 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Strona Główna
- Produkty
- O Nas
- Wideo
- Aplikacja
- Wiadomości
- Centrum Pomocy
- Skontaktuj Się Z Nami

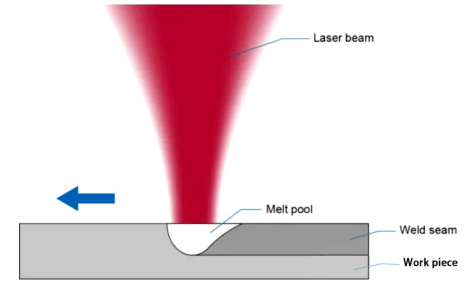
1. Definicja i cechy spawania laserowego przewodności termicznej. Spawanie laserowe przewodności termicznej to metoda spawania laserowego. Ten tryb spawania charakteryzuje się małą głębokością przeniknięcia i małym stosunkiem głębokości do szerokości. Gdy gęstość mocy jest mniejsza niż...
Skontaktuj się z nami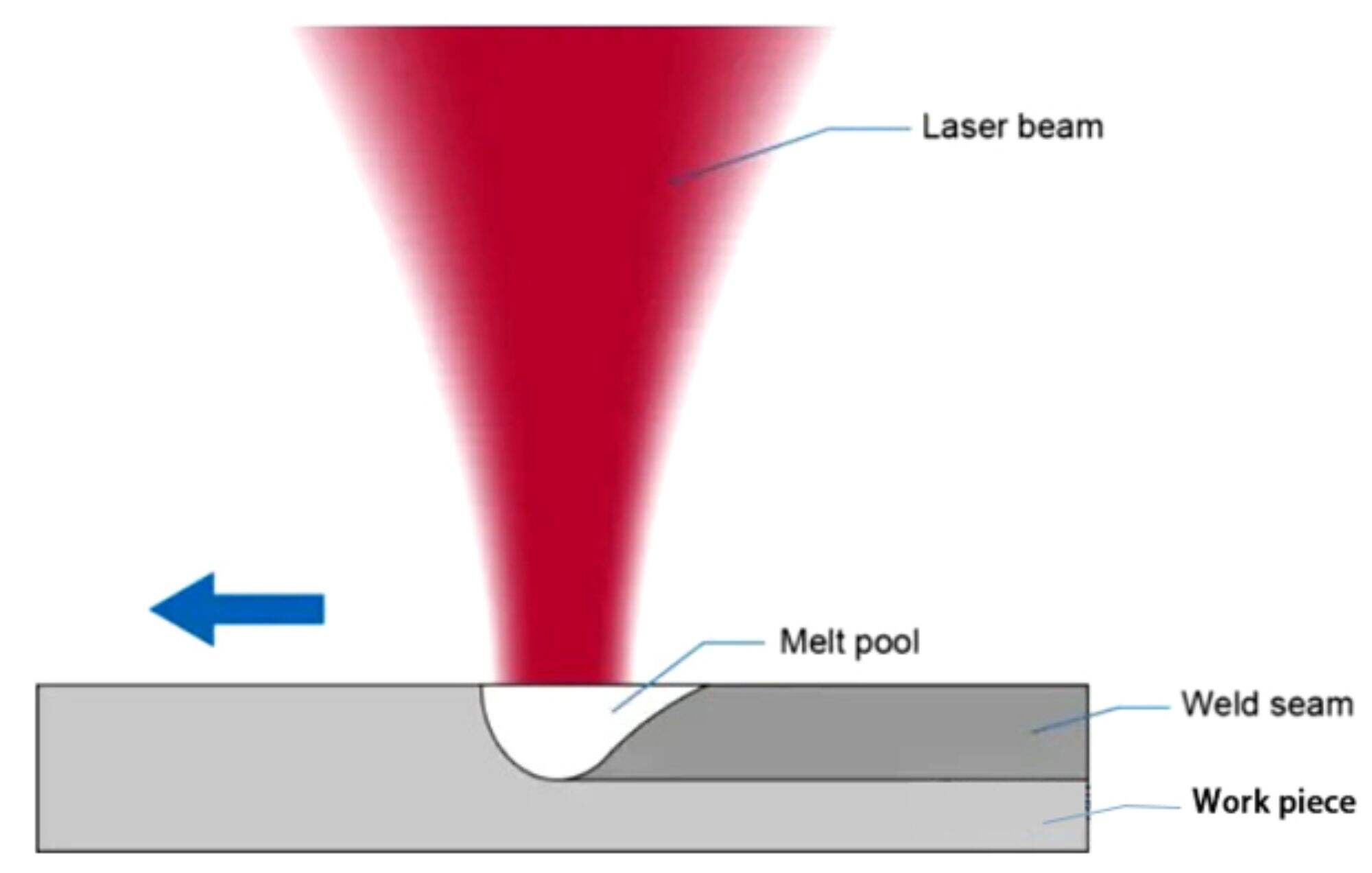
1.laserowe przewodnictwo cieplne
Spawanie laserowe o przewodności cieplnej jest metodą spawanie laserowe . ten tryb spawania ma niską głębokość penetracji i niewielki stosunek głębokości do szerokości.
