EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Inicial
- Produtos
- Sobre Nós
- Vídeos
- Aplicação
- Notícias
- Central de Ajuda
- Contacte-nos

definição de orifício chave Definição de orifício chave: Quando a intensidade de radiação é maior que 10^6W/cm^2, quando a superfície de um material derrete e evapora sob a ação de um laser, e quando a velocidade de evaporação é suficientemente grande, a força de reação...
Contate-nos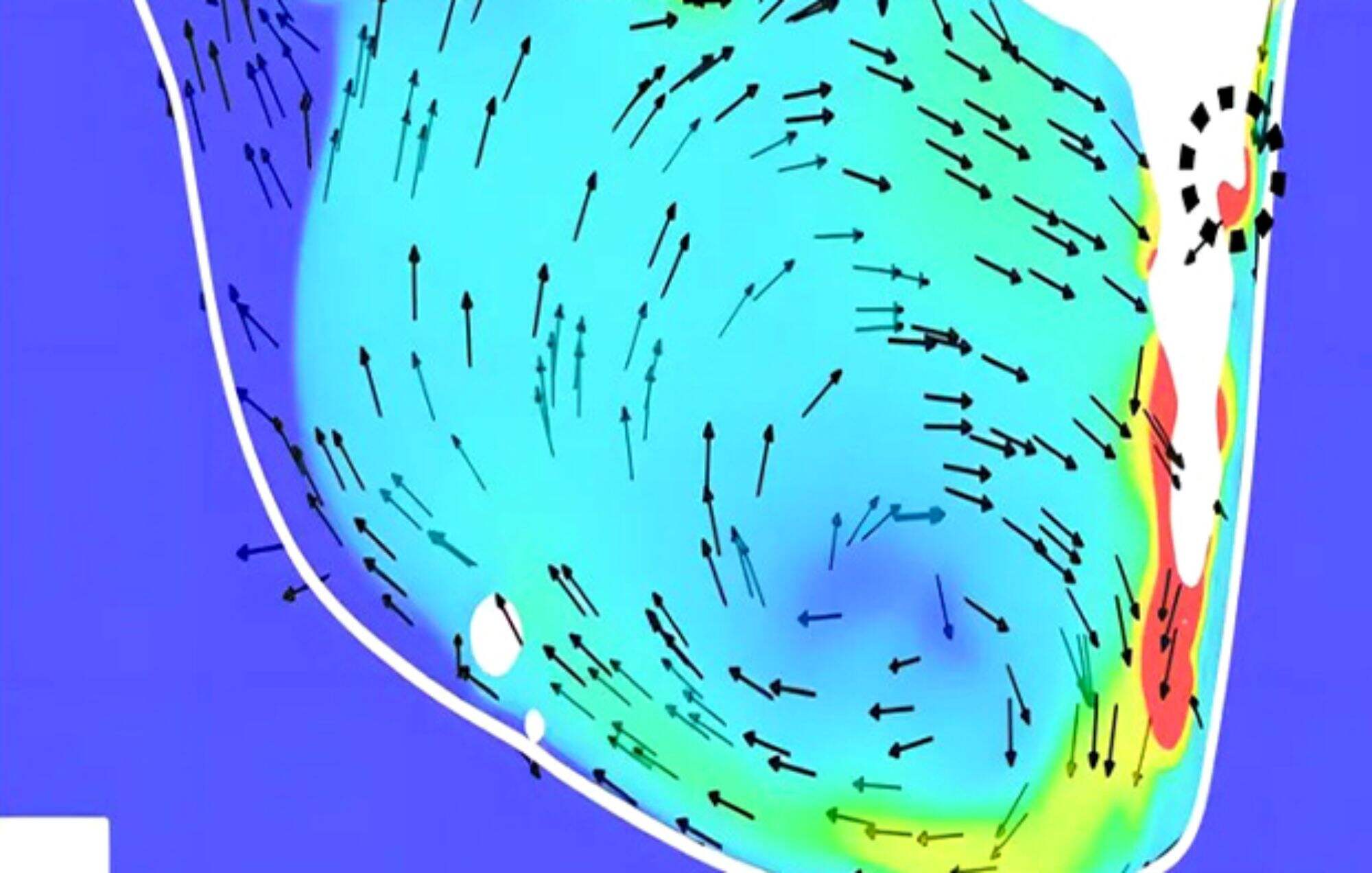
1.Definição de buraco de chave
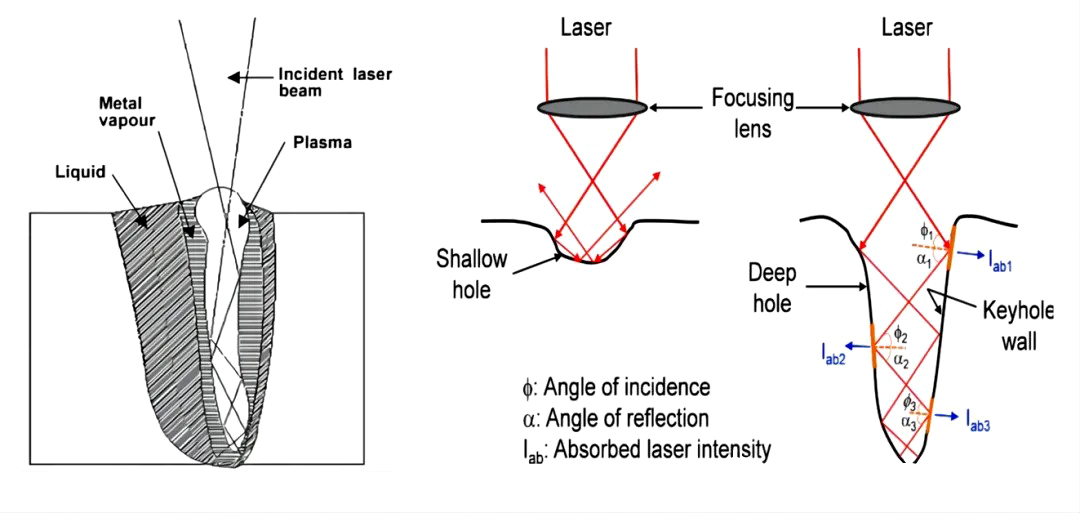
Definição de buraco-chave: quando a intensidade de radiação é maior que 10 ^ 6w / cm ^ 2, quando a superfície de um material derrete e evapora sob a ação de um laser, e quando a velocidade de evaporação é suficientemente grande, a pressão de recuo gerada pelo vapor é suficiente para superar a tensão superficial
