EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Главная страница
- Продукция
- О Нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Свяжитесь с нами

определение ключевого отверстия: Когда интенсивность излучения превышает 10^6Вт/см^2, при воздействии лазера поверхность материала плавится и испаряется, и когда скорость испарения достаточно велика, обратная сила...
Свяжитесь с нами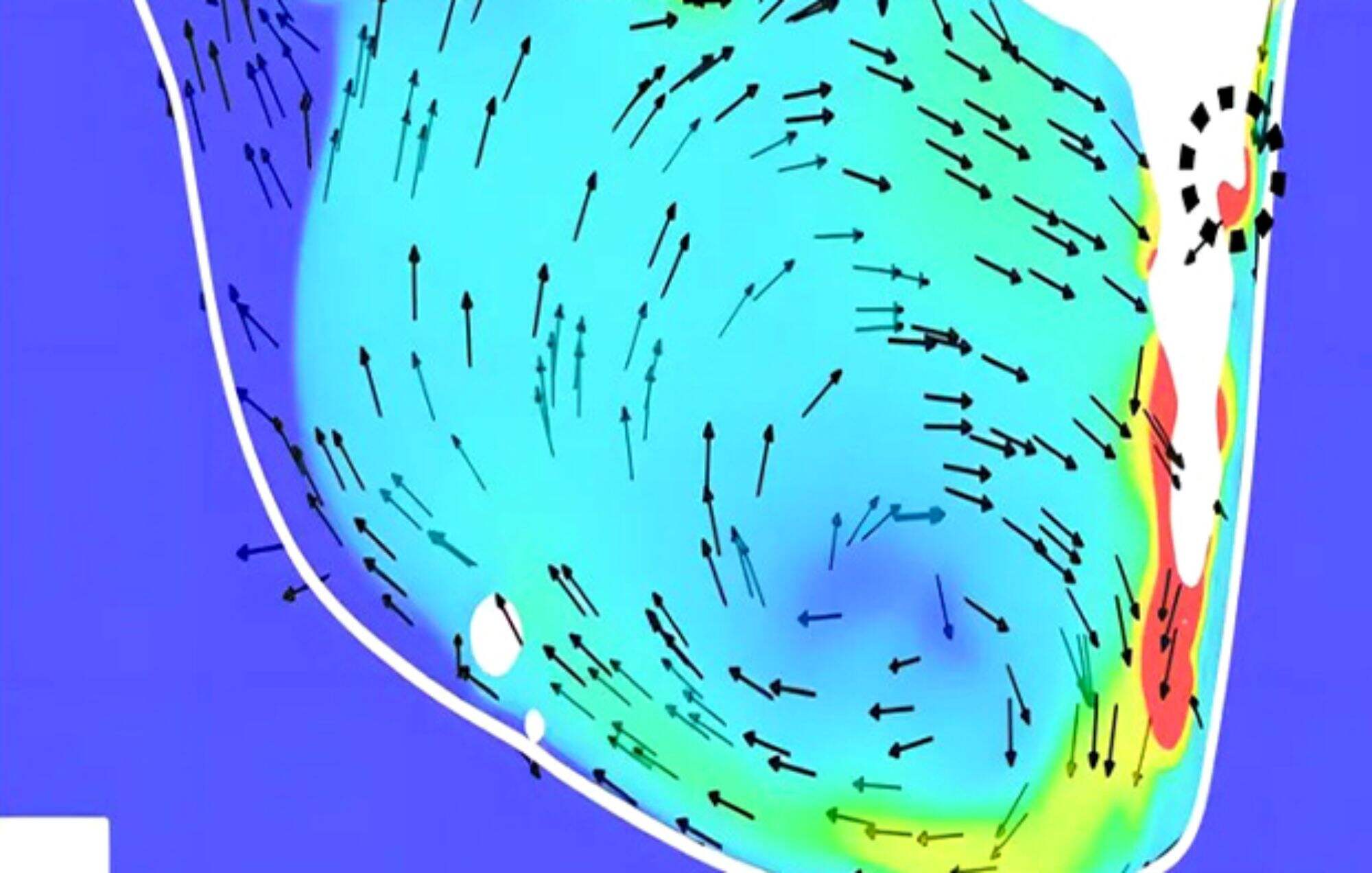
1.определение ключевой дыры
Определение ключевой дыры: когда интенсивность излучения больше 10 ^ 6w / cm ^ 2, когда поверхность материала тает и испаряется под действием лазера, и когда скорость испарения достаточно велика, давление отталкивания, вырабатываемое паром, достаточно, чтобы преодолеть поверхност
Эффект ключевой дыры в лазерная сварка относится к образованию крошечных пузырей или отверстий из-за теплового расширения материала и испарения внутренних газов во время процесса лазерной сварки. эти отверстия могут повлиять на качество сварки и прочность шва сварки.эффект ключевой дыры возникает
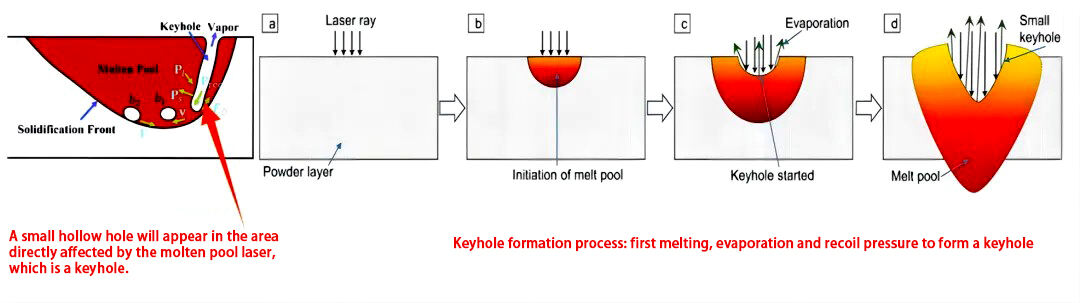
