 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Inicial
- Produtos
- Sobre Nós
- Vídeos
- Aplicação
- Notícias
- Central de Ajuda
- Contacte-nos

Efeito de plasma no processo de soldagem a laser. No processo de soldagem a laser, o plasma é um fenômeno comum que tem um impacto importante no resultado e na qualidade do processo de soldagem. O plasma é composto por gás ionizado no qual átomos ou moléculas... estão presentes.
Entre em contato conosco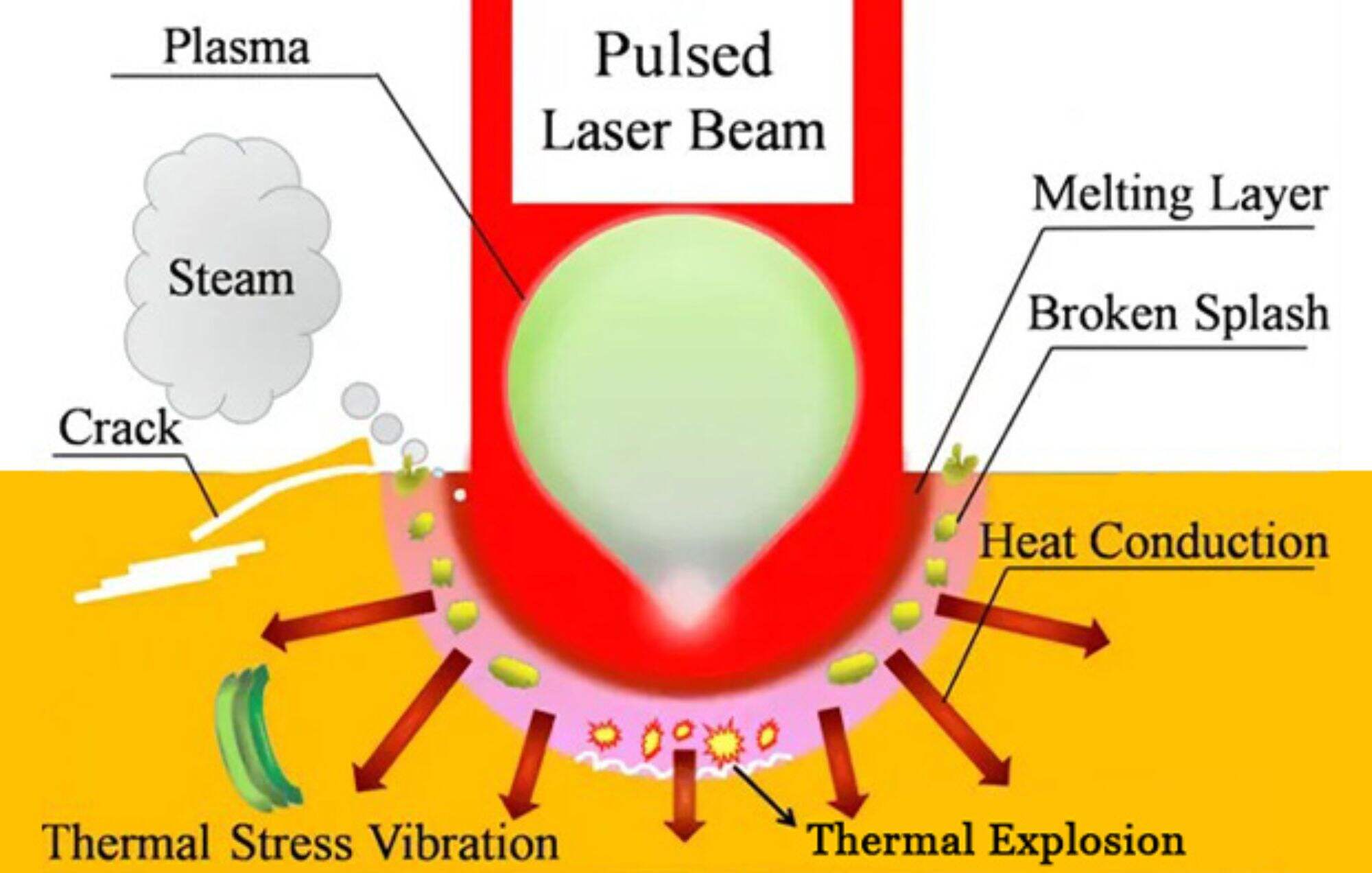
Efeito de plasma no processo de soldagem a laser
Na soldagem a laser no processo de soldadura, o plasma é um fenômeno comum, que tem um impacto importante no efeito e na qualidade do processo de soldadura.O plasma é composto por gás ionizado no qual átomos ou moléculas no gás perdem ou ganham elétrons, formando íons positivos e elétrons livres. Este estado de matéria
1.1 Efeito plasmático - definição de plasma
Geração de plasma
Em soldagem a laser , a geração de plasma geralmente segue as seguintes etapas:
Radiação laser: quando um feixe de laser de alta energia atinge a superfície de uma peça de trabalho, ele primeiro aquece a superfície, fazendo com que o material se evapore rapidamente.