O efeito buraco-chave no soldagem a laser refere-se à formação de pequenas bolhas ou furos devido à expansão térmica do material e à evaporação de gases internos durante o processo de soldagem a laser. esses furos podem afetar a qualidade da soldagem e a resistência da costura de soldagem. o efeito de buraco-chave ocorre principalmente devido às seguintes
1) expansão térmica do material: a alta densidade de energia do feixe de laser eleva rapidamente a temperatura na área de solda, fazendo com que o material se expanda termicamente. Isso leva à geração de tensão e deformação na área de solda. quando a expansão térmica do material de solda não é uniforme, é fácil formar
2) evaporação de gases internos: existem gases ou impurezas minúsculas no material de solda. quando o feixe de laser é lançado sobre a área de solda, a alta temperatura faz com que estes gases evaporem rapidamente, formando bolhas ou buracos. Estas bolhas podem dificultar a formação da piscina de solda e o ench
3) Reações químicas do material: sob altas temperaturas, o material de solda reage quimicamente com oxigénio, vapor de água e outros elementos presentes no ambiente circundante, gerando óxidos ou outros compostos. Estes compostos reduzem o ponto de fusão da área de solda, aumentam a liberação de gases durante o processo de solda
Quando a pressão do vapor de metal gerado pelo feixe de laser nos microporos atinge o equilíbrio com a tensão superficial e a gravidade do metal líquido, os microporos não continuam a aprofundar, formando um microporo estável de profundidade. Isto é o que é referido como o "efeito bura
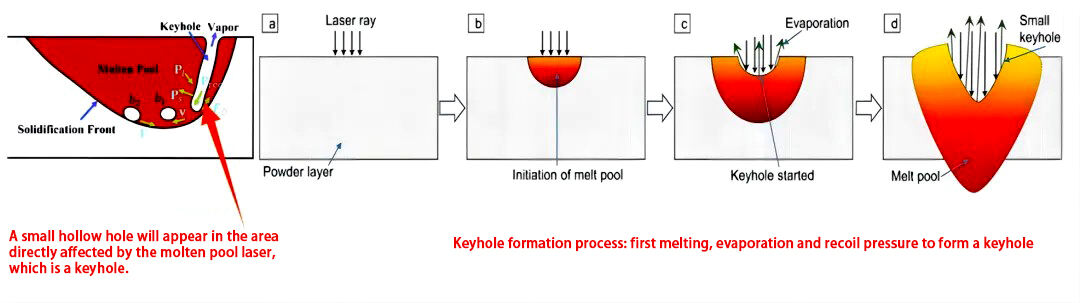
2. Formação e desenvolvimento de buracos de chave
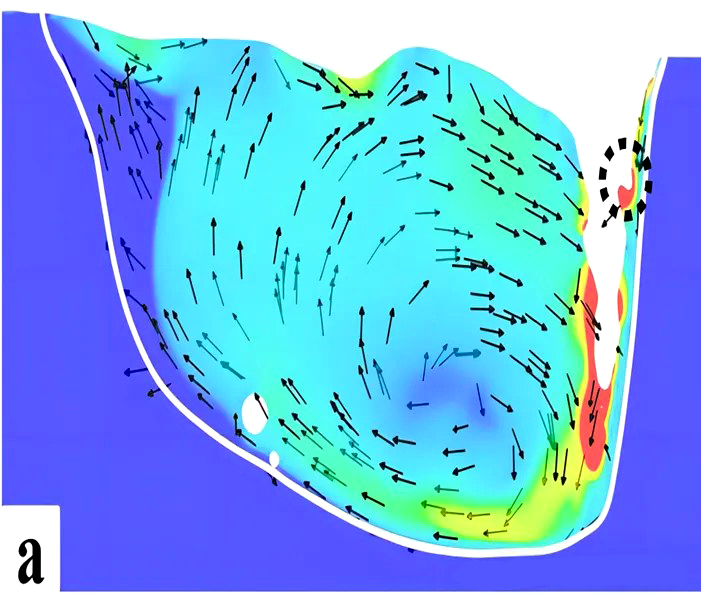
Durante o processo de soldagem, a parede do buraco da fechadura está sempre em um estado de alta flutuação. a camada mais fina de metal fundido na parede anterior do buraco da fechadura flui para baixo com a flutuação da parede. qualquer protuberância na parede anterior do buraco da fechadura irá
