EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Главная страница
- Продукция
- О Нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Свяжитесь с нами

0 предварительно сделанная медь имеет хорошую пластичность, высокую теплопроводность и электрическую проводимость и широко используется в аэрокосмической, морской технике, кабельных и электрических и электронных компонентах.традиционные методы сварки красной меди, такие как вольфрам
Свяжитесь с нами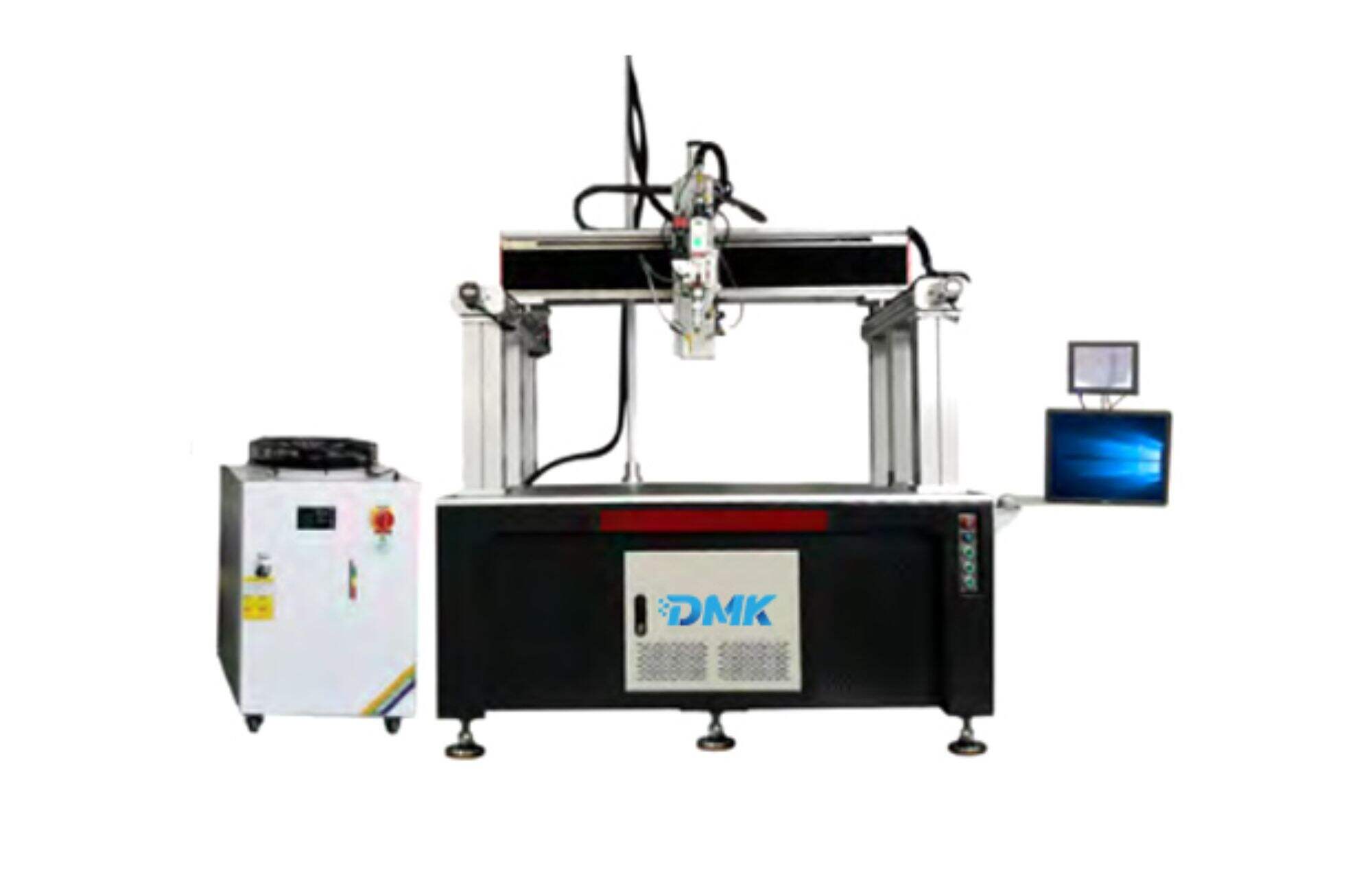
0 Преамбула
Красная медь обладает хорошей пластичностью, высокой теплопроводностью и электрической проводимостью и широко используется в аэрокосмической, морской технике, кабельных и электрических и электронных компонентах.традиционные методы сварки красной меди, такие как сварка вольфрама с ине
Лазерная сварка имеет меньший общий тепловой вход, что может значительно улучшить проблемы больших послесварных деформаций и плохой внешний вид. технология лазерной сварки быстро развилась в последние годы.из-за низкой скорости поглощения лазеров ближнего инфракрасного диапазона
Новая технология сварки полупроводниковых и волоконных лазерных композитов используется в эксперименте для лазерной сварки красной меди.
