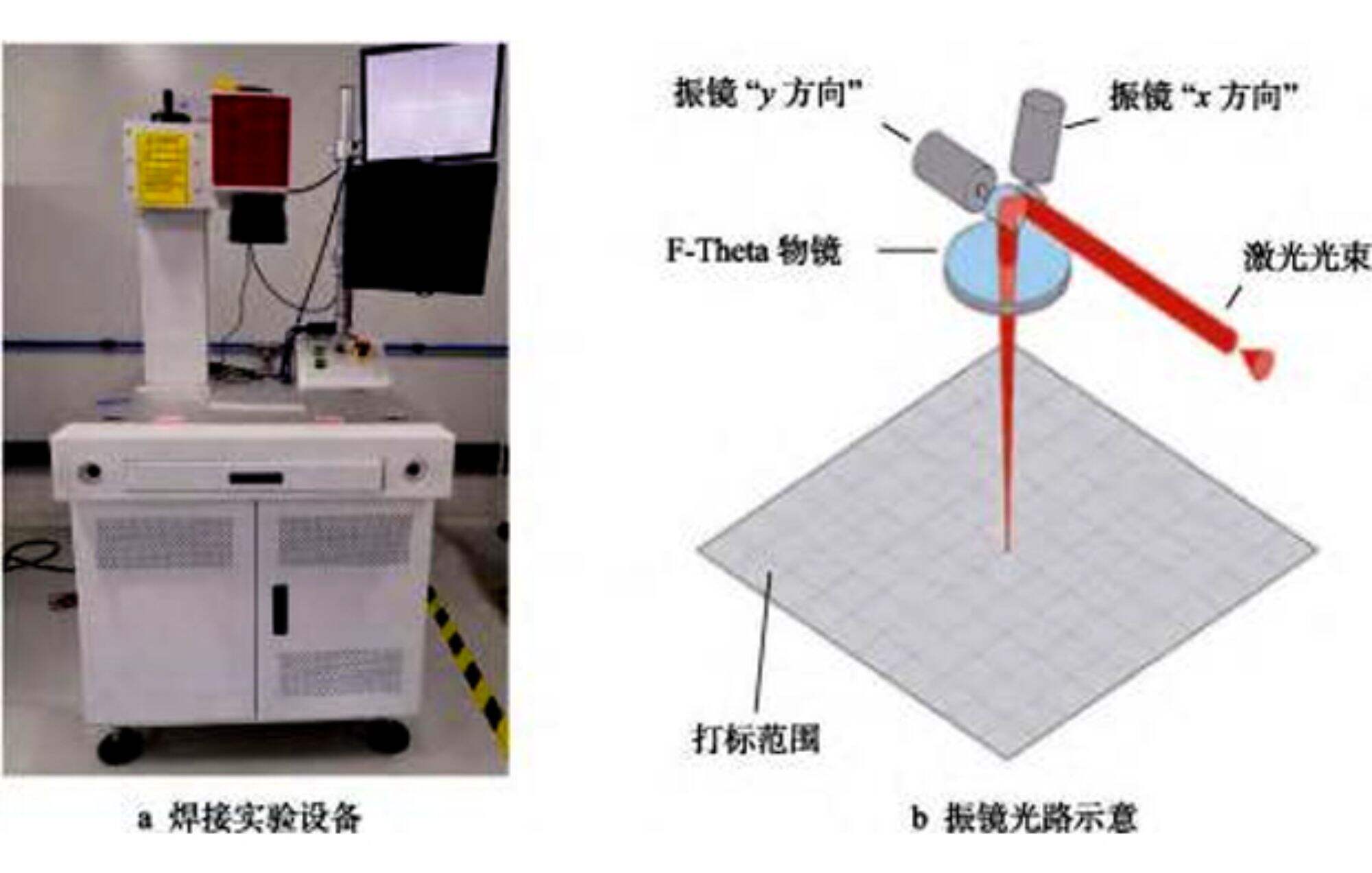
Реферат :Цель работы — изучить оптимальную лазерная сварка схему процесса для алюминиевого сплава 6063 с целью повышения прочности точечного сварного соединения, учитывая, что прочность сплава 6063, сваренного импульсным лазером, низка и не соответствует реальным требованиям. Была использована однорежимный волоконный лазер для сварки алюминиевого сплава 6063, при этом спиральные точки образовывались тончайшей линией вместо одиночного импульса лазерная точечная сварка . ортогональный эксперимент был проведен на мощность лазера, скорость сварки и дефокусирование для получения оптимальных параметров. посредством анализа внешнего вида и микроструктуры сварки была объяснена причина увеличения напряжения точки сварки. когда мощность лазера была 70 Вт, скорость сварки
Ключевые слова :алюминиевый сплав 6063; одно模овый волоконный лазер; лазерная сварка ; напряжение
Алюминиевые сплавы имеют преимущества легкого веса, высокой прочности, легкой обработки и формы и хорошей коррозионной стойкости. они широко используются в таких отраслях промышленности, как аэрокосмическая, аппаратная и автомобильная промышленность. с развитием науки и технологий, были пред
Алюминиевый сплав имеет высокую рефлективность к лазерам, требуя более высокой лазерной энергии для достижения сварки. Кроме того, элементы с низкой температурой плавления, такие как mg и zn в алюминиевых сплавах, склонны сгореть, что приводит к
Изделие использует 1000 В однорежимный волоконный лазер для сварки спиральной проволоки, образуя место сварки. путем оптимизации параметров процесса достигается максимальная прочность на растяжение точки сварки. он также сравнивается с прочностью на растяжение точек сварки
1 эксперимент сварки
1.1 материалы
Материал - алюминиевый сплав, со степенью 6061, и толщиной 0,5 мм. химический состав материала показан в таблице 1. разрезать материал на 200 мм х 100 мм пластины, очистить с помощью алкоголя и воды, и отложить в сторону. метод сварки - лапная сварка, и зажи