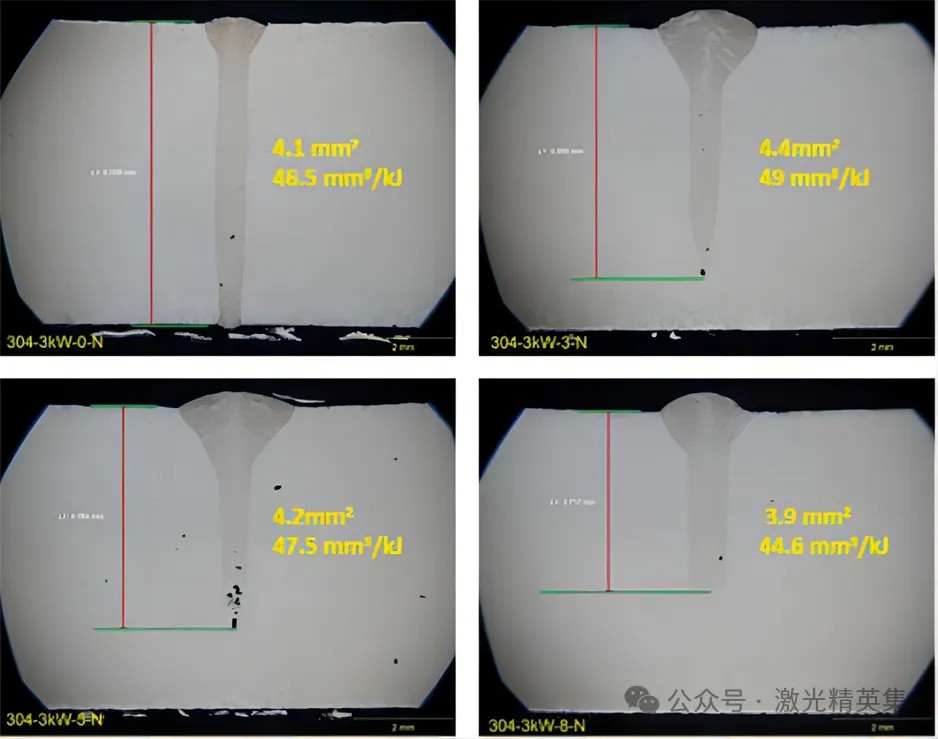
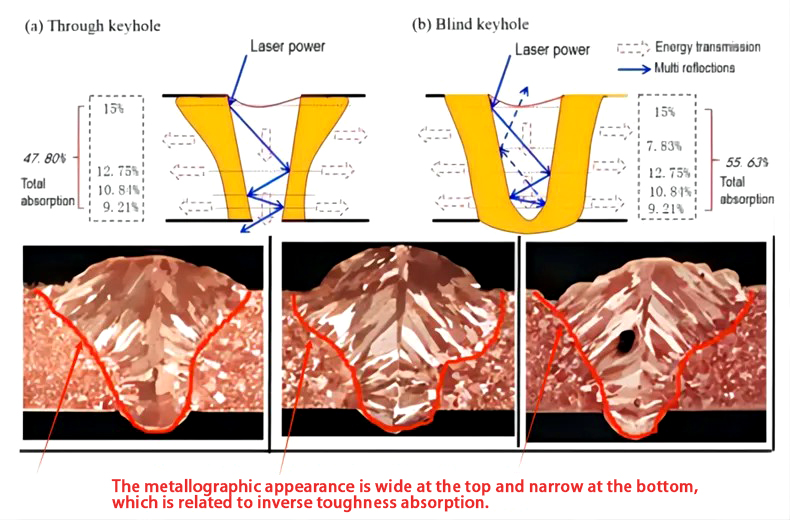
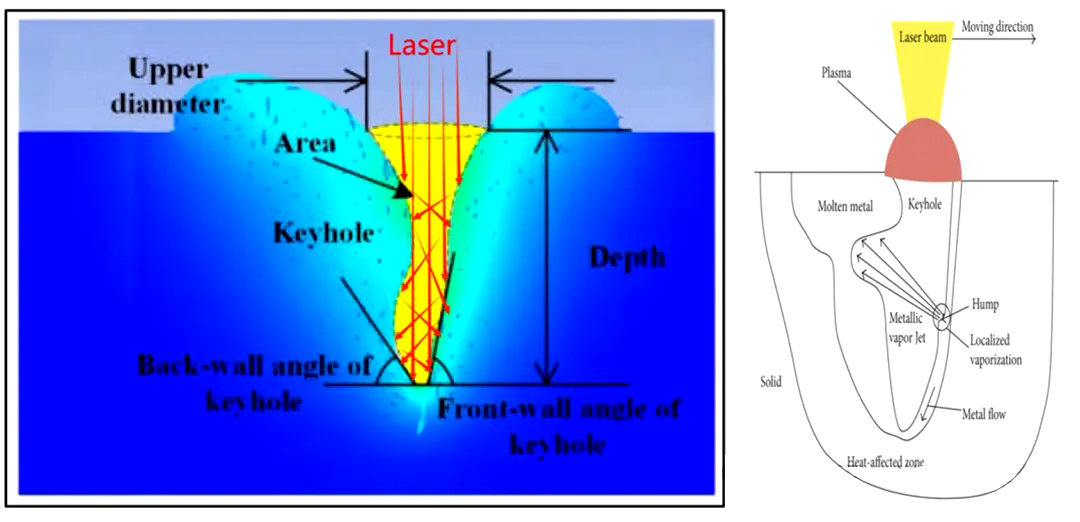
Devido à presença dos microporos, a energia do feixe de laser penetra no material, formando esta costura de soldagem profunda e estreita. a imagem acima mostra a morfologia transversal típica de uma soldagem de penetração profunda a laser. a profundidade da soldagem e a profundidade do buraco da fe
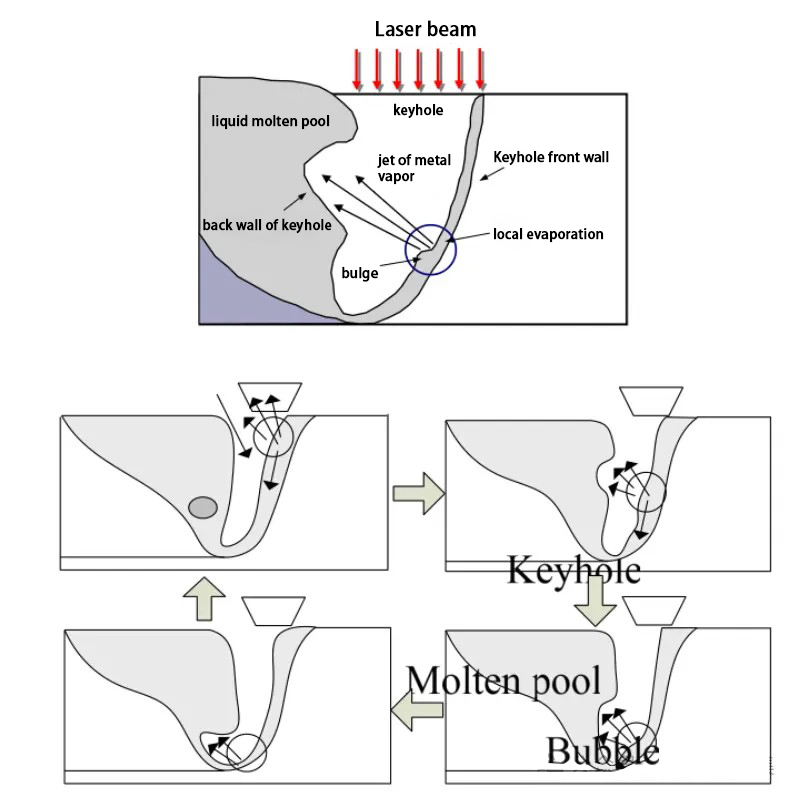
A instabilidade do buraco da fechadura durante o processo de solda é causada principalmente pela evaporação do metal local na parede frontal do buraco da fechadura. Os fatores que formam a porosidade são:
1) a evaporação local provoca a infiltração de gás protetor;
2) a queima de elementos de liga;
3) durante a solda a laser de alumínio e suas ligas, a solubilidade de hidrogénio no alumínio diminui drasticamente durante o processo de resfriamento.