Soldagem a laser geralmente é acompanhada por um vórtice de chama, que inclui jatos de chamas, luz amarela, luz azul e luz roxa. esta chama é muitas vezes referida como plasma.
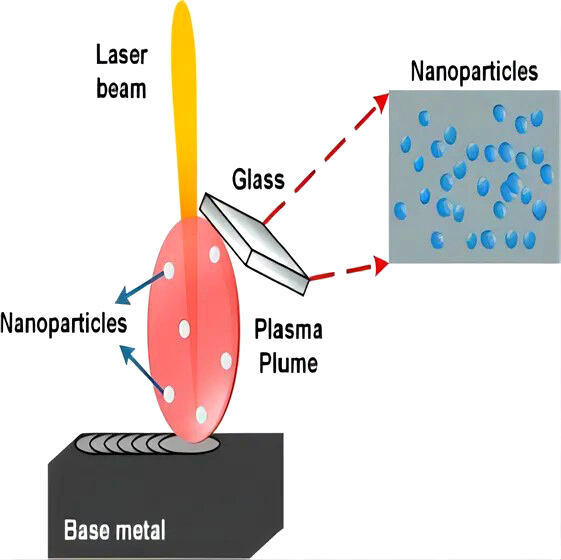
Plasma definição: o plasma gerado pela vaporização de materiais metálicos devido à radiação laser durante o processo de soldagem a laser é chamado plasma fotoinduzido. Os principais componentes do plasma fotoinduzido são vapor de metal, elétrons livres, íons e partículas eletricamente neutras.
O plasma, também conhecido como gás ionizado, é composto por íons produzidos após a ionização de átomos ou grupos atômicos com alguns elétrons despojados. É um gás ionizado macroscopicamente eletricamente neutro em uma escala maior que o comprimento de debye. Seu movimento é principalmente dominado por
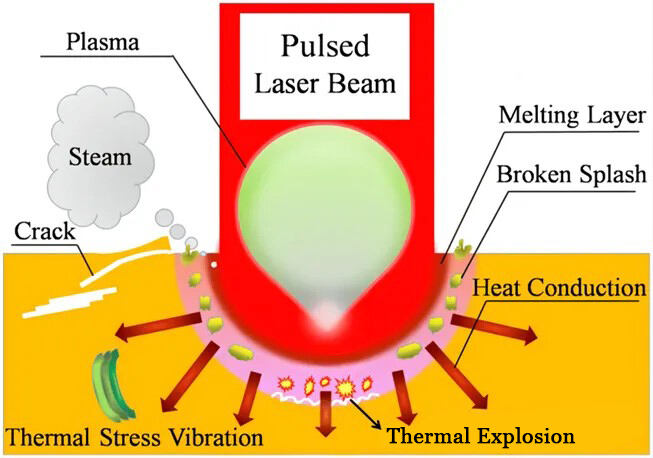
efeito plasmático - formação de plasma
