EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Inicial
- Produtos
- Sobre Nós
- Vídeos
- Aplicação
- Notícias
- Central de Ajuda
- Contacte-nos

1.1 Mudanças no estado físico causadas pela interação entre laser e materiais. O processamento a laser de materiais metálicos é principalmente um processamento térmico baseado em efeitos fototérmicos. Quando o laser irradia a superfície do material, v...
Entre em contato conosco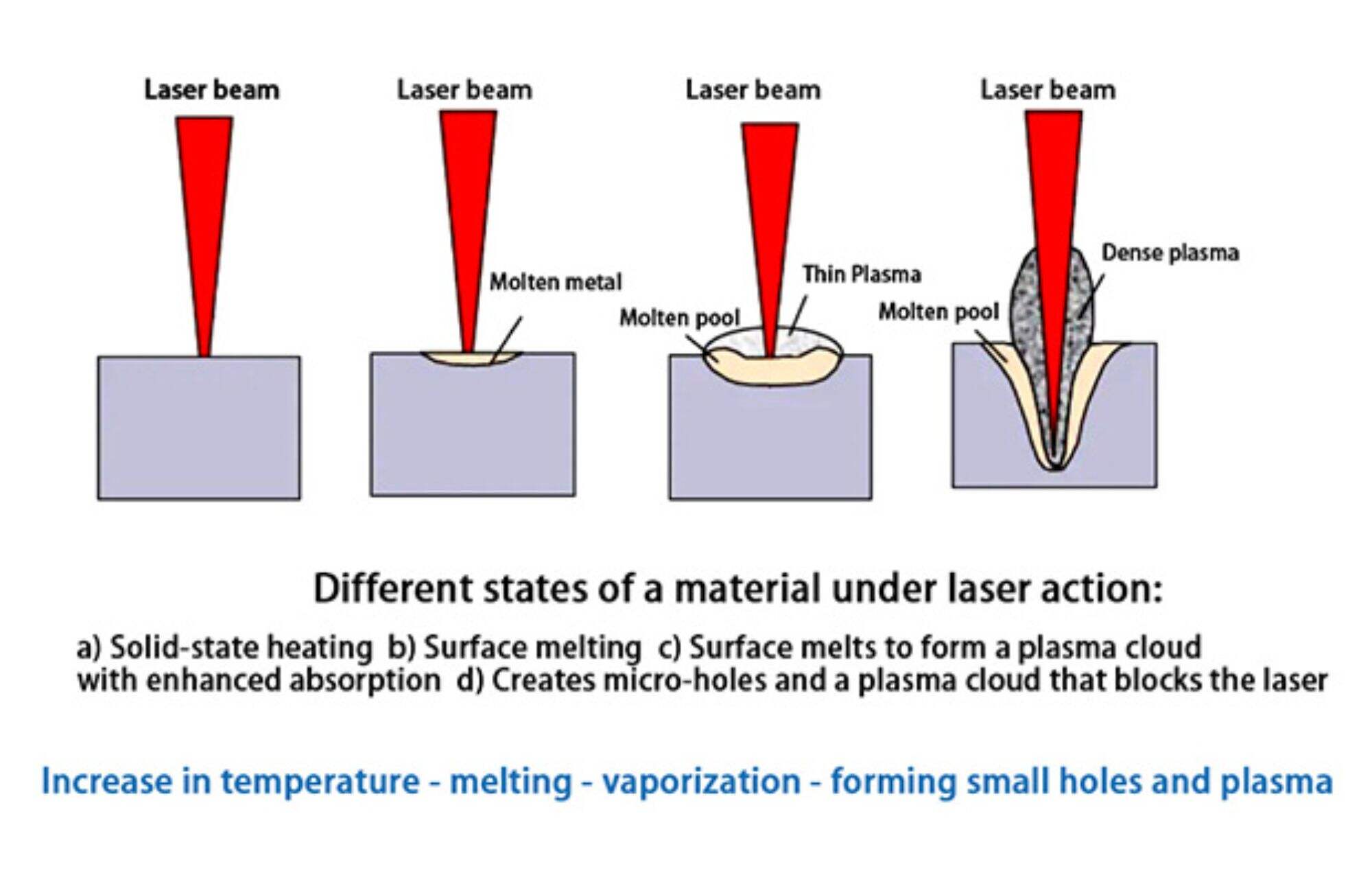
1.1 alterações no estado físico causadas pela interação entre o laser e os materiais
O processamento a laser de materiais metálicos é principalmente um processamento térmico baseado em efeitos fototérmicos. quando o laser irradia a superfície do material, ocorrem várias mudanças diferentes na área da superfície sob diferentes densidades de potência.estas mudanças incluem:
Derretimento: quando um material absorve energia laser, sua temperatura aumenta, possivelmente atingindo seu ponto de fusão, fazendo com que o material passe de sólido para líquido. este processo é amplamente usado em tecnologias como soldagem a laser , cladding a Laser , e a prototipagem rápida a laser.