3.análise da absorção de energia do laser no buraco da fechadura
Antes da formação do pequeno buraco e do plasma, a energia do laser é transferida principalmente para o interior da peça através da condução térmica. O processo de soldagem pertence à soldagem por condução (dentro de 0,5 mm de profundidade de fusão), e a taxa de absorção do material para o laser está entre 25-45%, uma vez que O processo de solda torna-se de soldagem por penetração profunda (mais de 0,5 mm de profundidade de fusão) , e a taxa de absorção pode atingir 60~90% ou mais. O efeito buraco da fechadura desempenha um papel extremamente importante a utilização de um laser de alta intensidade para a produção de energia solar é essencial para o desenvolvimento de uma tecnologia de alta eficiência. soldagem a laser o feixe de laser que entra no buraco da fechadura é quase completamente absorvido por múltiplos reflexos da parede do buraco.
Acredita-se geralmente que o mecanismo de absorção de energia do laser no buraco da fechadura inclui dois processos: absorção de raios de travagem inversa e absorção de fresnel.
3.1 Absorção fresnel
A absorção fresnel é o mecanismo de absorção da parede do buraco da fechadura para o laser, que descreve o comportamento de absorção do laser sob múltiplas reflexões no buraco da fechadura. Quando o laser entra no buraco da fechadura, ocorrem múltiplas reflexões na parede interna do buraco da fech
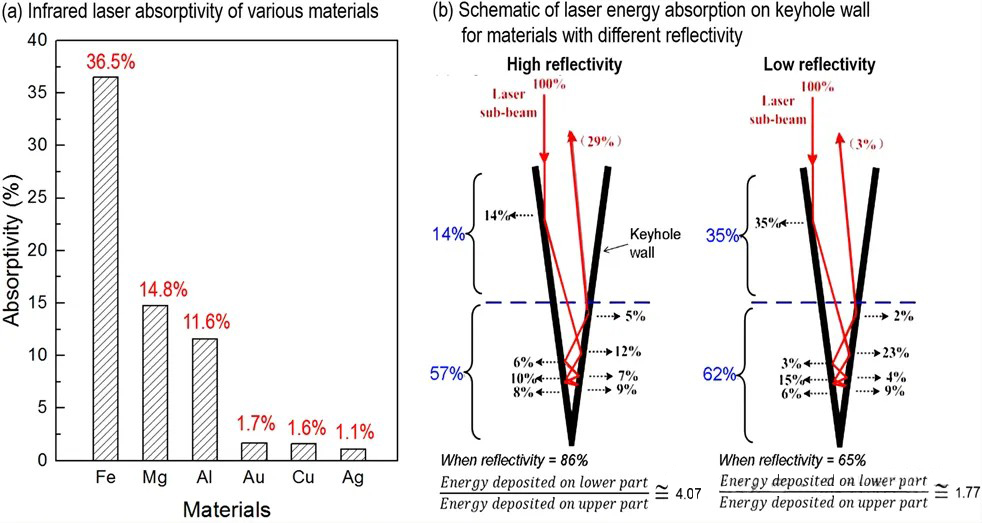
Do gráfico à esquerda, pode-se ver que a taxa de absorção do aço para lasers infravermelhos é cerca de 2,5 vezes a do magnésio, 3,1 vezes a do alumínio, e 36 vezes a do ouro, prata e cobre. Para materiais de alta refletividade, as múltiplas reflexões do feixe de laser no pequeno buraco são o principal mecanismo de absorção de energia no processo de soldagem a laser de fusão profunda.