1 эксперимент сварки
1.1 Материалы для сварки и оборудование для сварки
Экспериментальный материал - красная медь толщиной 1,0 мм, длиной × шириной 100 мм × 50 мм. метод сварки - сцепление. материал, который должен быть сварлен, зажимается домашним светильником для уменьшения деформации во время сварки. сварка .
Для сварки красной меди используется композитный лазер полупроводникового лазера и волоконного лазера. длина волны полупроводникового лазера 976 нм, максимальная мощность 1000 Вт, а диаметр ядра волокна 400 мкм. волоконный лазер имеет длину волны 1070 нм,
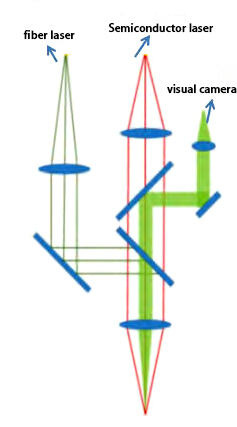 (а) схематическая схема оптического пути гибридной сварки |
 b) экспериментальное оборудование |
|
Рисунок 1 оборудование для лазерной сварки |
|
1.2Устройства для проверки сварки
Микроструктура шва сварки была протестирована и проанализирована с помощью металлографического микроскопа, модели wyj-4xbd. это было сделано для анализа влияния различных параметров процесса на микроструктуру шва сварки. прочность на растяжение шва сварки была протестирова
|
(а) прибор для испытания прочности на сварку |
b) оборудование для испытаний микроструктур сварки |
в) микрожесткость сварки |
|
Рисунок 2 Оборудование для испытаний сварки |
||
2 Анализ экспериментального процесса и результатов
2.1 влияние полупроводникового лазера на внешний вид и прочность сварки
После многочисленных предварительных экспериментов, при использовании только волоконного лазера для сварки (с полупроводниковой мощностью лазера, установленной на 0w), если мощность волоконного лазера составляет 900w и скорость сварки составляет 30 мм / с, шва просто проникнет, но он файберная лазерная сварка , внутри сварного шва все еще есть поры. это потому, что во время процесса плавления фиолетовой меди волокнистый лазер имеет большой тепловой вход в медь и высокую температуру, что значительно увеличивает растворимость водорода в воздухе в расплавленном бассейне.
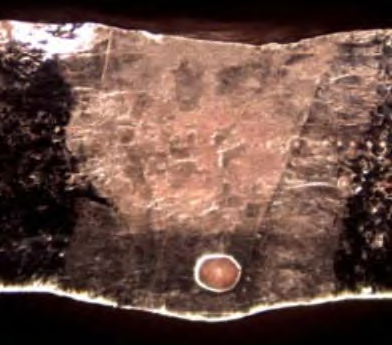
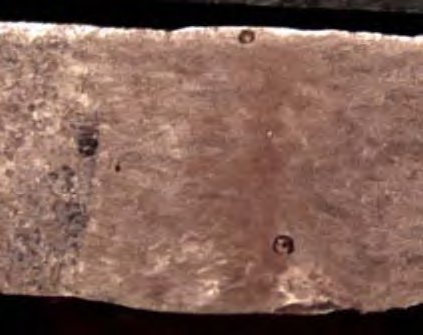
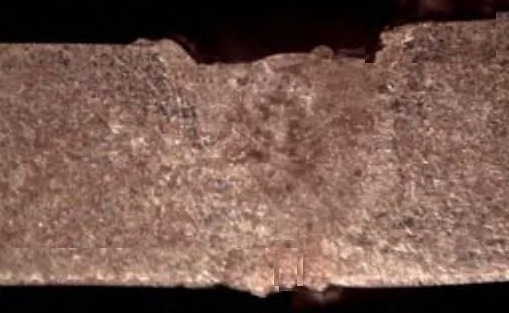