Podczas spawania przewodzeniowym cieplnym energia promieniowania laserowego działa na powierzchni materiału, a energia promieniowania laserowego jest przekształcana w ciepło na powierzchni.ciepło powierzchni rozprasza się do wnętrza poprzez przewodzenie cieplne, powodując top
Energia promieniowania laserowego działa tylko na powierzchni materiału, a topnienie materiału podłoża odbywa się przez przewodzenie cieplne.Po wchłonięciu energii laserowej przez cienką warstwę 10 ~ 100 nm na powierzchni i stopieniu, temperatura powierzchni nadal rośnie, powodując
Gęstość mocy wiązki używanej w spawaniu jest niska. po tym, jak element objęty obróbką wchłania laser, temperatura musi tylko osiągnąć punkt topnienia powierzchni, a następnie ciepło jest przenoszone do wnętrza przedmiotu objętego obróbką, aby utworzyć stopiony basen
Typowe zastosowania to spawanie zlewów ze stali nierdzewnej, metalowe miotacze, spawanie metalowych łączników rur itp.
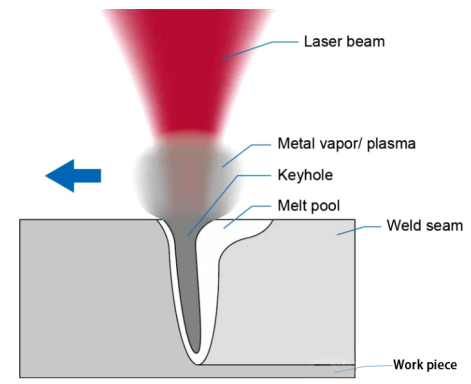
2.laserowe spawanie głębokim penetracją definicja i charakterystyka
Gdy gęstość mocy jest większa niż 10^5~10^7 w/cm2, powierzchnia metalu jest wypukła w "dziury" z powodu ciepła, tworząc spawanie głębokim penetracją, które ma cechy szybkiej prędkości spawania i dużego stosunku kształ
Metalourgiczny fizyczny proces spawania laserem jest bardzo podobny do spawania wiązką elektronów, czyli mechanizm konwersji energii jest wykonywany poprzez strukturę "małej dziury". Pod działaniem promieniowania wiązki o wystarczająco wysokiej gęstości mocy materiał odparowuje się,
Głębokie spawanie materiałów wymaga bardzo dużej mocy laserowej.W przeciwieństwie do spawania cieplnego, głębokie spawanie spawanie nie tylko topi metal, ale również odparowuje metal.Stopiony metal jest rozładowywany pod ciśnieniem pary metalu, tworząc małe otwory
Typowe zastosowania to spawanie grubości płyt stalowych (10-25 mm) i spawanie aluminiowych powłok baterii mocy.
3. cechy spawania laserowego głębokim wnikaniem
Wysoki współczynnik widoku. Ponieważ stopiony metal tworzy się wokół cylindrycznej komory wysokotemperaturowej pary i rozciąga się w kierunku przedmiotu, spawanie staje się głębokie i wąskie.
Minimalne wprowadzanie ciepła. Ponieważ temperatura wewnątrz małego otworu jest bardzo wysoka, proces topnienia następuje niezwykle szybko, wprowadzenie ciepła do obrabialnika jest bardzo niskie, a deformacja termiczna i strefa dotknięta ciepłem są małe.
Wysoka gęstość. Ponieważ małe otwory wypełnione parą o wysokiej temperaturze sprzyjają mieszaniu basenu spawalniczego i wydalanie gazu, co powoduje spawanie penetracji bez porów. wysoka szybkość chłodzenia po spawaniu może łatwo udoskonalić strukturę spawania.
Silne spawania. Ze względu na gorące źródło ciepła i pełne wchłanianie składników niemetalowych, zawartość zanieczyszczeń jest zmniejszona, rozmiar włączenia i jego rozmieszczenie w stopionej basenie są zmienione.proces spawania nie wymaga elektrod ani przewodów wypełniających
Dokładna kontrola. Ponieważ skupiony punkt światła jest mały, szwy spawania można ustawić z wysoką precyzją. wyjście laserowe nie ma "inercji" i może być zatrzymane i uruchomione z nowa przy dużych prędkościach. złożone obrabiarki można spawać przy użyciu technologii ruchu wi
Proces spawania atmosferycznego bez kontaktu. Ponieważ energia pochodzi z wiązki fotonowej i nie ma fizycznego kontaktu z przedmiotem, nie ma siły zewnętrznej na przedmiocie. ponadto magnetyzm i powietrze nie mają wpływu na światło lasera.
Zalety spawania laserowego głębokim wnikaniem:
1) ponieważ laser skoncentrowany ma znacznie wyższą gęstość mocy niż konwencjonalne metody, powoduje szybką prędkość spawania, małą strefę cieplną i małą deformację, a także może spawać trudne do spawania materiały, takie jak tytan.
2) ponieważ wiązkę można łatwo przesyłać i kontrolować, nie ma potrzeby częstego wymiany pistoletów spawalniczych i dyszek, a do spawania wiązką elektronów nie jest wymagana próżnia, co znacznie skraca czas przestoju i czas pomocniczy, więc współczynnik obciążenia
3) ze względu na efekt oczyszczania i wysoką szybkość chłodzenia, szwy spawalnicze mają wysoką wytrzymałość, twardość i ogólną wydajność.
4) ze względu na niskie średnie wprowadzane ciepło i wysoką dokładność obróbki, koszty ponownego obróbki mogą zostać zmniejszone; ponadto koszty eksploatacji spawania laserowego są również niskie, co może zmniejszyć koszty obróbki obrabiarków.
5) może skutecznie kontrolować natężenie wiązki i precyzyjne ustawienie pozycji, a także łatwo realizować automatyczne działanie.
Wady spawania laserowego głębokim wnikaniem:
1) głębokość spawania jest ograniczona.
2) montaż obrabiarków wymaga wysokich wymagań.
3) jednorazowa inwestycja w system laserowy jest stosunkowo wysoka