A baixa taxa de absorção leva a uma eficiência de acoplamento de energia mais baixa durante a soldagem a laser de materiais altamente reflectantes (71% versus 97%), e a uma maior concentração de absorção de energia no fundo do pequeno buraco.durante o processo de soldagem a laser de materiais altamente reflectantes, a distribuição de energia ao longo da direção de profundidade do pequeno buraco é desequilibrada, o que acelera a instabilidade do pequeno buraco e leva à porosidade, fusão incompleta e má aparência.
3.2 Reversão da resistência absorção
Outro mecanismo de absorção de pequenos furos é através resistência plasmónica inversa absorção de radiação o laser viaja no plasma entre dois reflexos da parede do buraco, parte da sua energia é absorvida pelo plasma e a energia absorvida pelo plasma é passada para a parede do buraco através de convecção e radiação.
O papel e a proporção dos dois mecanismos de absorção de energia os dois mecanismos de absorção da energia do laser dentro de pequenos furos têm diferentes impactos na formação da costura da soldadura.
• a maior parte da energia absorvida pelo plasma é liberada na parte superior do pequeno buraco e menos na parte inferior, o que facilita a obtenção de um buraco em forma de "glassão de vinho", mas não favorece a ampliação da profundidade do buraco.
• a energia liberada pela absorção de fresnel da parede do buraco é relativamente uniforme na direcção da profundidade do buraco, o que é benéfico para aumentar a profundidade do buraco e, em última análise, obter uma costura de soldadura relativamente profunda e estreita.
A partir da perspectiva de melhorar a qualidade e a eficiência da soldagem, se o plasma dentro do pequeno buraco puder ser controlado para ser mais benéfico para a estabilidade da soldagem, a modulação a laser, o modo anular ajustável e a fonte de calor composta são todas soluções técnicas potencialmente eficazes.
4.equilíbrio de pressão no interior do buraco da fechadura
