 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Главная страница
- Продукты
- О НАС
- ВИДЕО
- Применение
- Новости
- Центр помощи
- СВЯЖИТЕСЬ С НАМИ

1. Принцип лазерного контроля сварочного шва. Датчик слежения за швом работает по принципу лазерной триангуляции. То есть, лазерный луч усиливается и формирует лазерную линию, проецируемую на поверхность измеряемого объекта. Отражённый...
СВЯЖИТЕСЬ С НАМИ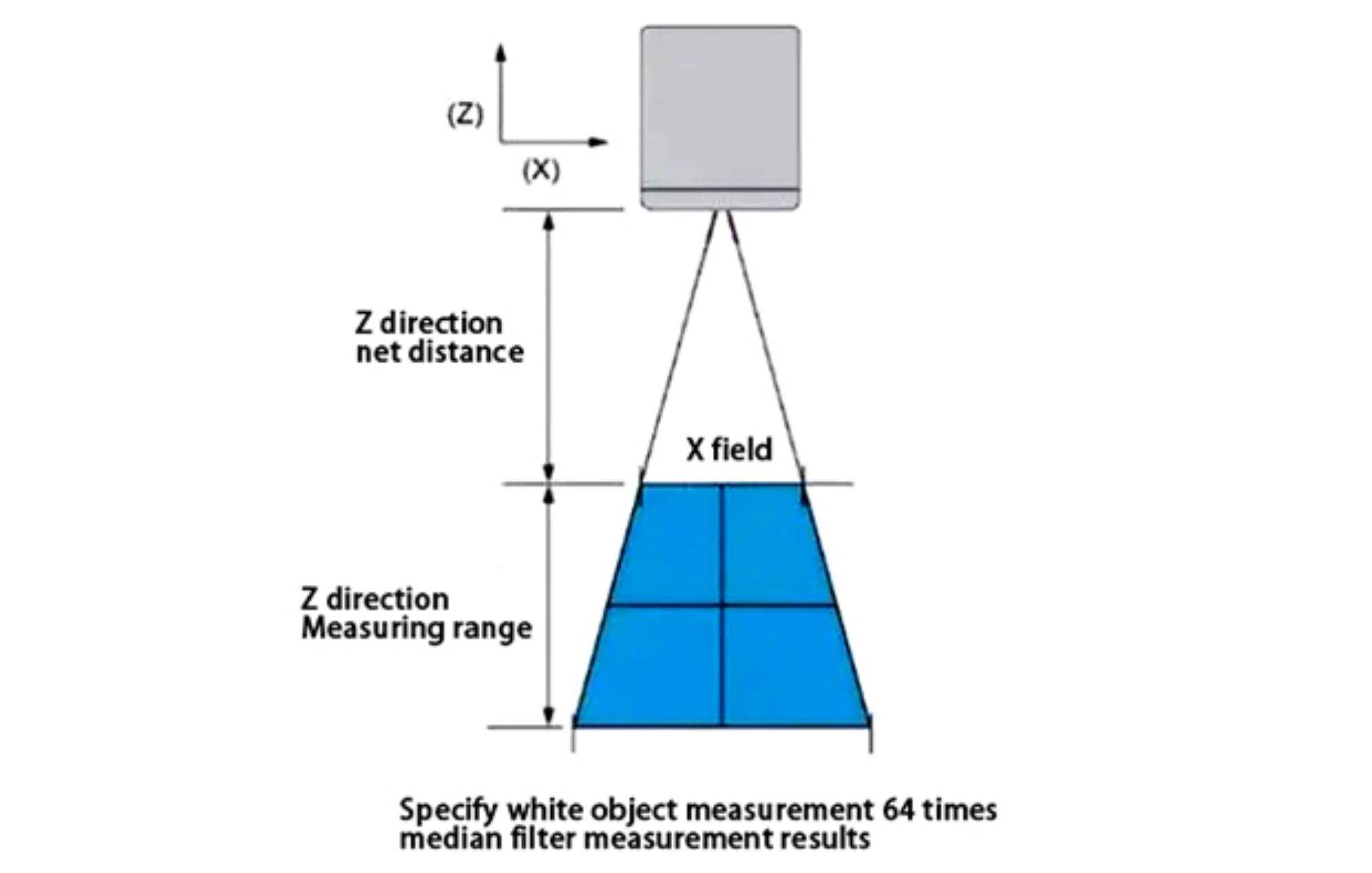
1.Лазерная слежка швов сварки пРИНЦИП
Этот лазерное отслеживание швов датчик работает по принципу лазерной триангуляции. то есть лазерный луч усиливается, чтобы сформировать лазерную линию, проецируемую на поверхность измеряемого объекта. отраженный свет проходит через высококачественную оптическую систему и проецируется на матрицу
Модель датчика и параметры
| модель |
X на месте (мм) |
З сетевое расстояние (мм) |
З Диапазон измерений (мм) |
X разрешение (мм) |
З разрешение (мм) |
Z линейный Точность (%) |
Повторять Точность (%) |
| HD6-0007 (блу-рей) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032 (блу-рей) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050 (блу-рей) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090 (блу-рей) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (красный свет и синий свет необязательно) | 150 | 300 | 175 | 0.185 | 0.047 | ± 0,3 | 0.004 |
| Hd6-0200 (красный свет и синий свет необязательно) | 200 | 350 | 125 | 0.245 | 0.064 | ± 0,3 | 0.004 |
| Hd6-0300 (красный свет и синий свет необязательно) | 300 | 550 | 210 | 0.394 | 0.126 | ± 0,3 | 0.005 |
| Hd6-0500 ((красный свет) | 500 | 400 | 400 | 0.792 | 0.254 | ± 0,3 | 0.007 |
| Hd6-0600 ((красный свет) | 600 | 500 | 400 | 0.994 | 0.365 | ± 0,4 | 0.008 |
| Hd6-0800 ((красный свет) | 800 | 600 | 500 | 1. - Посмотрите. 269 - - - | 0.408 | ± 0,4 | 0.010 |
| Hd6-1100 ((красный свет) | 1100 | 900 | 600 | 1.758 | 0.565 | ± 0,4 | 0.013 |
| Hd6-0050w ((красный свет) | 50 | 140 | 60 | 0.08 | 0.04 | ± 0,3 | 0.009 |
| Hd6-0020w ((Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((красный свет) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
Белый объект относится к лабораторному стандартному блоку, а результат измерения относится к среднему значению оси z, измеренному 64 раза в повторении.
2. понятие лазерная слежка швов сварки тЕХНОЛОГИЯ