Evaporação e sublimação: se a intensidade do laser for alta o suficiente para elevar rapidamente a temperatura do material acima de seu ponto de ebulição, o material passará diretamente de um estado sólido ou líquido para um estado gasoso. Este processo é usado em tecnologias como corte a laser, perfuração a laser e evaporação a laser
Solidificação: o processo de material retornar de um estado líquido para um estado sólido após aquecimento a laser é chamado de solidificação. Este processo é comum no processo de fabricação a laser, especialmente em brasagem a laser e tecnologias de impressão 3D.
Requeijão: por aquecimento a laser, a tensão interna do material pode ser redistribuída, alcançando assim o objetivo de reduzir a tensão interna e melhorar o desempenho do material. Este processo não acompanha a mudança de fase, mas causará o rearranjo da estrutura cristalina e alterações nas propriedades do material.
Endurecimento por transformação de fase: certos materiais (como o aço) sofrerão transições de fase durante o processo de resfriamento, passando de uma estrutura cúbica centrada na face (austenita) para uma estrutura cúbica centrada no corpo (martensita). Esta transformação aumenta significativamente a dureza e a resistência do material.
Reação fotoquímica: a irradiação a laser também pode desencadear reações fotoquímicas em materiais. essas reações incluem não apenas processos físicos (como fotólise, foto polimerização), mas também processos químicos, que podem alterar fundamentalmente as propriedades do material. este princípio é usado em áreas como fotolitografia e
Fotocromismo: alguns materiais sofrem reações fotocromáticas sob irradiação a laser, ou seja, uma mudança na cor do material. Esta mudança é causada por alterações na estrutura eletrônica do material após absorver energia luminosa. esta tecnologia tem valor de aplicação potencial em campos como armazenamento de dados e tecnologia de exibi
O mecanismo de acção relevante é mostrado na figura seguinte:
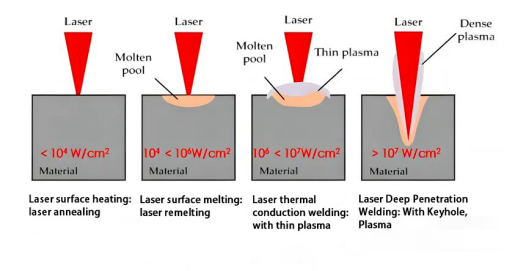
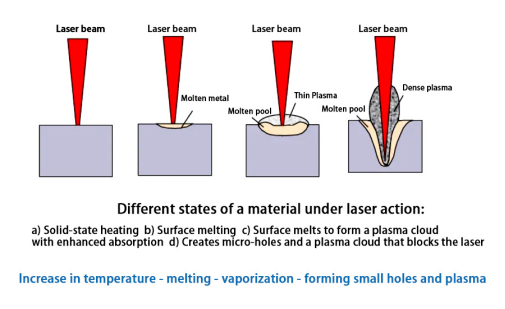
Sob diferentes condições, quando os lasers com diferentes comprimentos de onda irradiam diferentes materiais metálicos, haverá certas diferenças nos valores específicos da densidade de potência em cada estágio. em termos de absorção de material de laser, a vaporização do material é uma linha divisória. quando o material não vaporiza, seja na fase sólida ou na
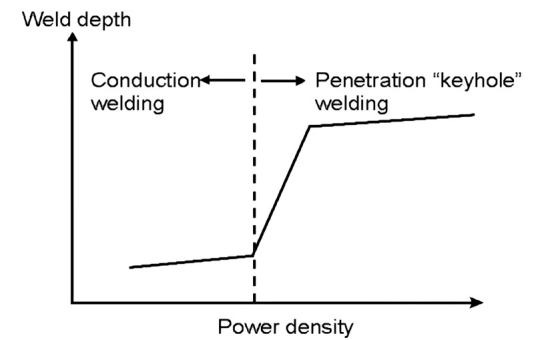
