 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Inicial
- Produtos
- Sobre Nós
- Vídeos
- Aplicação
- Notícias
- Central de Ajuda
- Contacte-nos

1. Princípio de rastreamento de costura a laser O sensor de rastreamento a laser funciona com base no princípio de triângulo a laser. Ou seja, o feixe de laser é amplificado para formar uma linha de laser projetada na superfície do objeto sendo medido. O refletido...
Entre em contato conosco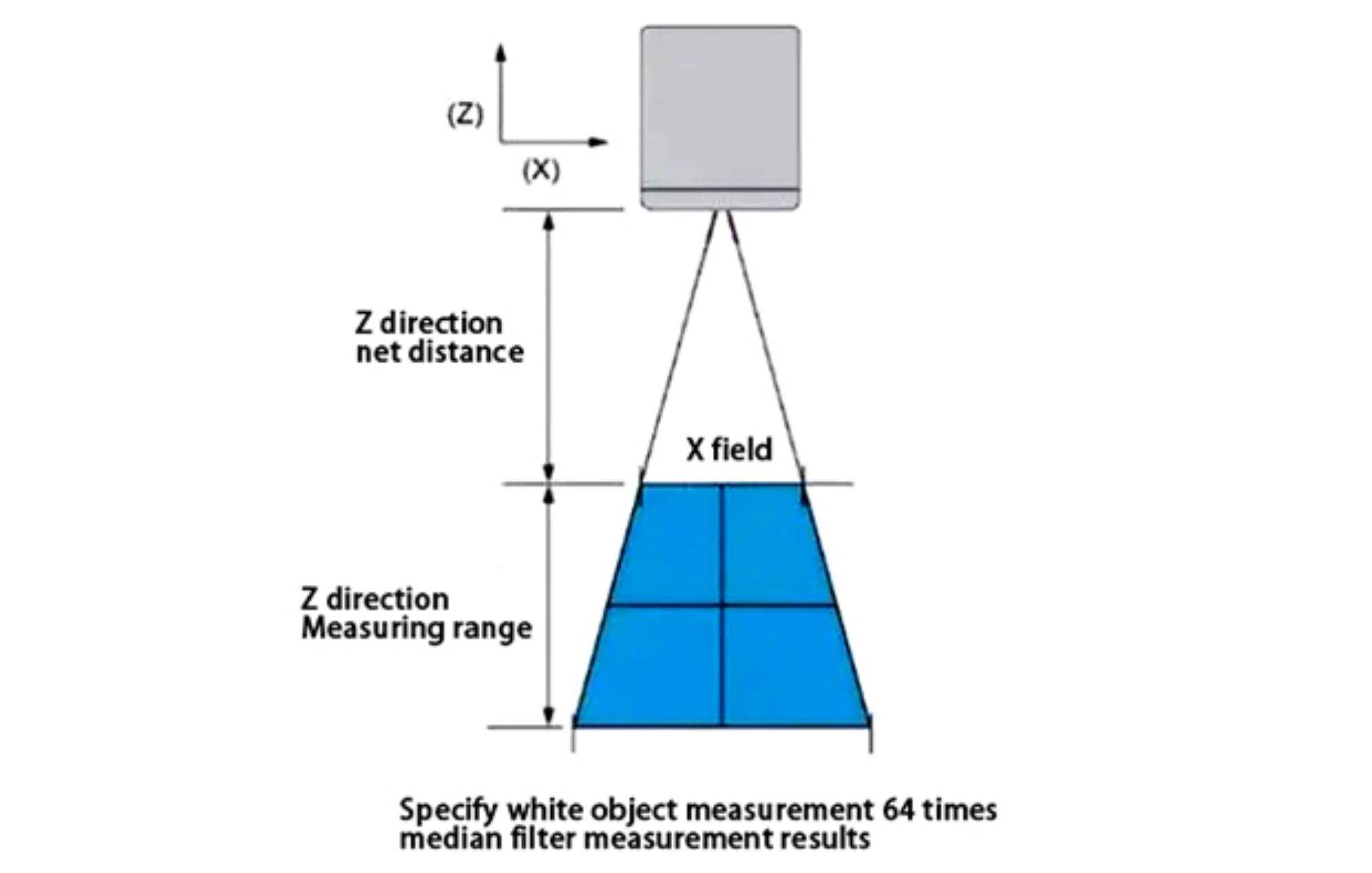
1.Rastreamento de costura de soldagem a laser princípio
O rastreamento de costura a laser o sensor opera no princípio da triangulação a laser. isto é, o feixe de laser é amplificado para formar uma linha laser projetada na superfície do objeto a ser medido. a luz refletida passa por um sistema óptico de alta qualidade e é projetada em uma matriz de imagem. através do cálculo, a distância do sensor até a superfície
Modelo e parâmetros do sensor
| modelo |
X no local (mm) |
Z distância líquida (mm) |
Z Faixa de medição (mm) |
X resolução (mm) |
Z resolução (mm) |
Z linear Precisão (%) |
Repetir Precisão (%) |
| HD6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032 (Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050 (Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090 (Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (luz vermelha e luz azul opcionais) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (luz vermelha e luz azul opcionais) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (luz vermelha e luz azul opcionais) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 (luz vermelha) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 (luz vermelha) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 (luz vermelha) | 800 | 600 | 500 | 1. a) A Comissão 269 | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 ((luz vermelha) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w ((luz vermelha) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020w (Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((luz vermelha) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
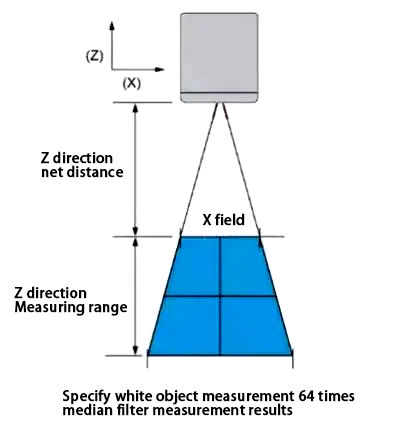