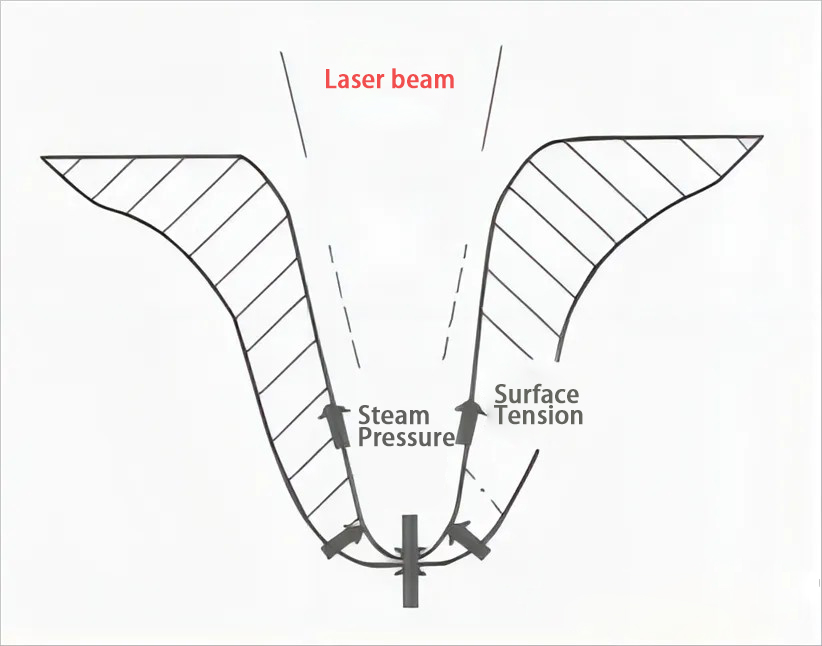
Durante a soldagem por fusão profunda a laser, o material vaporizou drasticamente, e a pressão de expansão do vapor de alta temperatura empurra o metal líquido para o lado, formando um pequeno buraco. Dentro do pequeno buraco, além da pressão de vapor do material e da pressão de ablação (também conhe
5. instabilidade do buraco da fechadura
Quando o laser age na superfície do material, uma grande quantidade de metal evapora, a pressão de recuo pressiona a piscina fundida para baixo, formando um buraco da chave, bem como o plasma, o que aumenta a profundidade de fusão.durante o processo de movimento, quando o laser atinge a parede frontal do buraco da
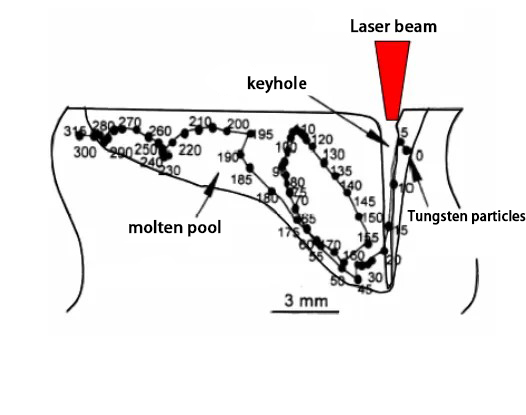
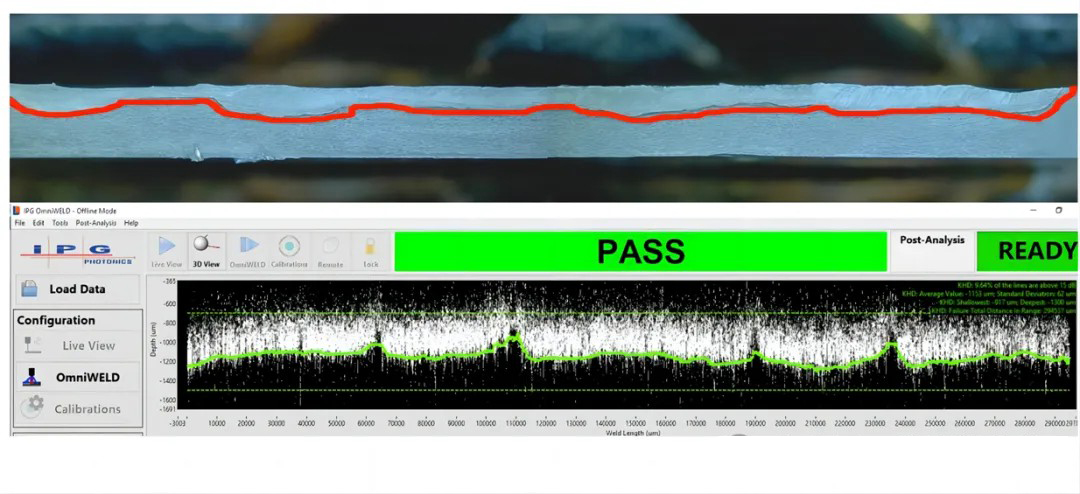
A visão por secção do centro da costura da soldadura obtida cortando longitudinalmente ao longo do centro paralelo à costura da soldadura, bem como o gráfico de mudança de profundidade do buraco da fechadura medido em tempo real pelo ipg-ldd, corroboram isso.
6.Fluctuações periódicas do buraco da fechadura
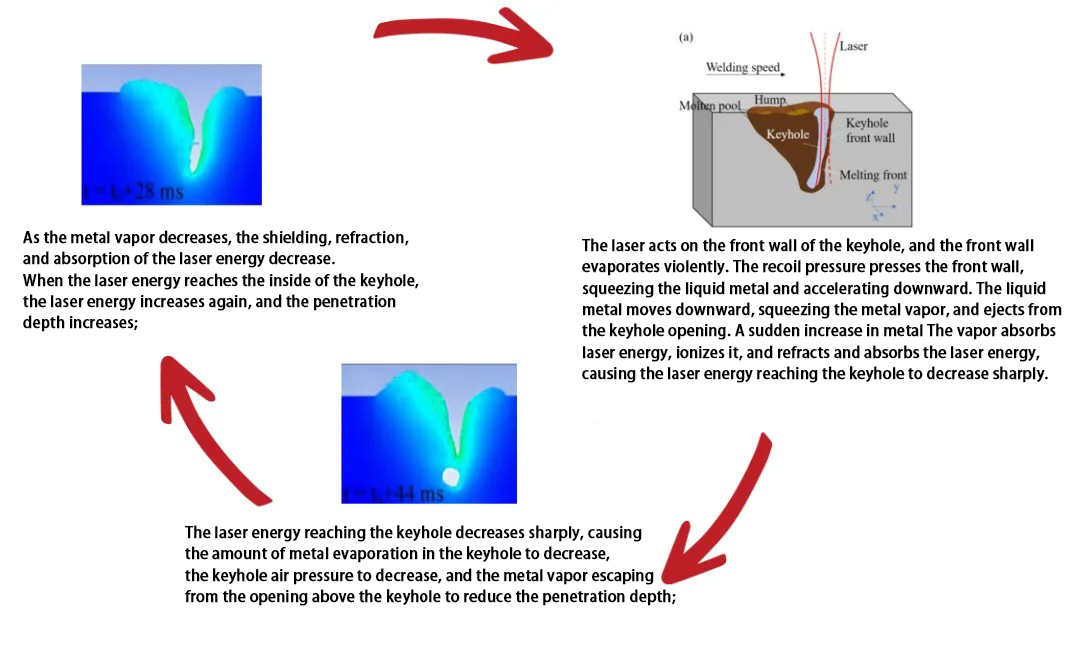
1. o laser age na parede frontal do buraco da fechadura, causando evaporação violenta da parede frontal. a pressão de recuo pressiona a parede frontal, comprimindo o metal líquido para acelerar seu movimento para baixo. o movimento para baixo do metal líquido comprime o vapor de metal para espalhar
2. a diminuição acentuada da energia do laser que atinge o buraco da fechadura resulta numa diminuição da quantidade de vaporização do metal no interior do buraco da fechadura. Isto faz com que a pressão do buraco da fechadura diminua, a quantidade de vapor de metal que escapa da abertura superior do
3. à medida que a quantidade de vapor de metal diminui, a blindagem, a refração e a absorção da energia do laser diminuem, fazendo com que a energia do laser que atinge o interior do buraco da fechadura aumente e a profundidade de fusão aumente.