Evaporação e ionização de material: devido à alta energia do laser, o material evaporado (geralmente vapor de metal) absorverá ainda mais a energia do laser. quando a energia é alta o suficiente, os átomos e moléculas no vapor serão ionizados para formar um plasma. Durante este processo, os elétrons são espremer de át
Formação de nuvem de plasma: o plasma formado formará uma estrutura semelhante a uma nuvem, que está localizada entre o feixe de laser e a superfície da peça de trabalho. devido às suas características de alta temperatura e alta densidade, a nuvem de plasma pode absorver e dispersar mais energia laser, afetando a transmissão do fe
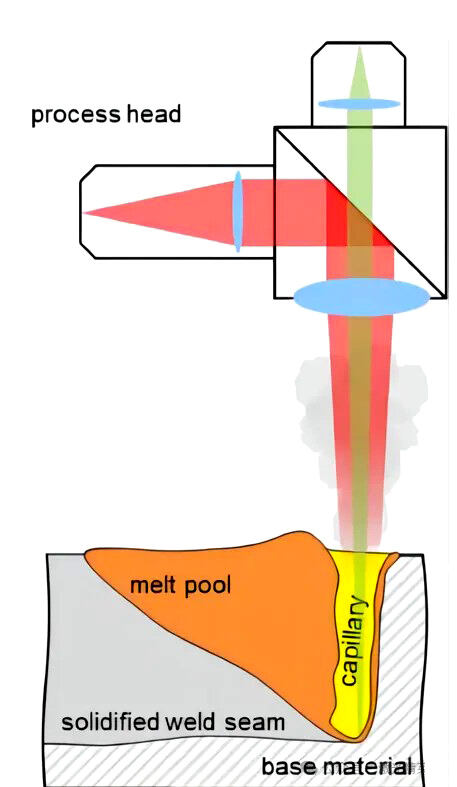
Durante o processo de soldagem por penetração profunda a laser, quando a densidade de energia do laser incidente é grande o suficiente, ele pode vaporizar o metal e formar um buraco na piscina de chave derretida. Simultaneamente, os elétrons livres no vapor de metal pulverizado da superfície do metal e do buraco da chave, bem
