 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Домашняя страница
- Produkty
- O Nas
- Видео
- Применение
- Новости
- Центр Поддержки
- Связаться С Нами

0 Предисловие Сплав титана TC4 представляет собой типичный α+β двухфазный титановый сплав, обладающий низкой плотностью, высокой удельной прочностью и превосходной коррозионной стойкостью. Его превосходные эксплуатационные характеристики позволяют широко использовать его в различных...
Свяжитесь с нами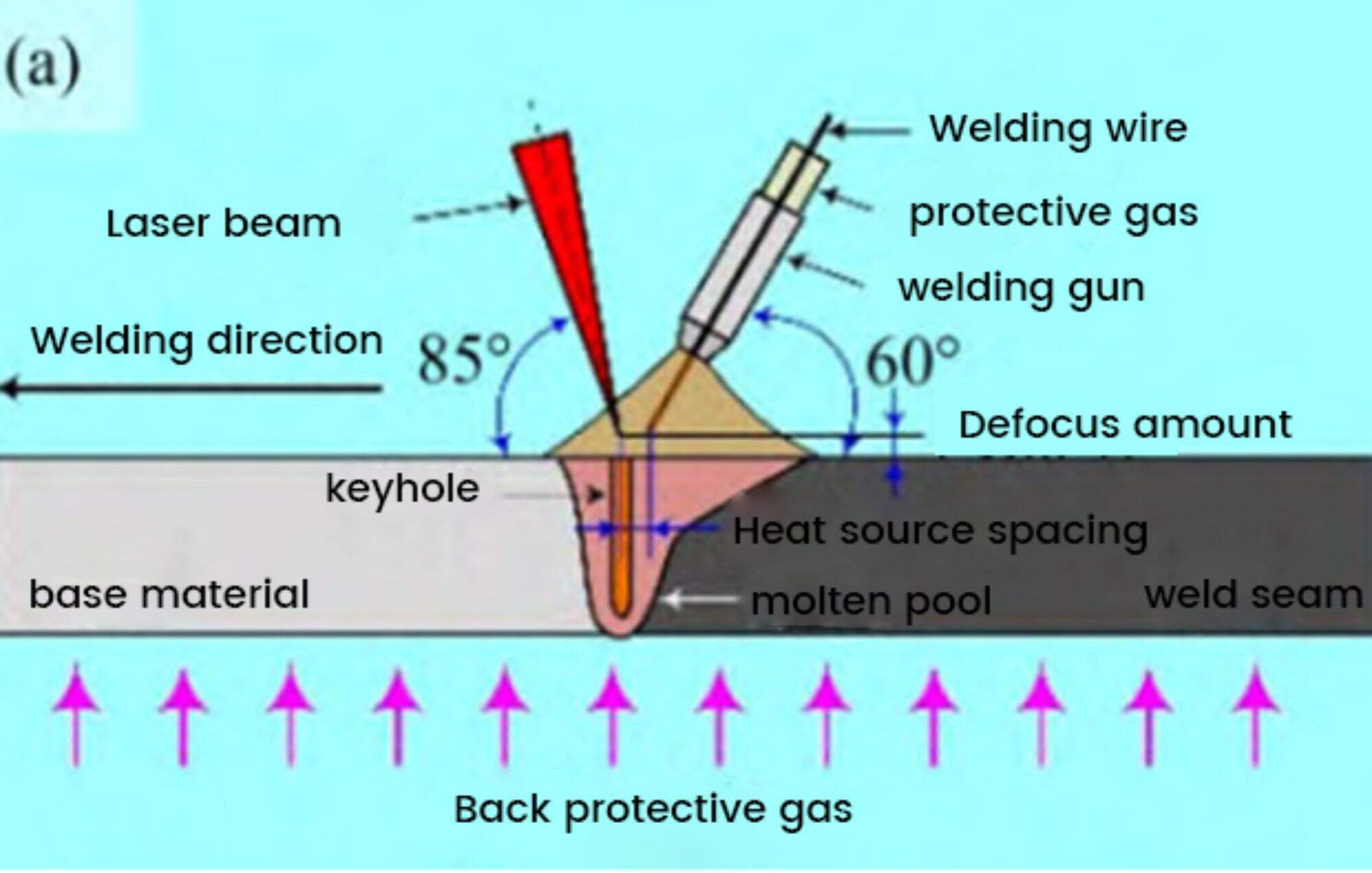
0 Преамбула
Сплав ТЦ4 — это типичный двухфазный титановый сплав α+β, обладающий низкой плотностью, высокой удельной прочностью и отличной коррозионной стойкостью. Его превосходные общие характеристики делают его широко используемым в различных областях, таких как авиакосмическая промышленность, морское инженерное дело, нефтехимическая промышленность и военное оборудование. Температура плавления титанового сплава высока, теплопроводность низкая, модуль упругости низкий, а высокотемпературная активность сильная. Сварочная обработка может легко привести к снижению пластичности соединения, хрупкости соединения и так далее, что серьезно влияет на эксплуатационные характеристики соединения из титанового сплава.