Таблица 1Химический состав 6061Алюминиевого сплава (массовая доля) %
|
АЛ |
Mg |
Si |
Фэ |
Мд |
Кр |
Mn |
- Нет. |
|
маржа |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 Оборудование
Экспериментальное оборудование использует однорежимный волоконный лазер, произведенный ipg для сварка , диаметром волокна 0,14 мкм, и средней мощностью 1000 В. экспериментальная платформа в основном состоит из лазера, компьютера, системы оптического пути и системы управления, как показано на рисунке 1а. лазер отражается сканирующим гальванометром и фокусируется на рабочей плоскости источник после фокусировки лазерного луча системой оптического пути размер пятна составляет примерно 0,4 ~ 1,0 мм. Электронный тестер на протяженность, производимый компанией Jin Huaxing Experimental Equipment Co., Ltd (модель: WDH-10), используется для испытания протяженности шва сварки. Внешний вид сварки проверяется металлографическим микроскопом, с маркой Beijing North Star и номе
Фиг.1 экспериментальная платформа
2 Эксперименты и результаты лазерного сварного процесса
2.1 Сравнение графического дизайна и внешнего вида сварки
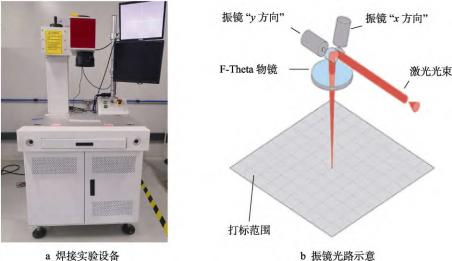
Импульсный лазерная точечная сварка использует 500-ваттный лазер Nd: YAG для сварки, с параметрами сварки требование диапазона 0,6 ~ 0,8 мм. лазерная точечная сварка лазер излучает импульс, который действует на материал, образуя схема места сварки показана на рисунке 2а. Из-за фокусированного места однорежимного волоконного лазера, который составляет всего 0,28 мм, лазер в результате сварки, проходящей по спирали, пучок образует сварочное пятно диаметром 0,8 мм. и спираль имеет 4 поворота. есть определенная степень лазерного перекрытия между каждым схема сварки с помощью лазера точка сварки показана на рисунке 2b.появление импульсной лазерной точечной сварки показан на рисунке 2с, и внешний вид места сварки, образованного спиралью, показан на рисунке 2d. размер двух точек сварки почти идентичен, и нет значительную разницу можно наблюдать визуально.