Этот отслеживание швов датчик в основном состоит из CCD-камеры, полупроводникового лазера, защитной линзы лазера, противовыбрызгивающего бафлера и устройства охлаждения воздухом. он использует принципы оптического распространения и визуализации для получения информации о положении каждой точки в области лазерного ска
Для диапазона обнаружения, возможностей обнаружения и общих проблем во время процесса сварки существуют соответствующие настройки функции. датчик обычно устанавливается перед сварочным пистолетом на заранее определенном расстоянии (воловой), поэтому он может наблюдать расстояние от тела датчика шва к рабо
Устройство вычисляет отклонение между обнаруженным швом сварки и сварочным пистолетом, выводит данные об отклонении, а исполнитель движения корректирует отклонение в режиме реального времени, направляя сварочный пистолет для автоматической сварки. этот процесс осуществляет свя
Однако в большинстве случаев точность и консистенция заготовки и ее сборки не могут легко соответствовать требованиям крупномасштабных заготовки или крупномасштабного автоматического производства сварки. существует также влияние напряжения и деформации, вызванных перегревом.Поэтому при возникновении этих
3.компоненты и функции датчики слежения за сварным швом
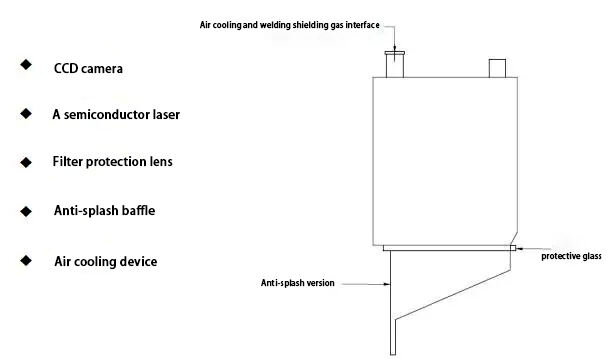
Камера с дисковым диском
Основная функция CCD-камеры в датчике слежения за сварным швом - чтение изображений. При съемке сцены с помощью CCD-камеры свет, отражаемый от объекта, передается в CCD через линзу CCD-камеры. После того, как CCD-камера
Чип управления ccd использует линии управления сигналом в светочувствительных элементах для управления током, генерируемым фотодиодами, который выводится из токовой цепи передачи. камера ccd собирает электрические сигналы, генерируемые одним процессом изображения, и выводит их вместе в усилитель
Однако данные изображения, полученные в предыдущем шаге, не могут генерировать изображение напрямую. Они должны быть отправлены в цифровой процессор сигналов (dsp). В dsp эти данные изображения проходят послепроцессию, такую как коррекция цвета, обработка баланса белого
Полупроводниковый лазер
Лазер генерируется источником света через линейный генератор, который производит энергию с равномерной плотностью, высокой линейностью и хорошей стабильностью, и выходит в прямолинейном рисунке. есть красные и синие лазеры на выбор, а длина волны, угол и ши
Линзы защиты от фильтров