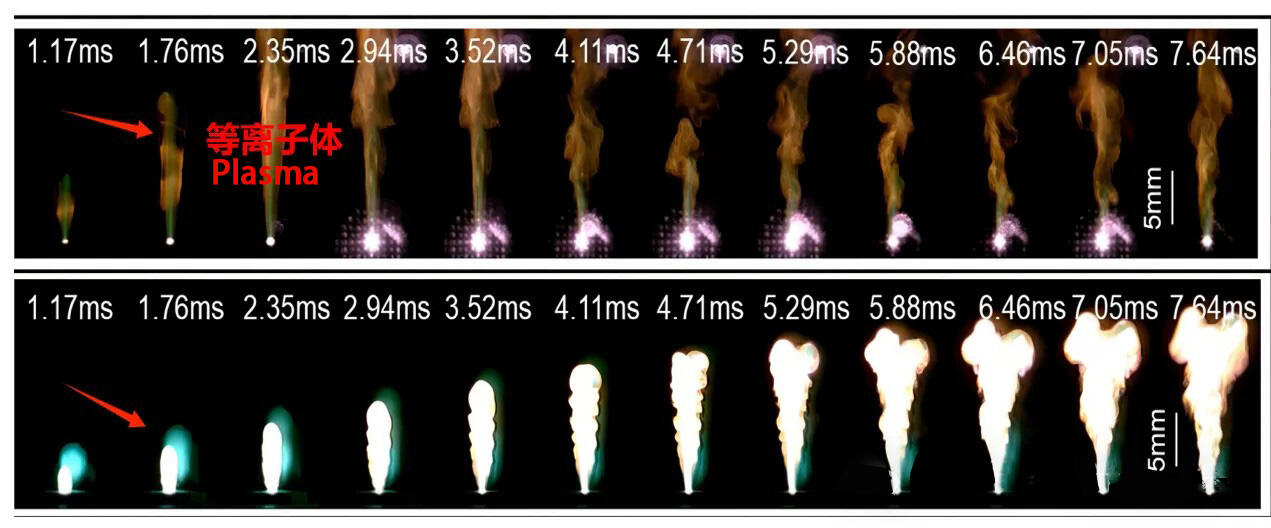
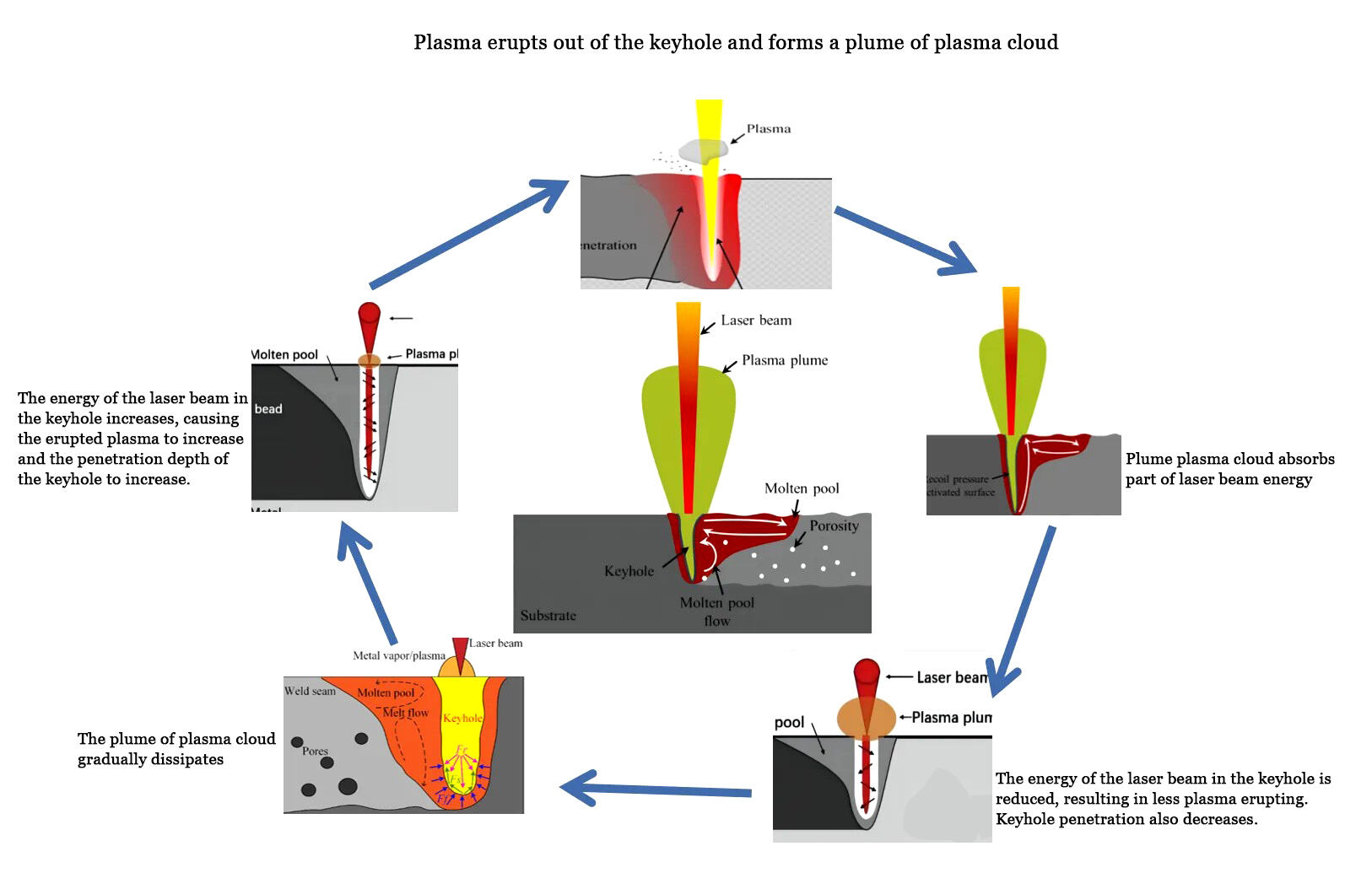
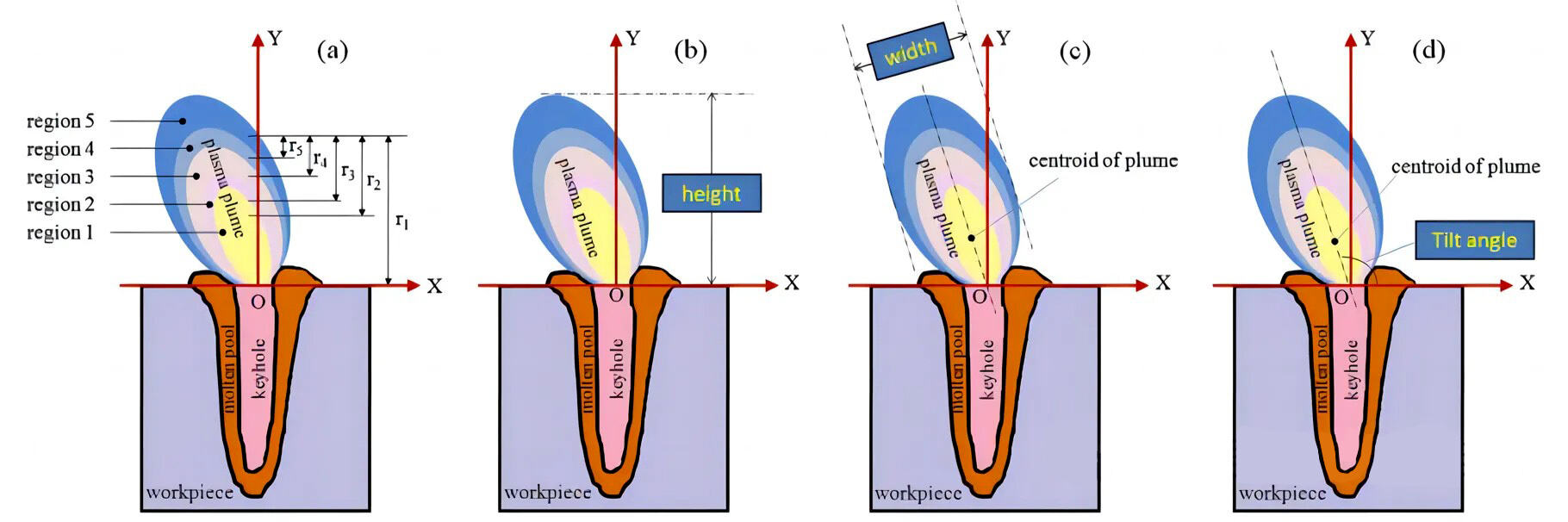
efeito plasmático - periodicidade plasmática
1.4 o papel do plasma na transmissão de energia
Durante o processo de soldagem a laser de alta potência, à medida que o feixe de laser com uma alta densidade de energia sai continuamente, a energia é transferida para a superfície da peça de trabalho, derretendo e evaporando constantemente o material metálico. a nuvem de vapor pulveriza rapidamente para cima do buraco da fe
Depois que o plasma é formado, ele refracta e absorve o feixe de luz incidente causando reflexão, dispersão e absorção, o que pode proteger o feixe de laser. Isso consequentemente afeta o acoplamento da energia do laser e da peça de trabalho, influenciando fatores como a profundidade de fusão, a
1.5 Refracção do laser pelo plasma
Quanto mais plasma se acumular, mais afeta a soldagem a laser. Quanto mais o laser divergir, menor a densidade de energia, levando a uma diminuição acentuada na profundidade de fusão. Portanto, problemas comuns como soldagem incompleta geralmente ocorrem devido à ausência de gás de blindagem.
Efeito de lente negativa plasmática
O ar é um meio opticamente denso, enquanto o plasma é um meio opticamente escasso. sua refração do laser resulta em um feixe de laser divergente, degradando o desempenho de foco do laser e fazendo com que o laser diverja, diminuindo assim a densidade de energia. quando o feixe de laser incidente passa
Como mostra a imagem acima: o plasma é como uma lente, situada entre o material e o laser. diferentes métodos de sopro levarão a efeitos de soldagem diferentes: sopro lateral pode não soprar o plasma, e sopro direto é melhor.