В настоящее время для сварки титановых сплавов в основном используются такие методы, как сварка вольфрама с инертным газом, сварка вольфрама с газовой дугой, сварка электронов и т.д. лазерная сварка .Веска с инертным газом из вольфрама и сварка дугой из газа из вольфрама просты в эксплуатации, низкая стоимость и гибкость. однако, они имеют низкую плотность источника тепла и медленную скорость сварки, что приводит к таким проблемам, как
Поэтому в данной работе систематически изучается микроструктура, распределение твердости, свойства тяги и электрохимические свойства коррозии 3 мм толщины титанового сплава tc4 лазерно-миг гибридного сварного соединения.
1 Материалы и методы испытаний
1.1 Испытательные материалы
В эксперименте использовались 4 мм толщины плит из титанового сплава tc4, обработанных в I-образной канаве, не оставляя пробела в швее сварки. Использованный наполнитель был сварной проволокой из титанового сплава tc4 д сварка , оксидная пленка на поверхности материала из титанового сплава удалялась механическим измельчением, а затем масляные пятна на поверхности титанового сплава удалялись путем протирания ацетоном.
Таблица 1 Химический состав базового материала и наполнителя ( вт .%)
|
Материал |
Ti |
АЛ |
В |
Фэ |
Н |
C |
О |
H |
Другое |
|
базовый материал |
матрица |
6.09 |
4.05 |
0.115 |
0.002 |
0.001 |
0.102 |
0.002 |
<0.30 |
|
Сварная проволока |
матрица |
6.24 |
4.07 |
0.048 |
0.011 |
0.006 |
0.085 |
0.0012 |
<0.40 |
1.2 Способ сварки
Эксперимент использовал дискный лазер trumpf trudisk 16003 с длиной волны 1,06 мкм; источник питания дуговой сварки использовал фрониус tps 5000 сварочный аппарат в процессе сварки использовался метод сцепления источника тепла с лазером спереди и дугой сзади. Угол между лазером и испытательной пластиной составлял 85°, а угол между сварная пушка и испытательная пластина была 60°. расстояние между источниками тепла было 3 мм.для предотвращения окисления поверхности сварки, как задняя, так и передняя часть сварки защищены высокочистым газом аргоном. скорость потока защитного газа на передней стороне свар
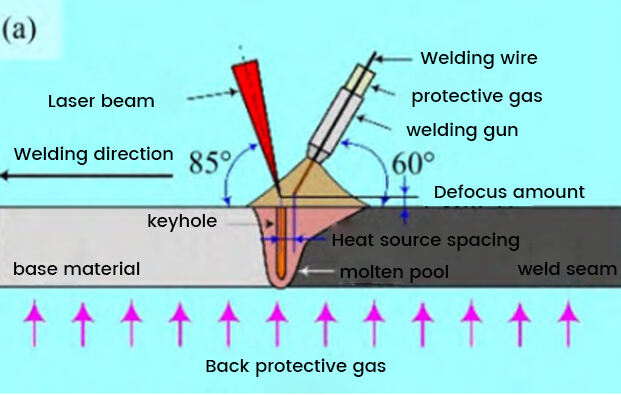
(а) устройства и методы сварки

b) защитное газовое устройство
Рис. 1 Устройство для защитного газа и схема лазерно-дуговой гибридной сварки
|
Скорость сварки/(м·мин-1) |
Мощность лазера/кВт |
Тока сварки/а |
Диаметр точки/мм |
Дефокус/мм |
|
2.5 |
4.0 |
127 |
0.6 |
+2 |
Таблица 2 Оптимизированные параметры лазерно-дуговой гибридной сварки