Рисунок 2 и вид сварочных пятен
2.2 Ортогональный эксперимент процессовых параметров
Основные параметры обработки для импульсирующих лазерная точечная сварка включающими пиковую мощность лазера мощность, ширина импульса и количество дефокуса. проведён на 0,5 мм 6061 алюминиевой сплаве. пиковая мощность относительно мала, в результате чего место сварки меньше тяговая сила 3 н. Когда пиковая мощность лазера 3600 w, есть брызги на поверхности сварки шва, и сила тяги места сварки также низкая, при 4 н. когда ширина импульса 3 мс, диаметр места сварки меньше, а сила тяги меньше, при 3 н. Когда ширина импульса составляет 9 мс, диаметр точка сварки 0,9 мм, что превышает диапазон сварки на 0,6 ~ 0,8 мм. когда дефокус 0, из-за большого плотность мощности, есть брызги на сварной шва, и внешний вид не однако, когда дефокус составляет 6 мм, из-за резкого падения плотность мощности, сила тяги на точка сварки ниже, при 4 n. три уровня эти факторы показаны в таблице 2.
Таб.2 Факторы и уровни импульсной лазерной точечной сварки
|
номер |
фактор |
||
|
Пиковая мощность/w |
B ширина импульса/мс |
C количество дефокуса/мм |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
Основными параметрами процесса однорежимной лазерной спиральной сварки из волокон являются средняя мощность лазера, скорость сварки и размеры дефокуса, когда средний лазер мощность 500 Вт, сила тяги в точке сварки ниже, при 4 н; Когда средний мощность лазера 900 Вт, некоторые материал брызги, и сила тяги на точка сварки также ниже, при 3 n; когда скорость сварки 90 мм/с, накопление тепла слишком высокий, в результате чего материал сгорает, а сила тяги в точке сварки ниже, при 5 Н ;При скорости сварки 170 мм/с накопление тепла меньше, как ширина и глубина сварки меньше, а сила тяги в точке сварки ниже, в 4 n; когда количество дефокусирования равняется 0, плотность мощности выше, вызывая брызги на сварный шва, который не может соответствовать требованиям внешнего вида; в результате резкого падения плотности мощности, тяговая сила на точка сварки ниже, при 4 n. в таблице 3 показаны факторы и три уровня.
Таб.3 факторы и уровни однорежимной лазерной спиральной сварки из волокон
|
номер |
фактор |
||
|
D средняя мощность/w |
Скорость сварки E (мм·с-1) |
C количество дефокуса/мм |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
Трехуровневый ортогональный эксперимент импульсного лазерная точечная сварка включает девять наборов ,когда пиковая мощность составляет 3000 Вт, ширина импульса 8 мс, а количество дефокусирования 1 мм, сила тяги точки сварки достигает своего пика при 17 n ,это... считаются оптимальными параметрами процесса. Для коэффициента пикового лазера мощность (а), есть три эксперимента, проведенных с уровень 1 (a=2500 w), сложить силу тяги с точки сварки от этих 3 эксперименты для получения статистического количества k1=35, при выборе уровня 2 сумма прочность на протяжении сварных точек - статистическая сумма k2=46, когда уровень 3 выбирается, сумма равна статистическое общее число k3=33, чем больше статистическое значение k, тем выше сила тяги на этом уровне ,наибольшее значение - k2 ,это указывает на то, что когда фактор a при уровне 2 (a = 3000 w) прочность на растяжение точки сварки является наибольшей; Аналогичным образом, статистическое значение k прочности натяжения точки сварки других факторы (ширина импульса, дефокус) может быть получен, как показано в таблице 4. с r, чем меньше значение r, тем меньше влияние этого фактора на прочность на тягу точка сварки ;И наоборот, чем больше значение r, тем больше влияние этого фактора. на прочность на растяжение точки сварки. из таблицы 4, это можно увидеть, что факторы влияющие на прочность натяжения точки сварки, в порядке важности: пиковая мощность, ширина импульса и дефокусировка.