Изделие использует композитный метод сварки с использованием полупроводникового лазера и волоконного лазера. мощность волоконного лазера сохраняется постоянной в 900w, а скорость сварки - в 30mm/s. мощность полупроводникового лазера устанавливается на 600w, 800w и 1000w
|
(а) мощность полупроводникового лазера 0w |
b) мощность полупроводникового лазера 600 Вт |
|
(c) мощность полупроводникового лазера 800 Вт |
(d) мощность полупроводникового лазера 1000 Вт |
|
Рисунок 3 - вид поперечного сечения сварки |
|
Прочность натяжения сварного шва испытывается с помощью машины для испытания напряжения,когда параметры мощности лазера из волокон устанавливаются на 900w, скорость сварки на 30mm/s и размеры дефокуса на 0mm сохраняются постоянными, проводится анализ влияния мощ
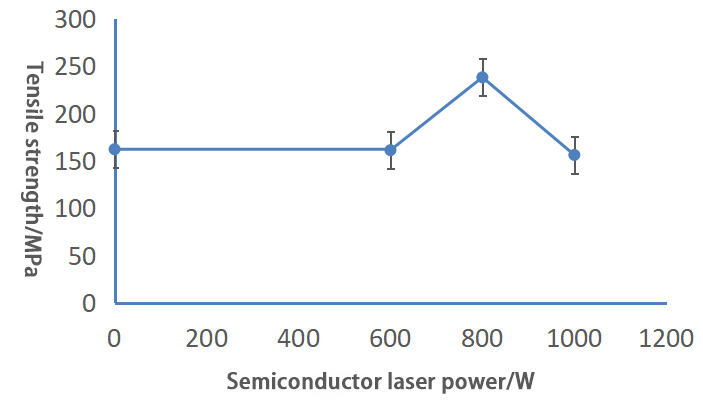
Рисунок 4 прочность на растяжение сварных соединений при различных мощностях полупроводникового лазера
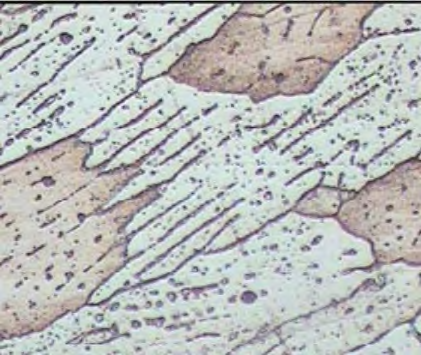
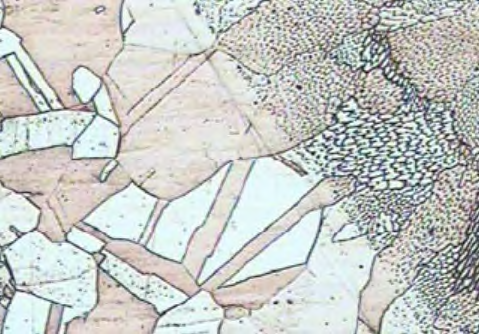
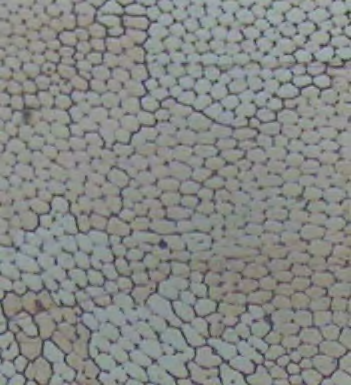
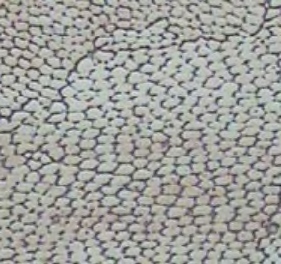
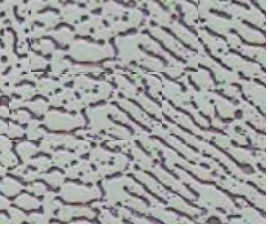
2.2 влияние полупроводникового лазера на микроструктуру сварки
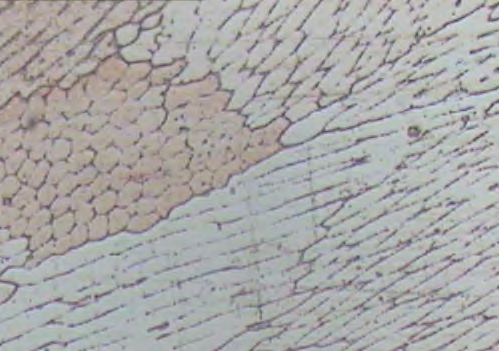
При мощности 900w, лазерная сварщица из волокон работает со скоростью 30 мм/с, с 0 мм дефокуса. микроструктурные металлографические изображения зон синтеза при различных мощностях полупроводникового лазера показаны на рисунке 5. когда мощность полупроводникового лазера установлена
|
(а) мощность полупроводникового лазера 0w |
b) мощность полупроводникового лазера 600 Вт |
|
(c) мощность полупроводникового лазера 800 Вт |
(d) мощность полупроводникового лазера 1000 Вт |
|
Рисунок 5 микроструктура зоны синтеза при различных мощностях полупроводникового лазера |
|
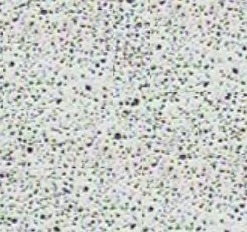
При мощности 900w, лазерная сварщица из волокон работает со скоростью 30 мм/с, с 0 мм дефокуса. микроструктурные металлографические изображения теплозатраченных зон при различных мощностях полупроводникового лазера показаны на рисунке 6. структура теплозатраченных зон