1.3 Методы испытаний
С помощью трехмерного видеомикроскопа keyence vhx-1000e для наблюдения макроскопической морфологии и микроскопической структуры сварного соединения;распределение твердости сварного соединения измеряется микропробоителем твердости fm-700 с нагрузкой 200 g
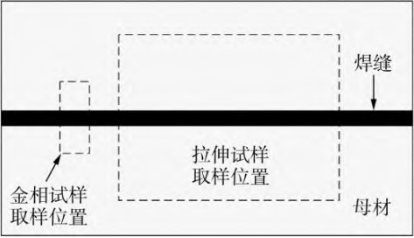
(а) позиции отбора проб металлографических образцов и образцов тяги
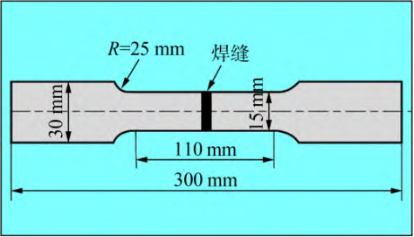
b) размеры пробы на протяжении
Рис. 2 Схемы положений отбора проб и размеров образцов для растяжения
2 Результаты испытаний и анализ
2.1 макроморфология и микроструктура сварных соединений
Макроскопическая морфология и микроскопические особенности структуры гибридного сварного соединения с лазерным сварным слиянием титана tc4 показаны на рисунке 3.Результаты испытаний показывают, что передняя и задняя части сварки имеют хорошее качество, без явных 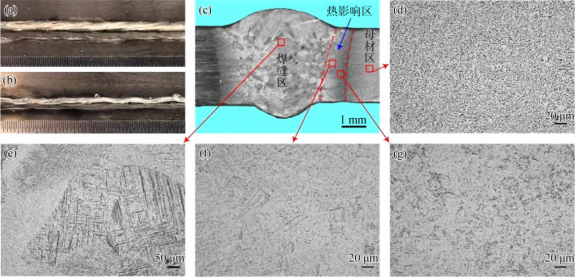
(а) формирование передней стороны сварки; (б) формирование задней стороны сварки; (в) формирование поперечного сечения сварки; (г) структура необработанного металла;
(e) структура центра сварки; (f) структура грубозернистой зоны теплозатраченной зоны; (g) микроструктура тонкозернистой зоны в теплозатраченной зоне
Рис. 3 Сварные внешние виды и характеристики микроструктуры гибридного лазерно-MIG соединения сплава титана TC4
Это происходит в основном потому, что во время процесса сварки, когда металл сварки нагревается до температуры выше температуры фазового переходного момента, он быстро охлаждается. Сплавные элементы не успевают диффузироваться, что приводит к превращению высокотемпературной Теплозатратная зона включает в себя два района: грубозернистую зону и мелкозернистую зону. Грубозернистую зону расположено рядом с линией плавления, а мелкозернистую зону - рядом с базовым материалом.Микроструктура теплозатратной зоны
2.2 Распределение твердости
Распределение микротвердости сварного соединения с композитным лазерным сварным соединением из титанового сплава tc4 показано на рисунке 4. Результаты испытаний показывают, что значение твердости в зоне сварки является самым высоким, а затем зоной, подверженной воз 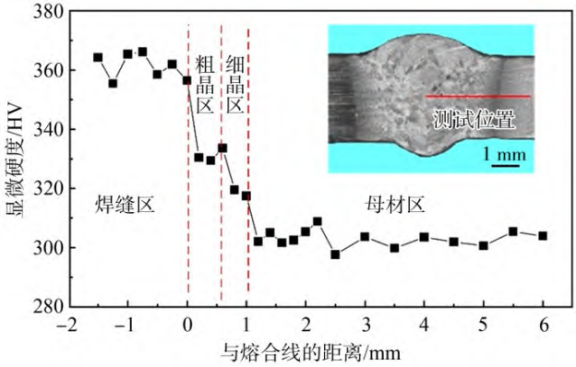
Рис. 4 Распределение микротвердости гибридного лазерно-MIG соединения сплава титана TC4
2.3 прочность на протяжении
Результаты испытаний на прочность сварного соединения из титанового сплава tc4 с гибридной сваркой tc4 с гибридной сваркой tc4 с титановым сплавом tc4 с гибридной сваркой tc4 с сваркой tc4 с гибридной сваркой