1)термальное расширение материала: высокая плотность энергии лазерного луча быстро повышает температуру в зоне сварки, в результате чего материал терморасширяется. Это приводит к образованию напряжения и деформации в зоне сварки. когда тепловое расширение сварного материала
2) испарение внутренних газов: в материале для сварки содержатся крошечные газы или примеси. Когда лазерный луч светит на область сварки, высокая температура заставляет эти газы быстро испаряться, образуя пузыри или отверстия. Эти пузыри могут препятствовать образованию свар
3)химические реакции материала: при высоких температурах сварочный материал химически реагирует с кислородом, водяным паром и другими элементами, присутствующими в окружающей среде, создавая оксиды или другие соединения.
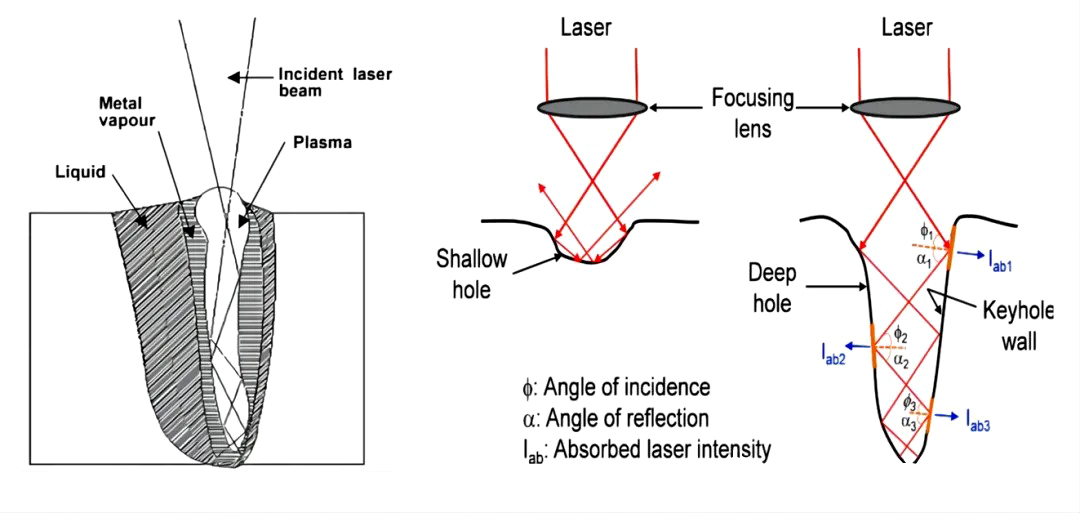
Когда давление металлического пара, вырабатываемого лазерным лучом в микропорах достигает равновесия с поверхностным напряжением и гравитацией жидкого металла, микропоры больше не продолжают углубляться, образуя глубокоустойчивую микропору. Это то, что называется "эффект
