EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Strona Główna
- Produkty
- O Nas
- Wideo
- Aplikacja
- Wiadomości
- Centrum Pomocy
- Skontaktuj Się Z Nami

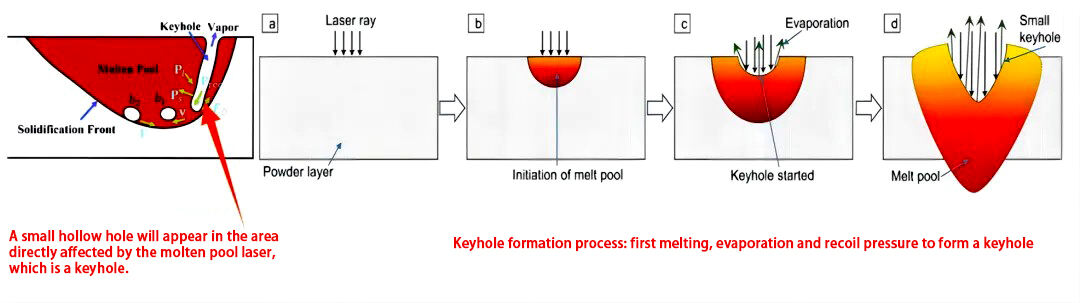
definicja otworu klucza: Gdy intensywność promieniowania jest większa niż 10^6W/cm^2, wtedy powierzchnia materiału topi się i paruje pod wpływem lasera, a gdy prędkość parowania jest wystarczająco duża, siła odparcia...
Skontaktuj się z nami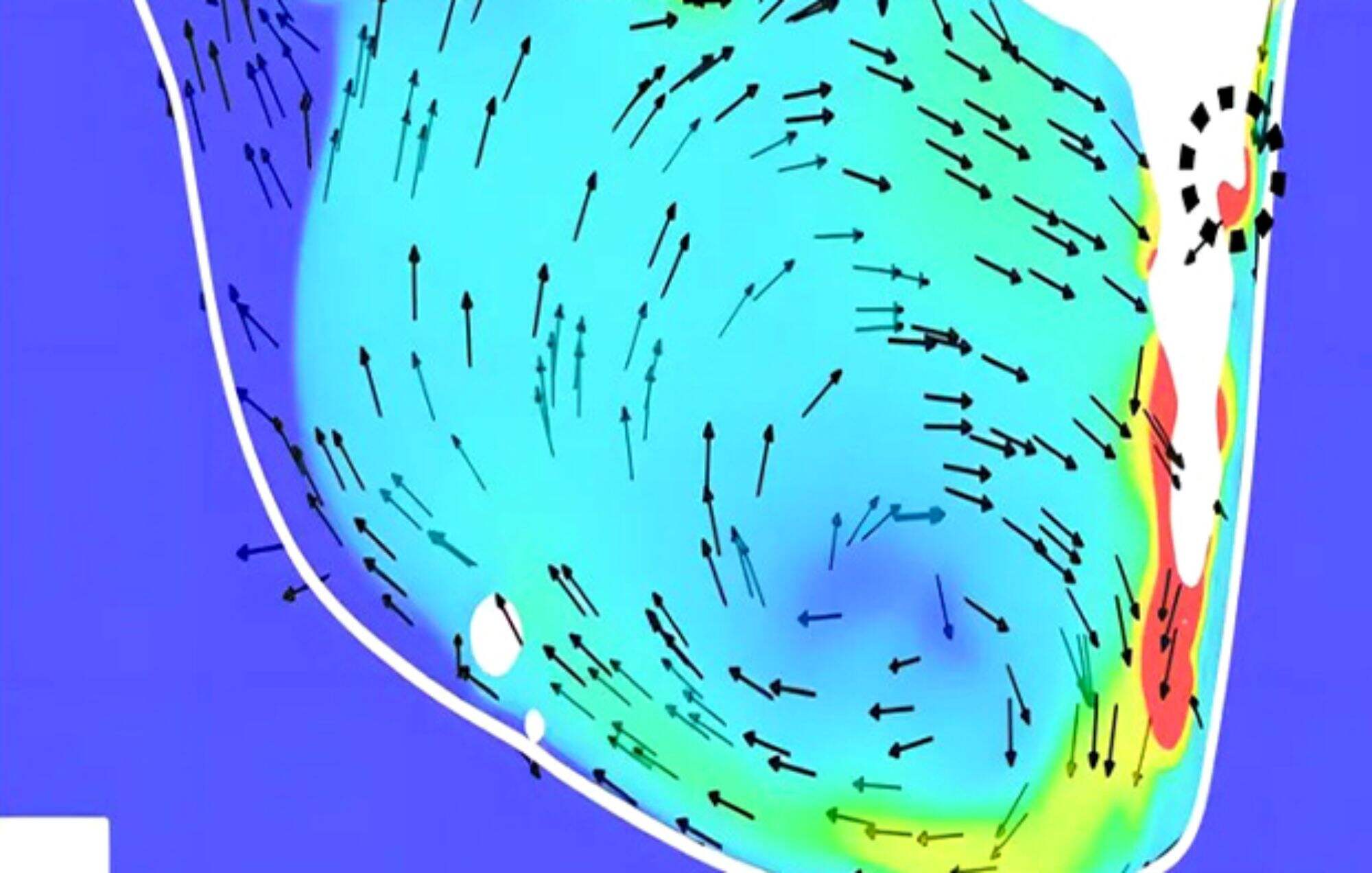
1.definicja otworu kluczowego
Definicja otworu kluczowego: gdy intensywność promieniowania jest większa niż 10 ^ 6w / cm ^ 2, gdy powierzchnia materiału topi się i odparowuje pod działaniem lasera, a prędkość odparowania jest wystarczająco duża, ciśnienie odwrotu generowane przez parę jest wystarcza