|
номер |
Прочность на растяжение/mpa |
Удлинение после перерыва/% |
местоположение перелома |
||
|
однозначная стоимость |
среднее значение |
однозначная стоимость |
среднее значение | ||
|
базовый материал |
950 |
12.5 |
—— | ||
|
T-41# |
1 043 |
1 069 |
5.1 |
5.3 |
Площадь базового материала |
|
T-42# |
1 095 |
5.4 |
Площадь базового материала |
||
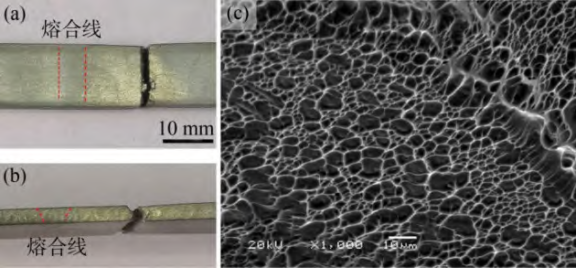
(а) местоположение перелома; (б) путь перелома; (в) морфология перелома
2.4 коррозионная стойкость
Поляризационные кривые базового материала из титанового сплава tc4 и его сварных соединений в 3,5% наcl растворе коррозионной среды показаны на рисунке 6, а параметры поляризационной кривой показаны в таблице 4. На рисунке 6 и таблице 4 можно увидеть 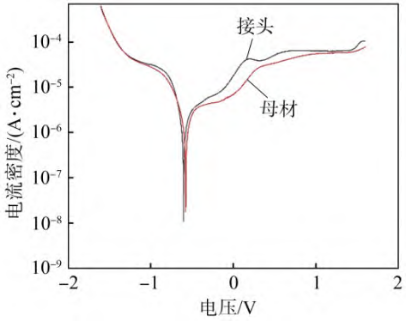
Рис. 6 Поляризационные кривые сплава титана TC4 и его гибридного лазерно-MIG сварного соединения
|
Местоположение |
Потенциал коррозии/v |
Плотность тока коррозии/(A·cm-2) |
Напряжение открытой цепи/v |
|
базовый материал |
-0.591 |
0.108 |
-0.386 |
|
Сварные соединения |
-0.585 |
0.342 |
-0.229 |
Таблица 4 Потенциал коррозии и плотность тока коррозии сплава титана TC4 и его гибридного лазерно-MIG сварного соединения
По сравнению с коррозионным потенциалом основной материала титанового сплава tc4 было установлено, что он выше, чем у сварного соединения. это указывает на то, что сварный соединение с большей вероятностью подвергнется пассивации. это также показывает, что коррози
3 заключение
(1) сварка, полученная при сварке композита с лазерным мигом сплава титана tc4, имеет высокое качество, без явных дефектов сварки; центр сварки состоит в основном из грубых β-фазных колонничных кристаллов и внутризернистого α′ мар
(2) твердость наиболее высока в зоне сварного шва сварного соединения, затем в зоне, подверженной воздействию тепла, и наименьшая в зоне основного материала. Кроме того, твердость зоны с крупными зернами в зоне, подверженной воздействию те
(3) средняя прочность на растяжение сварного соединения составляет 1069 mpa, а среднее удлинение после разрыва 5,3%. Все образцы разорвались в зоне базового материала, близкой к зоне, подверженной воздействию тепла, и перелом проявлял характеристики пластического раз
(4) коррозионная стойкость сварного соединения немного выше, чем у основного материала, главным образом из-за образования ацикулярного α′ мартенсита в сварке и образования оксидной пленки на поверхности сварки.