2.Образование и развитие ключевых отверстий
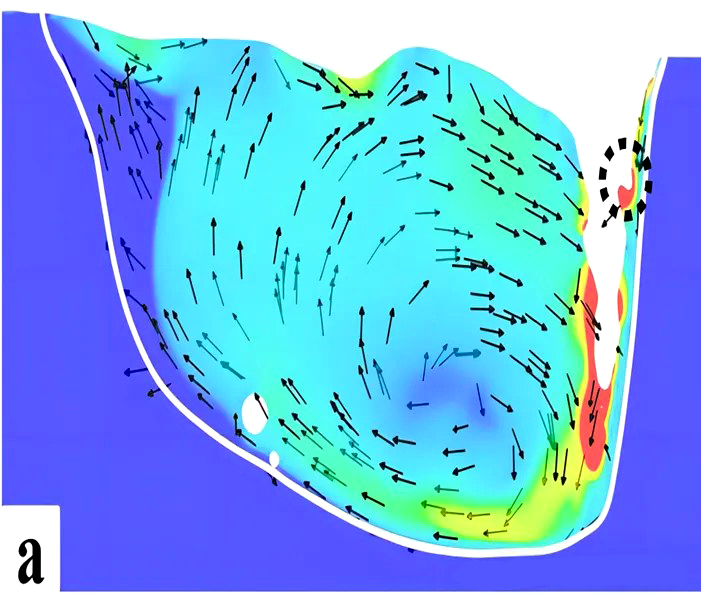
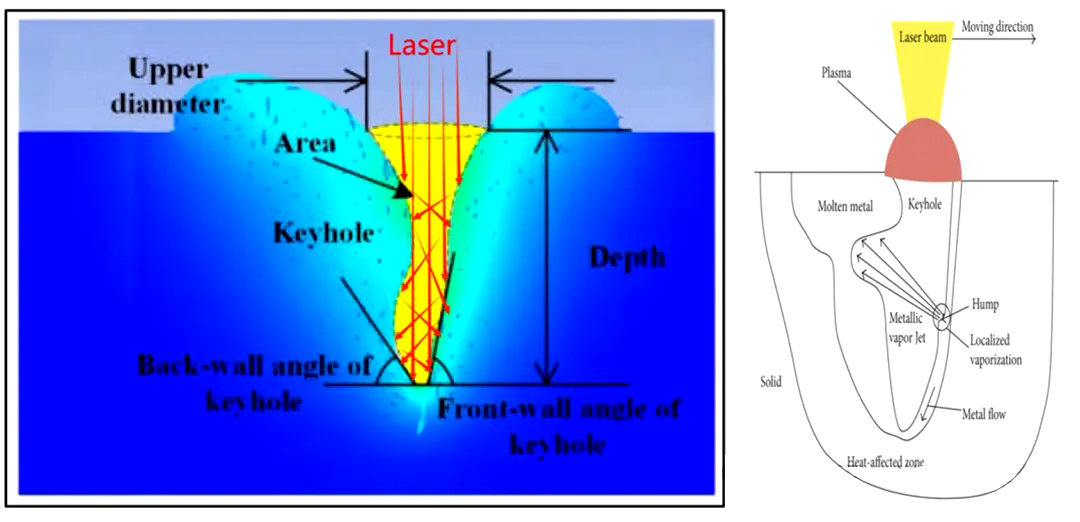
Во время процесса сварки стена ключевой ямы всегда находится в состоянии высокой колебания. тоньший слой расплавленного металла на передней стенке ключевой ямы течет вниз с колебанием стенки. любой выступающий на передней стенке ключевой ямы сильно испаря
Из-за наличия микропоров энергия лазерного луча проникает в материал, образуя этот глубокий и узкий сварный швов. на рисунке выше показана типичная морфология поперечного сечения лазерной сварки с глубоким проникновением.глубина сварки и глубина клю
Нестабильность ключевого отверстия во время сварного процесса в основном вызвана испарением местного металла в передней стене ключевого отверстия. факторами, образующими пористость, являются:
1) локальное испарение вызывает проникновение защитного газа;
2) сжигание легирующих элементов;
3) при лазерной сварке алюминия и его сплавов растворимость водорода в алюминии резко снижается в процессе охлаждения.