A figura abaixo mostra como a taxa de absorção do laser da superfície do material durante laser soldadura quando o material não é derretido, a taxa de absorção do laser do material aumenta lentamente à medida que a temperatura da superfície do material aumenta. quando a densidade de energia é maior que (10 ^ 6w / cm2), o material vaporiza violentamente, formando um buraco da fechadura, e o laser entra no buraco da fechadura e
1.2 Absorção do laser por materiais metálicos—comprimento de onda
Mecanismo de absorção a laser:
A absorção de laser por metais é principalmente alcançada através do movimento de elétrons livres. quando um laser brilha na superfície do metal, seu campo eletromagnético impulsiona os elétrons livres no metal a vibrar. Esta energia vibracional é então transferida na forma de calor para a estrutura de rede metálica, aquecendo assim o material. Esta característica
Efeito do comprimento de onda
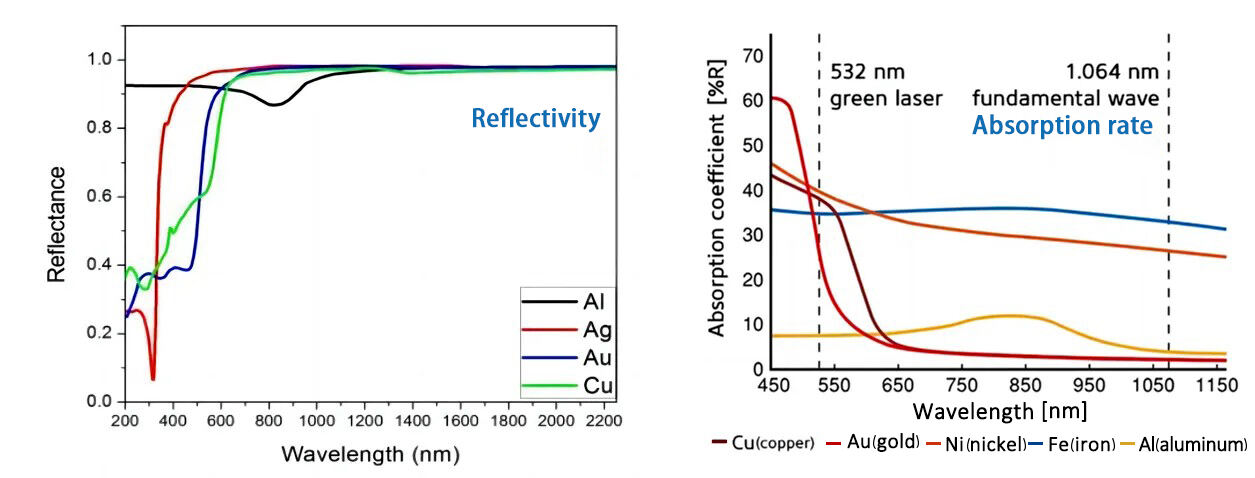
Comprimento de onda curto (UV para região de luz visível) os metais geralmente absorvem laser de comprimento de onda curto mais facilmente na faixa de comprimento de onda curto. Isso ocorre porque os elétrons livres no metal podem interagir efetivamente com o campo eletromagnético da luz de comprimento de onda curto, fazendo com que a energia seja transferida da onda de luz para o
Comprimento de onda médio (região infravermelha próxima) : os lasers na região do infravermelho próximo, como os lasers de fibra (com comprimento de onda de aproximadamente 1064 nanómetros), têm altas taxas de absorção nos metais e são a faixa de comprimento de onda mais utilizada no processamento de metais.
Comprimento de onda longo (região infravermelha distante) :para lasers de comprimento de onda longo, tais como Laser de CO2 (o comprimento de onda é de cerca de 10,6 microns), à medida que o comprimento de onda aumenta, a eficiência de absorção da energia do laser pelos metais geralmente diminui, o que significa que a reflexão de lasers de comprimento de onda longo (como luz infravermelha distante) na superfície do metal a taxa é maior e a
A figura abaixo mostra a relação entre a reflectância, absorção e comprimento de onda dos metais comumente usados à temperatura ambiente. Na região infravermelha, a absorção diminui e a refletividade aumenta à medida que o comprimento de onda aumenta. A maioria dos metais reflete fortemente a luz infravermelha de comprimento de onda de 10, luz de luz e luz verde .
1.3 absorção do laser por materiais metálicos
1.3.1 Taxas de absorção das diferentes formas de ligas de alumínio :
Quando o material é sólido, a taxa de absorção do laser é de cerca de 5-7%;
Taxa de absorção líquida de 25 a 35%;
Pode atingir mais de 90% no estado de buraco da fechadura.