Из-за пыли и брызг, образующихся во время сварного процесса, что может повлиять на сбор данных, на каждый датчик должен быть установлен защитный линза фильтра. защитный линза фильтра служит для защиты лазерной камеры с одной стороны и фильтрации света с другой. когда ее очистка линз не могут быть проигнорированы:
1) при установке необходимо носить перчатки и не оставлять отпечатков пальцев;
2) не допускать поцарапания поверхности линзы;
3) при выводе линзы держите краю линзы пальцами и не прикасайтесь к пленке;
4) для очистки линзы используйте чистую тканевую бумагу, пробную бумагу и растворитель оптического качества.
Противовыбрызгивающий баффл
Он используется в основном для блокировки помех лазеру, таких как лучевые светлые брызги, дым и пыль, чтобы сделать сенсорную систему более точной и стабильной в использовании.
Устройство для охлаждения воздухом
Из-за высоких температур во время сварки большинство систем теперь используют систему воздушного охлаждения. это делается с одной стороны, чтобы охладить датчик, а с другой стороны, чтобы продлить срок службы датчика. уровень защиты корпуса датчика ip67, а подходящая температура для использования находится между 5
Датчик выполняет онлайн-открытие общих швов сварки в режиме реального времени с помощью сложных алгоритмов программы. существуют соответствующие настройки функций для диапазона обнаружения, возможностей обнаружения и общих проблем, возникающих во время процесса сварки. устройство вычисляет
4. тип сварки
Применять процесс сварки:аргоновая дуговая сварка, лазерная сварка, лазерная гибридная сварка, плазменная дуговая сварка, сварка с защитой газа углекислого газа лазером, подводная дуговая сварка и т.д
Области применения:сосуды под давлением,автомобиль, судостроение, железная дорога, конструкция стали,варка контейнеров.
5.Развитие и перспективы
В области специальных машин, отслеживающие швы может удовлетворить различные экологические потребности, такие как сварка внутренней обшивки водонагревателей, сварка резервуаров для хранения воздушного компрессора и следовые линии на стальных цилиндрах и т. д. Импортируемые бренды в основном превосходят в
С развитием передовых технологий производства, реализация автоматизации и интеллекта слежения за сваркой стала неизбежной тенденцией. в ближайшие несколько лет, лазерный швов слежения не только потребует технологических обновлений, но и необходимо глубоко понять приложения клиентов, чтобы удовлетворить потребности пользователей и улуч