анализ поглощения лазерной энергии в ключевой дыре
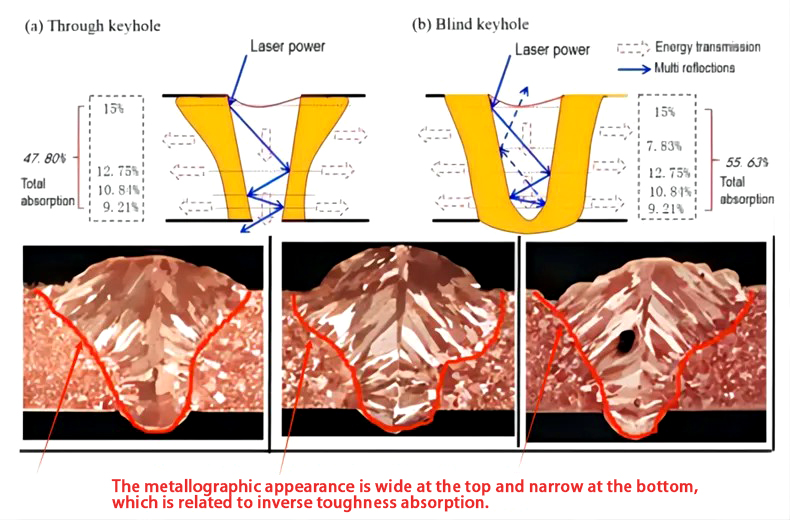
До образования небольшого отверстия и плазмы энергия лазера в основном передается внутрь заготовки посредством теплопроводности. процесс сварки относится к проводящей сварке (в пределах глубины плавления 0,5 мм), а скорость поглощения материала лазером составляет от 25 до 45%. После образования клю Процесс сварки становится глубокой сваркой с проникновением (более 0,5 мм глубины плавления) , а скорость поглощения может достигать 60 ~ 90% и более. Эффект ключевой дыры играет чрезвычайно важную роль в усилении абсорбции лазеров в процессах обработки, таких как лазерная сварка лассерный луч, проникающий в ключевую дыру, почти полностью поглощается многочисленными отражениями от стены отверстия.
В целом считается, что механизм поглощения энергии лазера в ключевой отверстии включает два процесса: поглощение обратного тормозного излучения и поглощение фреснеля.
3.1 Всасывание в фреснеле
Абсорбция фреснеля - это механизм абсорбции стены ключевой дыры для лазера, который описывает поведение абсорбции лазера при множественных отражениях в ключевой дыре. когда лазер входит в ключевую дыру, на внутренней стене ключевой дыры происходит множество
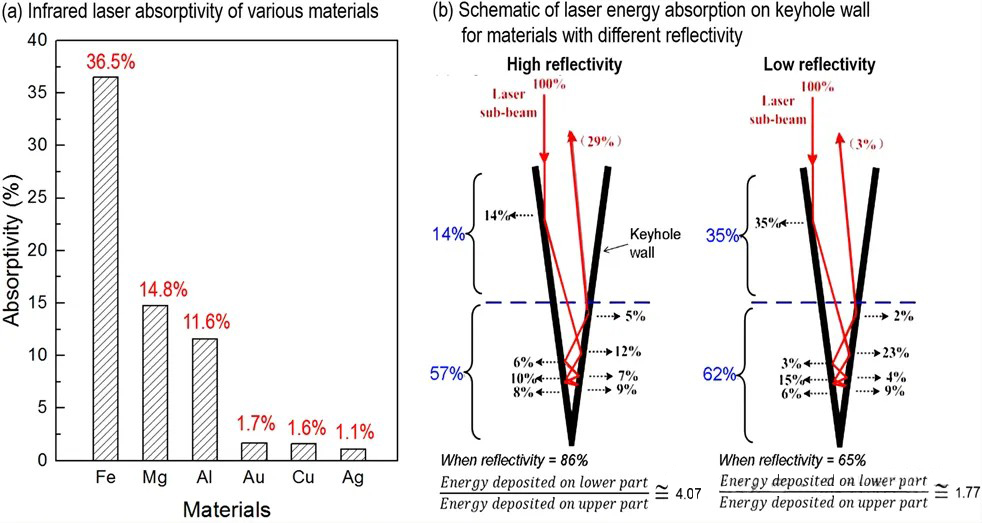
На левой диаграмме видно, что скорость поглощения стали для инфракрасных лазеров примерно в 2,5 раза больше, чем магния, в 3,1 раза больше, чем алюминия, и в 36 раз больше, чем золота, серебра и меди. Для материалов с высокой отражательной способностью множественные отражения лазерного луча в маленьком отверстии являются основным механизмом поглощения энергии в процессе лазерной сварки с глубоким плавлением.