1.6 absorção da luz laser pelo plasma
A absorção da energia do laser pelo plasma faz com que a sua temperatura e grau de ionização continuem a aumentar. O processo de absorção pode ser dividido em absorção normal e absorção anormal.
A absorção normal, também conhecida como absorção de travagem inversa, refere-se à situação em que os elétrons são excitados pelo campo elétrico do laser e passam por oscilações de alta frequência. Eles colidem com as partículas circundantes (principalmente íons), transferindo energia uns para os outros, aumentando
Absorção anómala refere-se a um processo em que a energia do laser é convertida em energia de onda de plasma através de uma série de mecanismos não-colisão, e depois convertida em energia térmica de plasma através de diferentes mecanismos de dissipação, que é então conduzida para o ar e dissipada.
Devido ao efeito absorvente do plasma no laser, apenas uma parte da energia do laser incidente pode penetrar no plasma e alcançar a superfície da peça de trabalho. Isso aumenta a perda de transmissão de energia no caminho óptico externo (do laser qbh para a superfície do material), reduz a densidade de energia do laser e diminui a taxa de absorção geral.
1.7 supressão do efeito plasmático
Os principais factores que afectam o índice de refração do plasma e o efeito da lente negativa são:
Densidade de potência do laser:
Quanto maior a densidade de potência, maior a temperatura do plasma, o que significa que maior a densidade de elétrons no plasma. Quanto maior a densidade de elétrons, menor o índice de refração, aumentando assim o efeito de lente negativa.
Comprimento de onda do laser:a relação entre comprimento de onda e frequência angular é ω = 2πc/λ (onde c é a velocidade da luz e λ é o comprimento de onda). quanto maior o comprimento de onda do laser, menor a frequência angular e o índice de refração, portanto, o efeito da lente negativa é mais
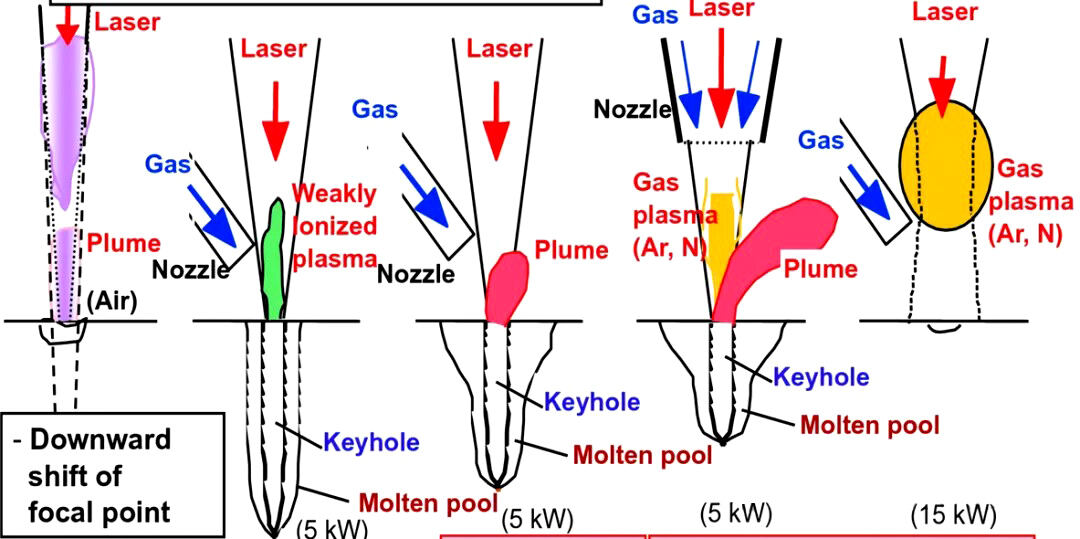
Tipo de gás protetor: sob a mesma temperatura, o grau de ionização do argão é maior, resultando numa maior densidade de elétrons e num menor índice de refração, tornando o efeito de lente negativa mais pronunciado. em comparação, o efeito protetor do gás hélio é melhor.