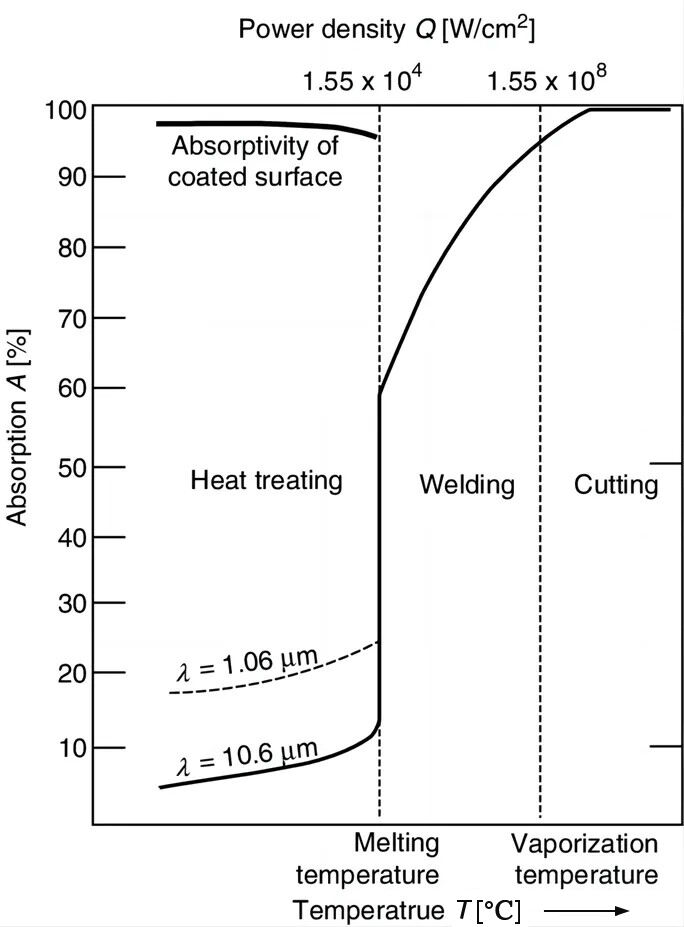
1.3.2 A taxa de absorção dos materiais pelo laser aumenta com a temperatura:
As taxas de absorção dos materiais metálicos à temperatura ambiente são muito baixas;
Quando a temperatura sobe perto do ponto de fusão, a sua taxa de absorção pode atingir 40% a 60%;
Se a temperatura estiver próxima do ponto de ebulição, a taxa de absorção é de até 90%.
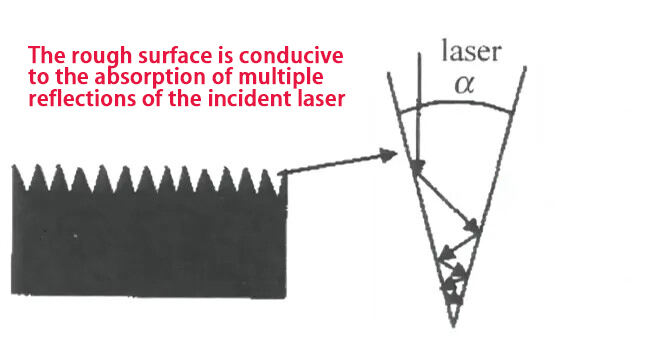
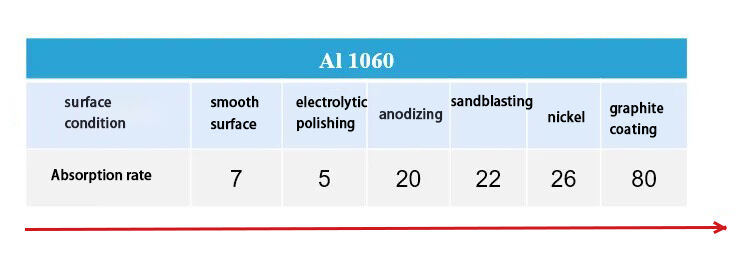
1.4 absorção do laser por materiais metálicoscondições de superfície
A absorção convencional é medida com uma superfície metálica lisa. nas aplicações práticas do aquecimento a laser, é geralmente necessário aumentar a absorção a laser de certos materiais altamente refletores (alumínio, cobre) para evitar uma alta reflexão que conduza a falsas soldas;
Os seguintes métodos podem ser utilizados: são adotados processos de pré-tratamento de superfície adequados para melhorar a refletividade do laser. laser limpeza , revestimento de níquel, revestimento de estanho, revestimento de grafite, etc. podem melhorar a taxa de absorção do laser do material.