Низкая скорость поглощения приводит к снижению эффективности энергосплавки при лазерной сварке высокоотражающих материалов (71% против 97%), а также к более высокой концентрации поглощения энергии в нижней части небольшого отверстия. распределение энергии вдоль направления глубины маленькой дыры неравновесно, что ускоряет нестабильность маленькой дыры и приводит к пористости, неполному слиянию и плохой внешности.
3.2 Восстановление прочности
Еще один механизм поглощения небольших отверстий - через плазмоническая обратная прочность поглощение излучения фотоиндуцированная плазма не только существует над выходом из маленькой дыры, но и заполняет маленькую дыру. Лазер перемещается в плазме между двумя отражениями от стенки отверстия, часть его энергии поглощается плазмой, а энергия, поглощенная плазмой, переда
Роль и соотношение двух механизмов поглощения энергии : два механизма поглощения лазерной энергии в маленьких отверстиях оказывают различное влияние на образование шва сварки.
•большая часть энергии, поглощаемой плазмой, высвобождается в верхней части маленькой отверстия, а меньшая - в нижней части, что позволяет легко получить отверстие в форме "винового стакана", но не способствует увеличению глубины отверстия.
•энергия, высвобождаемая при поглощении фрезель стенки отверстия, относительно равномерна в направлении глубины отверстия, что полезно для увеличения глубины отверстия и, в конечном счете, получения относительно глубокого и узкого шва.
