 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Inicial
- Produtos
- Sobre Nós
- Vídeos
- Aplicação
- Notícias
- Central de Ajuda
- Contacte-nos

1. Definição e características da solda a laser por condução térmica. A solda a laser por condução térmica é um método de soldagem a laser. Este modo de soldagem possui profundidade de penetração superficial e pequena razão entre profundidade e largura. Quando a densidade de potência é menor do que...
Entre em contato conosco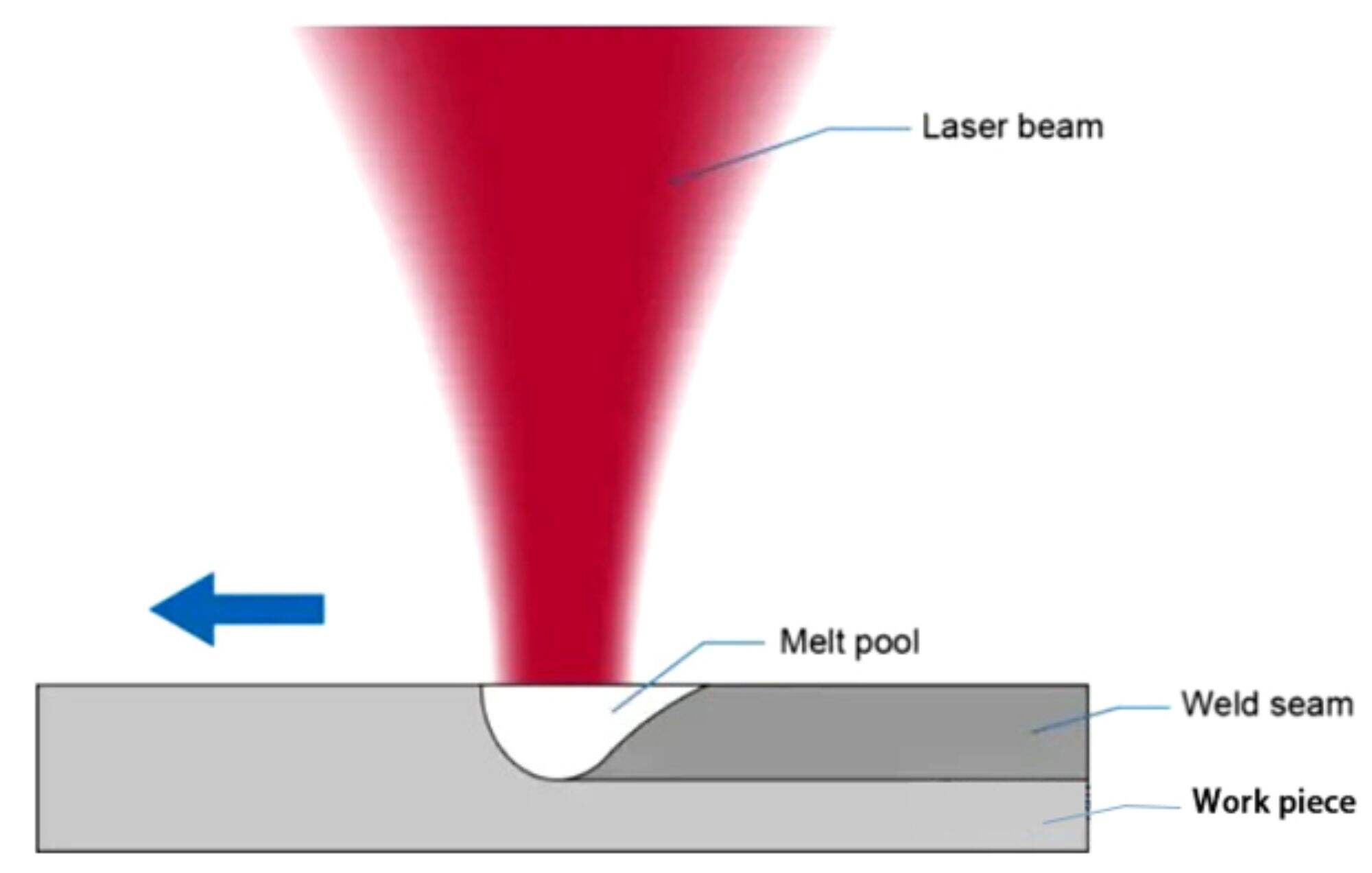
1.Definição e características da soldadura por condutividade térmica a laser
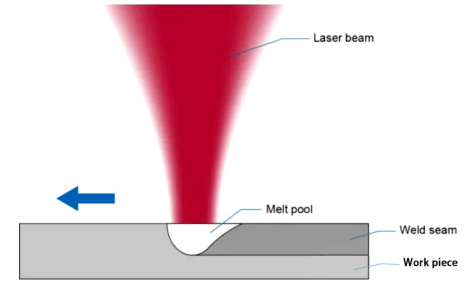
A soldagem por condutividade térmica a laser é um método de soldagem a laser este modo de soldadura tem uma profundidade de penetração pequena e uma pequena relação profundidade/largura. Quando a densidade de potência é inferior a 10^4~10^5 w/cm2, é classificado como soldadura por condução, que se caracteriza pela sua baixa profundidade de fusão e velocidade de soldadura mais lenta.