O objeto branco refere-se a um bloco padrão de laboratório e o resultado da medição refere-se ao valor médio do eixo z medido 64 vezes em repetição.
2.o conceito de rastreamento de costura de soldagem a laser tECNOLOGIA
O rastreamento de costura o sensor consiste principalmente de uma câmera ccd, laser semicondutor, lente de proteção a laser, defletor anti-espalhamento e dispositivo de resfriamento a ar. Ele usa os princípios de propagação óptica e imagem para obter informações de posição de cada ponto dentro da área de varredura a laser e usa algoritmos de
Para a faixa de detecção, capacidades de detecção e problemas comuns durante o processo de soldagem, existem configurações de função correspondentes. o sensor é geralmente instalado na frente da arma de soldagem a uma distância predeterminada (lead), para que possa observar a distância do corpo do sensor de costura até a peça de
O dispositivo calcula o desvio entre a costura de solda detectada e a arma de soldagem, produz dados de desvio e o executor de movimento corrige o desvio em tempo real, guiando a arma de soldagem para soldagem automática. Este processo realiza comunicação em tempo real com o sistema de controle do robô para rastrear a cost
No entanto, em muitos casos, a precisão e a consistência da peça de trabalho e da sua montagem não são fáceis de satisfazer os requisitos de peças de trabalho em grande escala ou produção de soldagem automática em grande escala. há também a influência do estresse e da deformação causada pelo superaquecimento. portanto, ao encontrar essas
3.Componentes e funções de sensores de rastreamento de costura de solda
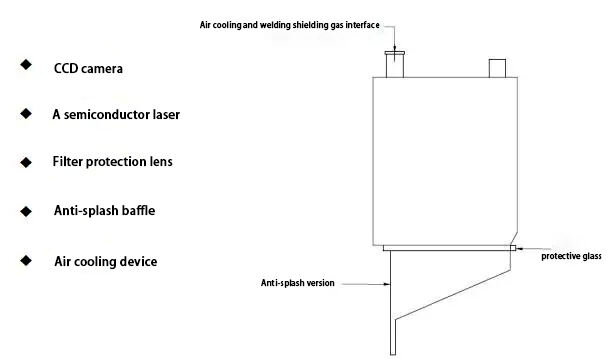
Câmera de vídeo
A função principal da câmera ccd no sensor de rastreamento de costura de soldagem é ler imagens. Ao fotografar uma cena com uma câmera ccd, a luz refletida do objeto é transmitida para a ccd através da lente da câmera ccd. Depois que a ccd é exposta, o fotodiodo é excitado
O chip de controle ccd usa as linhas de sinal de controle nos elementos fotossensíveis para controlar a corrente gerada pelos fotodiodos, que é produzida pelo circuito de transmissão de corrente. A câmera ccd coleta os sinais elétricos gerados por um único processo de imagem e os produz coletivamente para o amplificador.