С точки зрения улучшения качества и эффективности сварки, если плазму внутри небольшого отверстия можно управлять так, чтобы она была более выгодной для стабильности сварки, лазерная модуляция, регулируемый кольцевой режим и соединенный источник тепла являются потенциально эффективными техническими
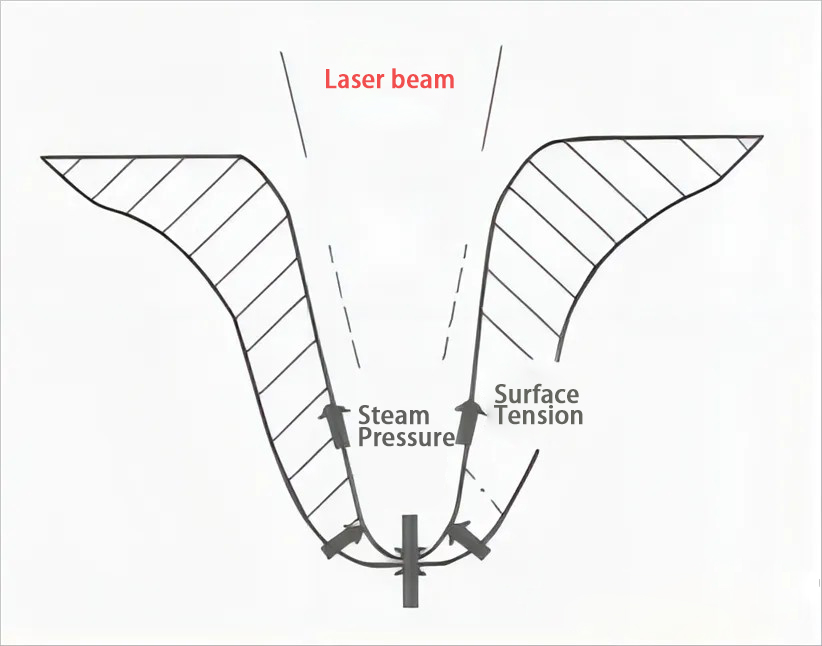
4.баланс давления внутри ключевой дыры
При лазерной сварке с глубоким синтезом материал резко испаряется, а давление расширения высокотемпературного пара отталкивает жидкий металл в сторону, образуя небольшую дыру. Внутри небольшой дыры, кроме давления пара материала и давления абляции
5. нестабильность ключевого отверстия
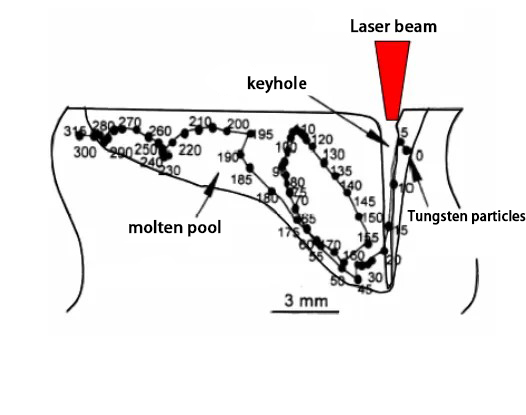
Когда лазер действует на поверхность материала, большое количество металла испаряется, давление отскока подавляет расплавленный бассейн вниз, образуя ключевую дыру, а также плазму, что увеличивает глубину плавления.во время процесса движения, когда лазер поража
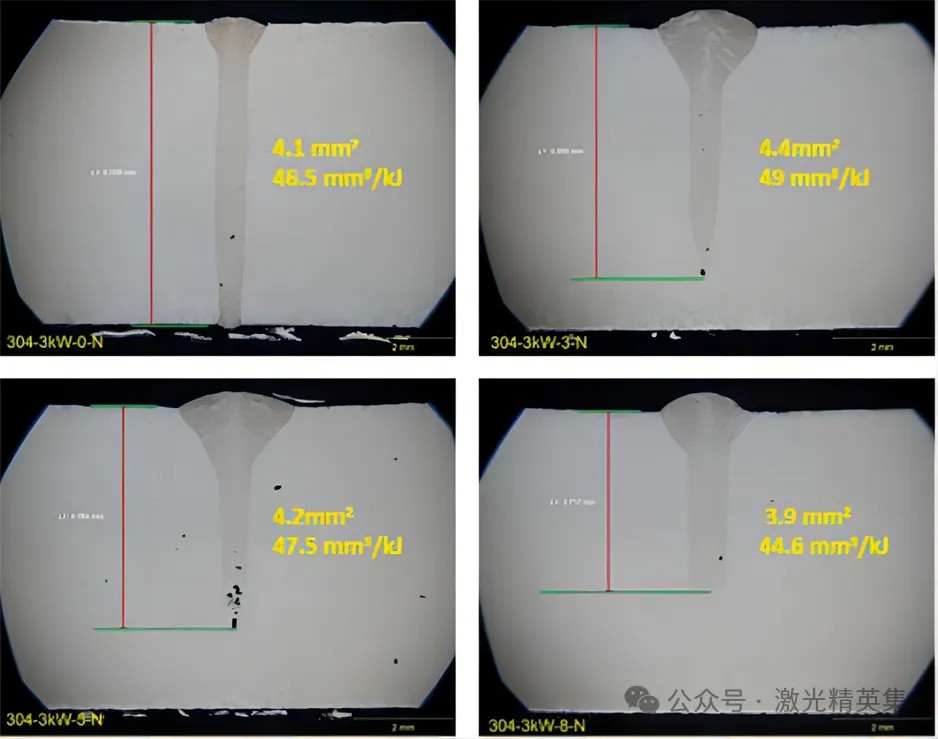
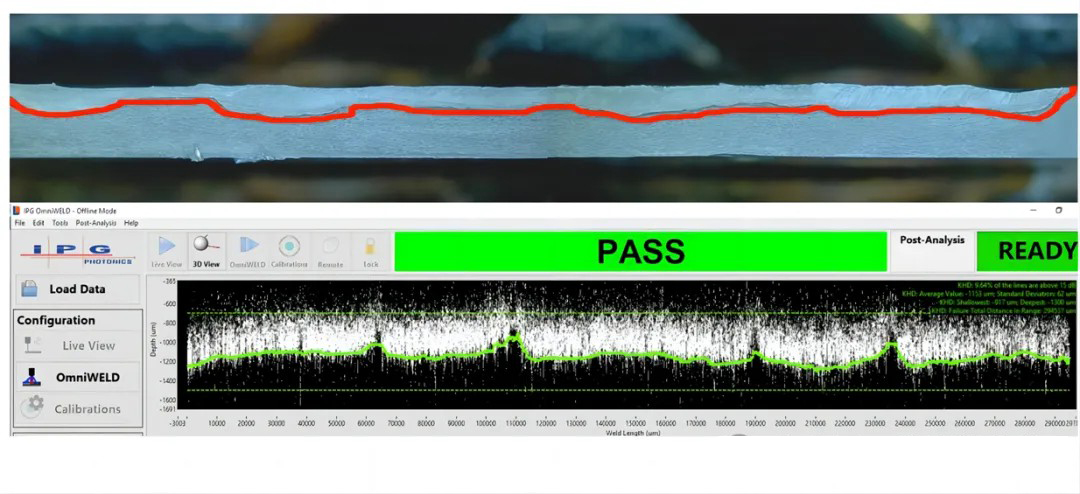
Это подтверждает разделный вид центра шва сварки, полученный путем продольного резания по центру параллельно шву сварки, а также диаграмма изменения глубины ключа, измеренная в режиме реального времени ipg-ldd.