7.O buraco da chave suprime a direcção da onda
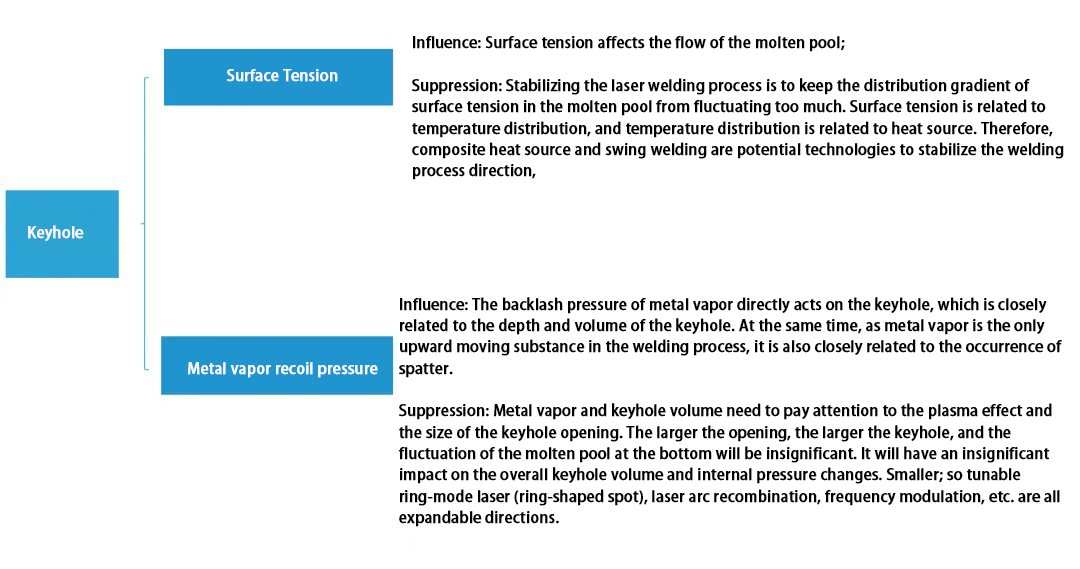
1) Tensão superficial
Influência: a tensão superficial afecta o fluxo da piscina fundida;
Inibição:estabilizar o processo de soldagem a laser envolve manter a distribuição do gradiente da tensão superficial na piscina de fundição sem flutuações excessivas. a tensão superficial está relacionada à distribuição de temperatura, que por sua vez está relacionada à fonte de calor. portanto, fontes de calor compostas e soldag
2) pressão de recuo do vapor metálico
Influência:a pressão de recuo do vapor metálico afecta directamente a formação de buracos de fechadura e está estreitamente relacionada com a profundidade e o volume dos buracos de fechadura.
Inibição:a relação entre o vapor metálico e o volume do buraco da fechadura exige atenção ao efeito de plasma e ao tamanho da abertura do buraco da fechadura. Quanto maior a abertura, maior o buraco da fechadura, fazendo com que as flutuações na pequena piscina de metal fundido no fundo pareçam insig Portanto, o laser de modo anel ajustável (pontos em forma de anel), combinação de arco-laser, modulação de frequência, etc., são todas direções potenciais de expansão.