Fluxo de gás protetor:aumentar o caudal de gás dentro de uma certa faixa pode afastar a nuvem de plasma acima da piscina de gás fundido, reduzindo assim o efeito de lente negativa do plasma.
Materiais a serem soldados: Geralmente, não há escolha. Quando o ponto de fusão do material a ser soldado é baixo e fácil de ionizar, a densidade numérica de elétrons no plasma aumenta, resultando em um aumento significativo no efeito de lente negativa. Se essa possibilidade afetar mais o laser, deve-se considerar outras formas de processamento com feixes de alta energia, como feixes de elétrons.
Há muitos fatores que afetam o plasma durante o processo de solda, que podem ser resumidos da seguinte forma:
Comprimento de onda do laser: o valor de ignição e o limiar de manutenção do plasma são proporcionais ao quadrado do comprimento de onda. Os lasers de ondas curtas (luz azul, luz verde) têm tempos de manutenção do plasma curtos e o processo será mais estável;
Densidade de potência do laser:a temperatura dos elétrons e a densidade do plasma aumentam com o aumento da densidade de potência do laser,a densidade de potência excessiva é a principal causa da instabilidade do plasma (a fonte de calor composta (ponto anular, composto de fibra semicondutora, composto de
Tamanho do ponto: quanto menor o diâmetro do ponto, maior o valor de ignição e o valor de manutenção do plasma (poderá evitar-se a soldadura balançante);
Propriedades do material: a densidade e a energia de ionização do material têm uma grande influência no plasma. Quanto menor a energia de ionização e maior a refletividade do metal, mais suscetível ele é ao efeito de plasma que afeta a estabilidade da soldagem por penetração profunda;
Gás ambiente e pressão: acredita-se geralmente que os gases com boa condutividade térmica e alta energia de ionização têm um alto valor de ignição e um limiar de manutenção do plasma. quanto menor a pressão do ar ambiente, menor a temperatura dos elétrons, a densidade de elétrons e a altura do centro do
Fluxo de gás: à medida que o caudal do gás ambiente aumenta, o volume do plasma diminui, reduzindo assim a taxa de absorção do laser, o que também pode reduzir eficazmente o impacto do plasma no processo de soldagem por penetração profunda.
Velocidade de solda: a temperatura do núcleo do plasma aumenta com a diminuição da velocidade de solda. quanto menor a velocidade de solda, mais fácil é gerar plasma e mais instável. até certo ponto, aumentar a velocidade também pode melhorar a estabilidade do processo de solda.
Controlar o plasma alterando alguns dos fatores acima para reduzir ou eliminar a sua interferência com o laser
Os métodos de controlo incluem os seguintes:
Soldadura por balanço: a cabeça de processamento a laser oscila para frente e para trás ao longo da direção de soldadura. Após o buraco da fechadura aparecer e antes que o plasma se forme, o ponto de luz é instantaneamente movido para a borda traseira do reservatório de soldadura ou para outro local para evitar que o
Soldadura a laser por pulso: ajuste do pulso e da frequência do laser para que o tempo de irradiação do laser seja menor do que o tempo de formação do plasma. Isso garante que o laser acerta sempre durante a fase de dispersão do ciclo de formação e dissipação do plasma, evitando interferências do plasma na transmissão da
Soldadura a baixa pressão: quando a pressão é inferior a um determinado nível, a densidade de vapor de metal na superfície do material e no interior do buraco da fechadura é pequena e o plasma desaparece.
Gás protetor contra explosões:
Uma delas é usar gás auxiliar para soprar o plasma;
Outro método é suprimir a ionização de gases ambientais e comprimir o vapor de íons metálicos usando um gás com boa condutividade térmica e alta energia de ionização. um bicampo de bocal coaxial com o golpe principal pode ser usado. o bocal externo forma um certo ângulo com a direção horizontal. o
O laser irradia, irradia a superfície do material e gera um plasma. quando a densidade do plasma foton induzido é muito alta, ele aumentará significativamente a perda de energia do laser, enfraquecendo o incidente de densidade de energia na superfície da peça. a quantidade de vapor de metal produzida diminui e o plasma desaparece gradu