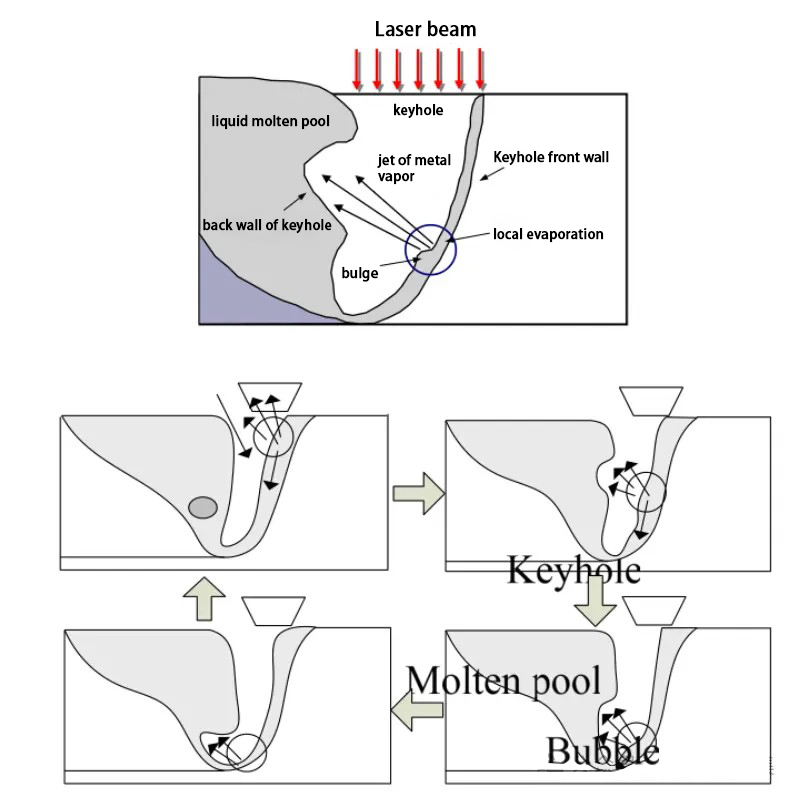
6.периодические колебания ключевой дыры
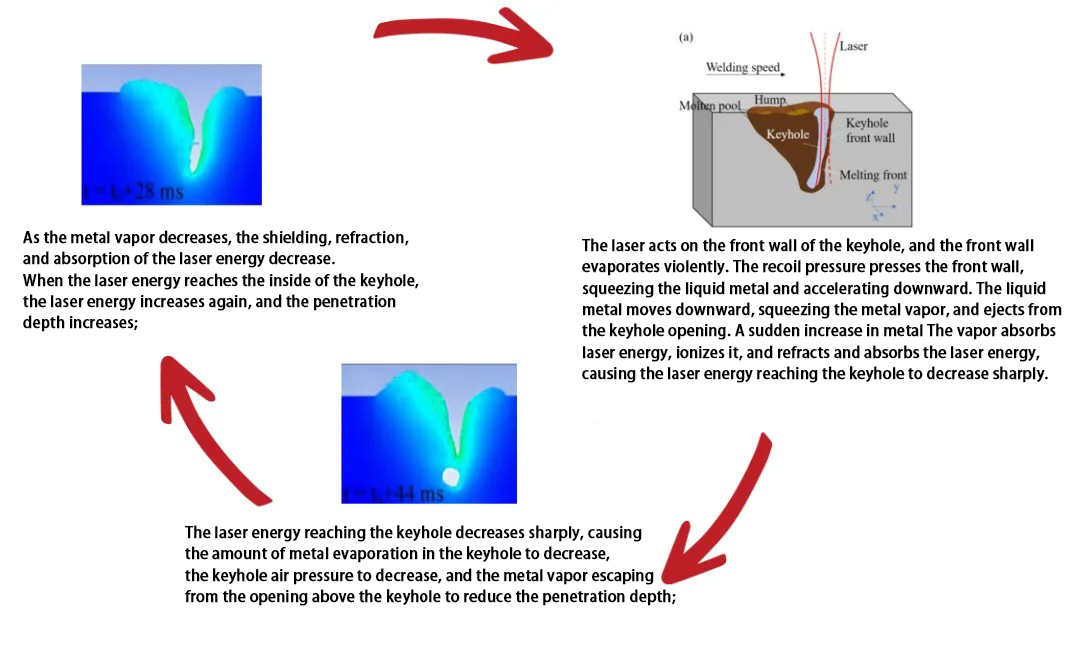
1. лазер действует на переднюю стену ключевой дыры, вызывая сильное испарение передней стены. давление отталкивания нажимает на переднюю стену, сжимая жидкий металл, чтобы ускорить его движение вниз. движение жидкого металла вниз сжимает
2. резкое уменьшение энергии лазера, достигающей ключевого отверстия, приводит к уменьшению количества металлического испарения внутри ключевого отверстия. Это приводит к снижению давления в ключевом отверстии, уменьшению количества металлического пара, выходящего из верх
3. по мере уменьшения количества металлического пара, отслоение, преломление и поглощение лазерной энергии уменьшаются, в результате чего энергия лазера, достигающая внутренней части ключа, увеличивается, а глубина плавления увеличивается.