Durante a soldagem por condução térmica, a energia da radiação laser atua na superfície do material e a energia da radiação laser é convertida em calor na superfície.o calor da superfície difue para o interior através da condução térmica, fazendo com que o material derrete e forme uma piscina fundida na área de ligação entre os dois materiais.a
A energia de radiação laser atua apenas na superfície do material, e o derretimento do material subjacente é realizado por condução térmica. Depois que a energia laser é absorvida pela fina camada de 10 ~ 100nm na superfície e derretida, a temperatura da superfície continua a aumentar, fazendo com que o isotérmico da temperatura de fusão
A densidade de potência do feixe usado na soldagem é baixa. depois que a peça absorve o laser, a temperatura só precisa atingir o ponto de fusão da superfície, e então o calor é transferido para o interior da peça para formar uma piscina fundida por condução térmica, por isso é econômico. Além disso, a costura
Aplicações típicas são a soldadura de lava-louças de aço inoxidável, bolhas metálicas, soldadura de acessórios de tubos metálicos, etc.
2.Definição e características da soldagem por penetração profunda por laser
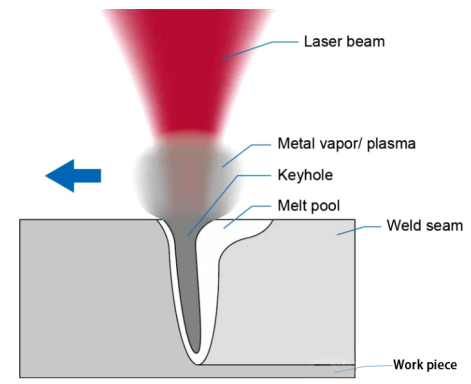
Quando a densidade de potência é superior a 10^5~10^7 w/cm2, a superfície do metal é côncava em "buracos" devido ao calor, formando soldagem de penetração profunda, que tem as características de velocidade de soldagem rápida e grande relação de aspecto.
O processo físico metalúrgico da soldagem por penetração profunda a laser é muito semelhante ao da soldagem por feixe de elétrons, ou seja, o mecanismo de conversão de energia é completado através da estrutura de "pequeno buraco". sob irradiação com um feixe de densidade de potência
A soldagem por penetração profunda de materiais requer uma potência laser muito alta. Diferente da soldagem por condução térmica, a soldagem por penetração profunda não só derrete o metal, mas também vaporizá o metal.O metal fundido é descarregado sob a pressão do vapor do metal para formar pequenos buracos. O
As aplicações típicas são a solda de placas de aço espessas (10-25 mm) e a solda de cascas de alumínio de baterias de potência.
3.características da soldadura por penetração profunda a laser
Alta relação de aspecto. Como o metal fundido se forma em torno de uma câmara cilíndrica de vapor de alta temperatura e se estende para a peça, a solda torna-se profunda e estreita.
Entrada de calor mínima. A temperatura no interior do pequeno buraco é muito elevada, o processo de fusão ocorre extremamente rapidamente, a entrada de calor na peça é muito baixa e a deformação térmica e a zona afectada pelo calor são pequenas.
Alta densidade. Porque os pequenos furos cheios de vapor de alta temperatura são propícios para a agitação da piscina de soldagem e a fuga de gás, resultando em uma soldagem de penetração sem poros. a alta taxa de resfriamento após a soldagem pode refinar facilmente a estrutura da soldagem.
Soldas fortes. Por causa da fonte de calor quente e da absorção total de componentes não metálicos, o teor de impurezas é reduzido, o tamanho da inclusão e sua distribuição na piscina fundida são alterados. o processo de soldagem não requer eletrodos ou fios de preenchimento, e a zona de fusão é menos contaminada, torn
Controlo preciso. Porque o ponto de luz focado é pequeno, a costura de solda pode ser posicionada com alta precisão. a saída do laser não tem "inercia" e pode ser parada e reiniciada a altas velocidades. peças de trabalho complexas podem ser soldadas usando tecnologia de movimento de feixe CNC.
Processo de soldagem atmosférica sem contacto. Como a energia provém do feixe de fótons e não há contacto físico com a peça de trabalho, não é exercida nenhuma força externa sobre a peça de trabalho. Além disso, o magnetismo e o ar não têm efeito sobre a luz do laser.
Vantagens da soldagem por penetração profunda a laser:
1) como o laser focado tem uma densidade de potência muito superior aos métodos convencionais, resulta numa velocidade de solda rápida, numa pequena zona afectada pelo calor e numa pequena deformação, e pode também soldar materiais difíceis de soldar, como o titânio.
2) como o feixe é fácil de transmitir e controlar, não é necessário substituir frequentemente as pistolas e bocal de soldagem, e não é necessário vácuo para a soldagem de feixe de elétrons, o que reduz significativamente o tempo de inatividade e o tempo auxiliar, de modo que o fator de carga
3) devido ao efeito de purificação e à elevada taxa de arrefecimento, a costura de soldadura tem uma elevada resistência, dureza e desempenho global.
4) devido ao baixo consumo médio de calor e à elevada precisão de processamento, os custos de reprocessamento podem ser reduzidos; além disso, os custos operacionais da soldadura a laser também são baixos, o que pode reduzir os custos de processamento da peça.
5) pode controlar eficazmente a intensidade do feixe e o posicionamento preciso, e é fácil de realizar o funcionamento automático.
Desvantagens da soldagem por penetração profunda a laser:
1) a profundidade de solda é limitada.
2) a montagem da peça de trabalho exige exigências elevadas.
3)o investimento único no sistema de laser é relativamente elevado