|
(а) мощность полупроводникового лазера 0w |
b) мощность полупроводникового лазера 600 Вт |
|
(c) мощность полупроводникового лазера 800 Вт |
(d) мощность полупроводникового лазера 1000 Вт |
|
Рисунок 6 микроструктура зоны, подверженной воздействию тепла при различных мощностях полупроводникового лазера |
|
При мощности 900w, скорости сварки 30mm/s и разобщенности лазера на 0mm металлическая микроструктура в центральной области сварки при различных мощностях полупроводникового лазера показана на рисунке 7, когда мощность полупроводникового лазера установлена на 0w, 600w и 800w соответ
|
(а) мощность полупроводникового лазера 0w |
b) мощность полупроводникового лазера 600 Вт |
|
(c) мощность полупроводникового лазера 800 Вт |
(d) мощность полупроводникового лазера 1000 Вт |
|
Фигура 7 микроструктура центральной области сварного шва при различных мощностях полупроводникового лазера |
|
2.3 влияние полупроводникового лазера на механические свойства сварки
При мощности волоконного лазера, установленной на 900w, скорости сварки 30 мм/с, и размещающейся на 0 мм, микрожёсткость при различных мощностях полупроводникового лазера показана на рисунке 8. по мере увеличения мощности полупроводникового лазера максимальная твердость с
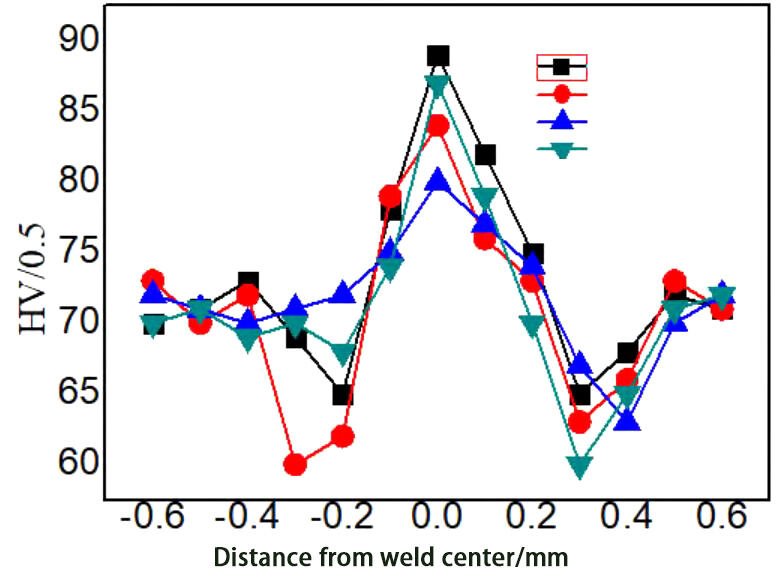
Рисунок 8 Распределение микрожесткости сварных соединений при различных мощностях полупроводникового лазера
3 заключение
По сравнению с традиционными лазерная сварка при использовании волоконных и полупроводниковых композитных лазеров, медь может быть сварена в один шаг, уменьшая процесс производства и экономия затрат на производство. Это обеспечивает ценную техническую справку для фактического производства.
Во время процесса сварки полупроводниковый лазер обеспечивает вспомогательное нагрев сварки, производя наибольшую прочность на тягу в сварке без пористости, когда мощность устанавливается на 800w. мощность полупроводникового лазера значительно влияет на микроструктуру сварки. по