7.Ключевое отверстие подавляет направление волны.
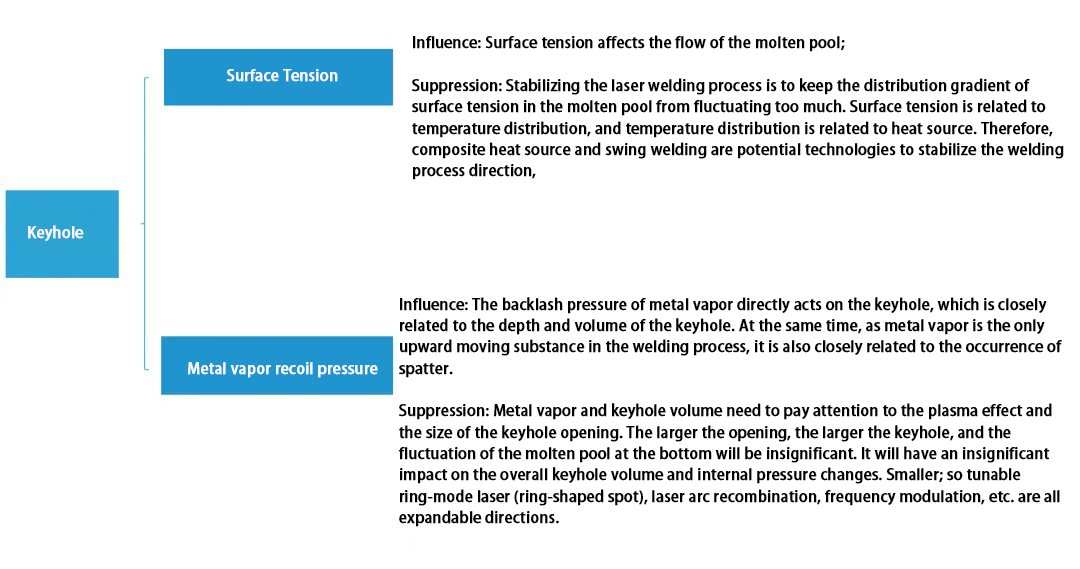
1) поверхностное напряжение
Влияние: поверхностное напряжение влияет на поток расплавленного бассейна;
Ингибирование:стабилизация процесса лазерной сварки предполагает поддержание градиентного распределения поверхностного напряжения в расплавленном бассейне без чрезмерных колебаний. поверхностное напряжение связано с распределением температуры, которое, в свою очередь, связано с источником
2) давление отталкивания металлических паров
Влияние: давление отталкивания металлических паров напрямую влияет на образование ключевых отверстий и тесно связано с глубиной и объемом ключевых отверстий. Кроме того, поскольку металлический пар является единственным веществом, движущимся вверх во время процесса сварки
Ингибиция:отношение между металлическим паром и объемом ключевой отверстия требует внимания к эффекту плазмы и размеру отверстия ключевой отверстия. чем больше отверстие, тем больше ключевая отверстие, что делает колебания в небольшом расплавленном бас Поэтому регулируемый лазер кольцевого режима (кольцевидные пятна), комбинация лазер-арка, модуляция частоты и т. д. являются потенциальными направлениями для расширения.