No entanto, os dados de imagem obtidos na etapa anterior sozinho não podem gerar diretamente uma imagem. Ele precisa ser emitido para o processador de sinal digital (dsp). no dsp, esses dados de imagem passam por pós-processamento, como correção de cores, tratamento de equilíbrio de branco (dependendo
Um laser semicondutor
O laser é gerado por uma fonte de luz através de um gerador linear que produz energia com densidade uniforme, alta linearidade e boa estabilidade, e sai em um padrão de linha reta. Há lasers vermelhos e azuis para escolher, e o comprimento de onda, ângulo e largura da linha também podem ser selecionados
Lentes de protecção de filtro
Devido à poeira e salpicadas produzidas durante o processo de soldagem, que podem ter um efeito na coleta de dados, uma lente de proteção de filtro deve ser instalada em cada sensor. a lente de proteção de filtro serve para proteger a câmera laser, por um lado, e para filtrar a luz, por outro.quando sua o trabalho de limpeza de lentes não podem ser ignoradas:
1) deve usar luvas durante a instalação e não deixar impressões digitais;
2) não deixar que nada arranhe a superfície da lente;
3) ao retirar a lente, segurar a borda da lente com os dedos e não tocar no filme;
4) utilizar papel de tecido limpo, papel de ensaio e solvente óptico para limpar a lente.
De um comprimento de 80 mm ou mais, mas não superior a 150 mm
É utilizado principalmente para bloquear as interferências ao laser, tais como salpicos de luz de arco, fumaça e poeira, de modo a tornar o sistema de sensores mais preciso e estável em uso.
Dispositivo de arrefecimento por ar
Devido às altas temperaturas durante a soldagem, a maioria dos sistemas agora utiliza um sistema de arrefecimento por ar. Isto é feito, por um lado, para resfriar o sensor, e, por outro lado, para prolongar a vida útil do sensor. O nível de proteção do invólucro do sensor é ip67, e a temperatura apropri
O sensor completa a detecção em tempo real em linha de costuras comuns de solda através de algoritmos de programação complexos. existem configurações de função adequadas para a faixa de detecção, as capacidades de detecção e os problemas comuns encontrados durante o processo de solda. o dispositivo calcula o desvio entre a costura de solda detectada e a
4.tipo de solda
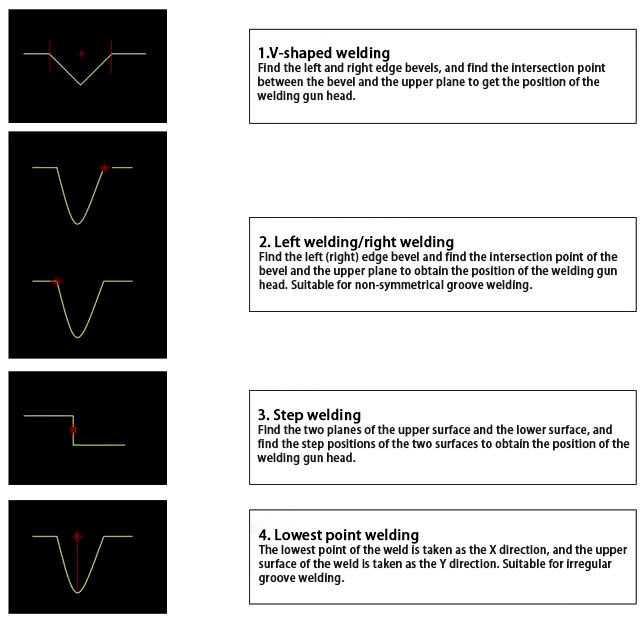
Aplicar processo de solda: solda por arco de argão, solda por laser, solda híbrida por laser, solda por arco de plasma, solda blindada por gás de dióxido de carbono, solda por arco submerso, etc.
Áreas de aplicação: recipientes sob pressão, automóveis, construção naval, ferrovias, aço estrutural, soldadura de contentores.
5.Desenvolvimento e perspectivas
No domínio das máquinas específicas, rastreadores de costura as marcas importadas são excelentes principalmente no rastreamento de tubos de pequeno diâmetro, mas para linhas retas e circulares longas, as diferenças tecnológicas entre os modelos nacionais e importados são menores. No entanto, o custo é apenas de um terço a metade do das importações, tornando as perspectivas de mercado atraentes
Com o desenvolvimento da tecnologia de fabricação avançada, a realização da automação e inteligência do rastreamento de soldagem tornou-se uma tendência inevitável. nos próximos anos, o rastreamento de costura a laser não só precisará de atualizações tecnológicas, mas também precisará entender profundamente as aplicações dos clientes, a