Таб.4 результаты ортогонального эксперимента с импульсной лазерной точечной сваркой
|
номер |
Пиковая мощность/w |
B ширина импульса/мс |
C Дефокусированность количество/мм |
Напряжение соединительного пая/n |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
К 1 |
35 |
33 |
40 | |
|
К 2 |
46 |
36 |
31 |
|
|
К 3 |
33 |
45 |
38 |
|
|
R |
13 |
12 |
9 |
Трехфакторный, трехуровневый ортогональный эксперимент однорежимной спиральной линии лазера из волокон в целом, сварка состоит из 9 групп. скорость 160 мм/с, и размеры дефокуса 1 мм, прочность на растяжение сварки точка достигает наивысшего значения 47 n, что является оптимальным параметром процесса.
Когда средний коэффициент мощности лазера g устанавливается на уровне 1 (a=600 w), образуются в общей сложности 3 экспериментальные группы,прочность на тягу этих 3 групп точек сварки суммируются вместе, чтобы получить статистику f1=98; аналогично можно получить статистику из значения диапазона можно увидеть, что факторами, влияющими на размер сварного соединения, являются, от первичного до вторичного, дефокус, средняя мощность и скорость сварки.
2.3 Анализ внешнего вида и микроструктуры сварки
На рисунке 3a показано поперечное сечение точечной сварки в пределах оптимальных параметров процесса для импульсируемой лазерной точечной сварки, ширина поверхности сварного шва большая, но по мере увеличения глубины синтеза ширина сварного шва у
Таб.5 результаты ортогонального эксперимента с однорежимной спиральной сваркой
|
номер |
D средняя мощность/w |
E скорость сварки/ ((mm·s- 1) |
F дефокус количество/мм |
напряжение соединительного пая/n |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G 1 |
98 |
104 |
123 |
|
|
G 2 |
119 |
102 |
95 |
|
|
G 3 |
104 |
115 |
98 |
|
|
Y |
21 |
13 |
25 |
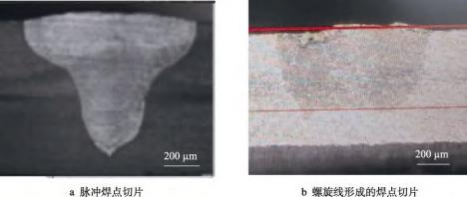
Фиг.3 поперечный сечение точки сварки
Рисунок 4а представляет металлографическую структуру 6061 алюминиевого сплава материнского материала. размер зерна неравномерен, форма нерегулярная, а зерна относительно большие, что является типичной "ал" структурой . на рисунке 4b показана микроструктура центра шва с оптимальными параметрами процесса лазерной импульсной точечной сварки. он имеет дендритическую структуру алюминиевого сплава. размер зерна значительно улучшился по сравнению с материнским материалом 6061 алюми
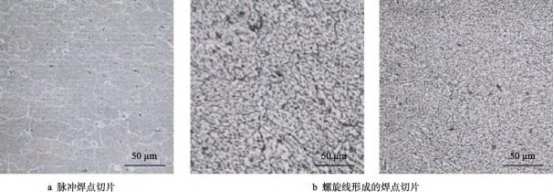
Фиг.4 микроструктура места сварки
3 заключение
6063 алюминиевый сплав был сварен отдельно с использованием методов импульсной лазерной точечной сварки и одномодной лазерной спиральной сварки, и был проведен опыт ортогональной оптимизации. максимальная сила тяги точек сварки, достигнутая импульсной ла
Появление результатов пульса лазерная точечная сварка и однорежимная лазерная спиральная сварка из волокон при оптимальных параметрах процесса практически идентична, без существенных различий; также нет заметных расхождений в металлургической структуре и размерах зернаширина шва сварки между верхним и нижним слоями материала в одноре