Efekt otworu kluczowego w spawanie laserowe odnosi się do tworzenia się małych bąbelków lub otworów z powodu rozszerzenia termicznego materiału i parowania gazów wewnętrznych podczas procesu spawania laserowego. te otwory mogą mieć wpływ na jakość spawania i wytrzymałość szwu spawania. efekt otworu kluczowego występuje gł
1) rozszerzenie termiczne materiału: wysoka gęstość energii wiązki laserowej szybko podnosi temperaturę w obszarze spawania, powodując termiczny rozszerzenie materiału. prowadzi to do wytwarzania naprężenia i deformacji w obszarze spawania. gdy rozszerzenie termiczne materiału spa
2) odparowanie gazów wewnętrznych: w materiale spawalniczym znajdują się maleńkie gazy lub zanieczyszczenia. Kiedy wiązka laserowa jest świecona na obszar spawania, wysoka temperatura powoduje, że gazy te szybko odparowują, tworząc bąbelki lub otwory
3) reakcje chemiczne materiału: w wysokich temperaturach materiał spawalniczy reaguje chemicznie z tlenem, parą wodną i innymi elementami obecnymi w otoczeniu, wytwarzając tlenki lub inne związki.
Kiedy ciśnienie pary metalowej wytwarzanej przez wiązkę lasera w mikroporach osiąga równowagę z napięciem powierzchniowym i grawitacją ciekłego metalu, mikropory przestają się pogłębiać, tworząc głęboko stabilne mikropory. To jest to, co nazywa się "
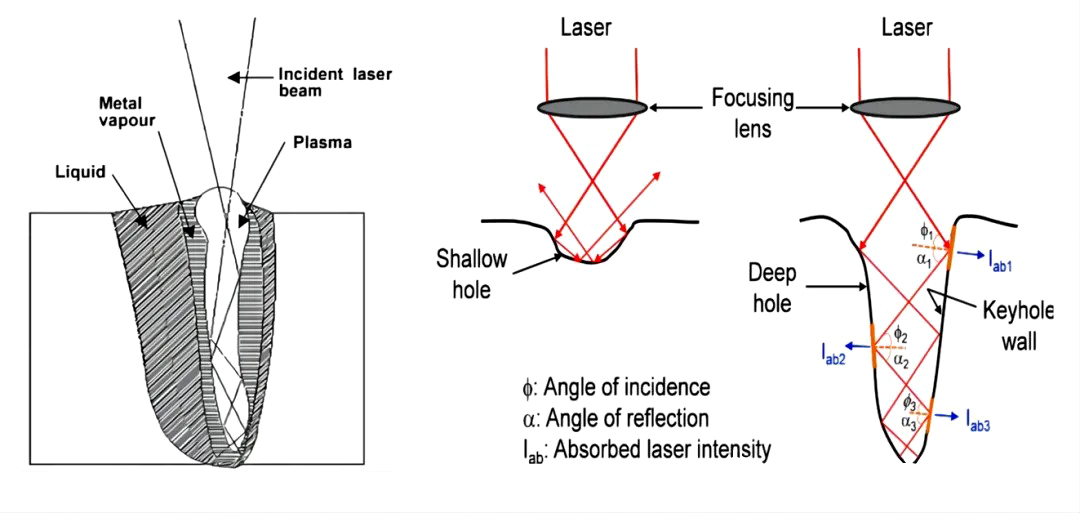
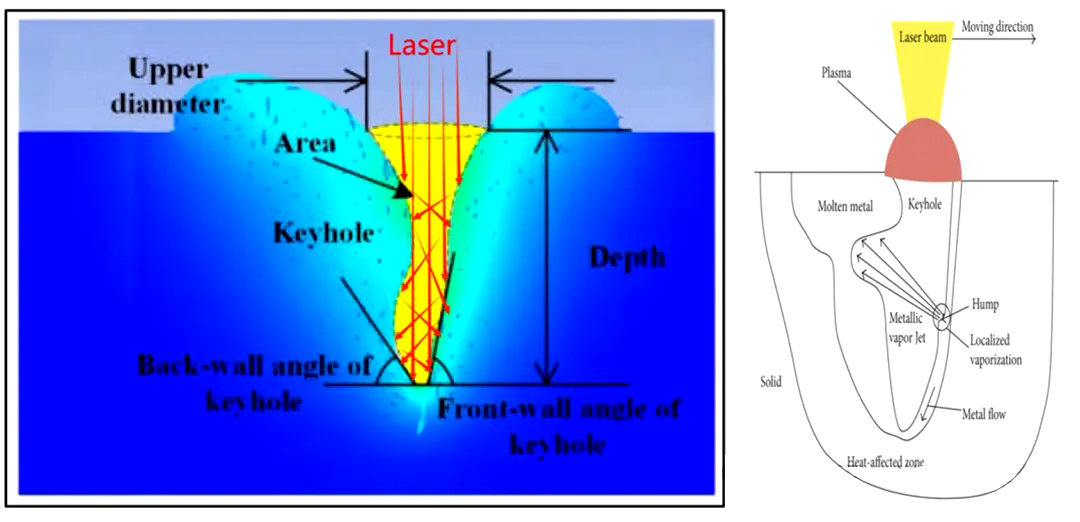
2. tworzenie i rozwój otworu kluczowego
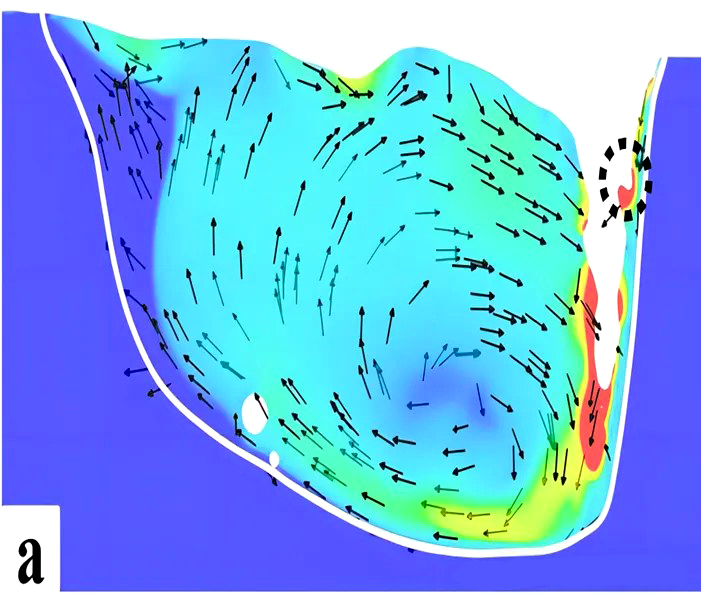
Podczas procesu spawania ściana otworu zawsze jest w stanie wysokiej fluktuacji. Cienkie warstwy stopionego metalu na przedniej ścianie otworu płyną w dół z fluktuacją ściany. wszelkie wystawy na przedniej ścianie otworu będą silnie odparowywane z powodu napromienio
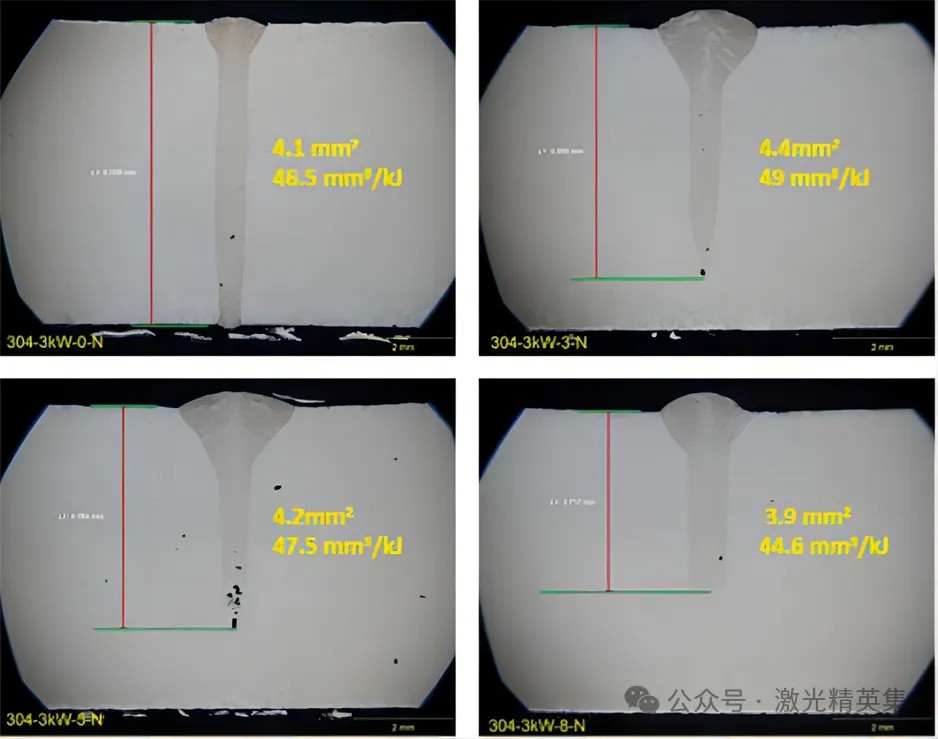
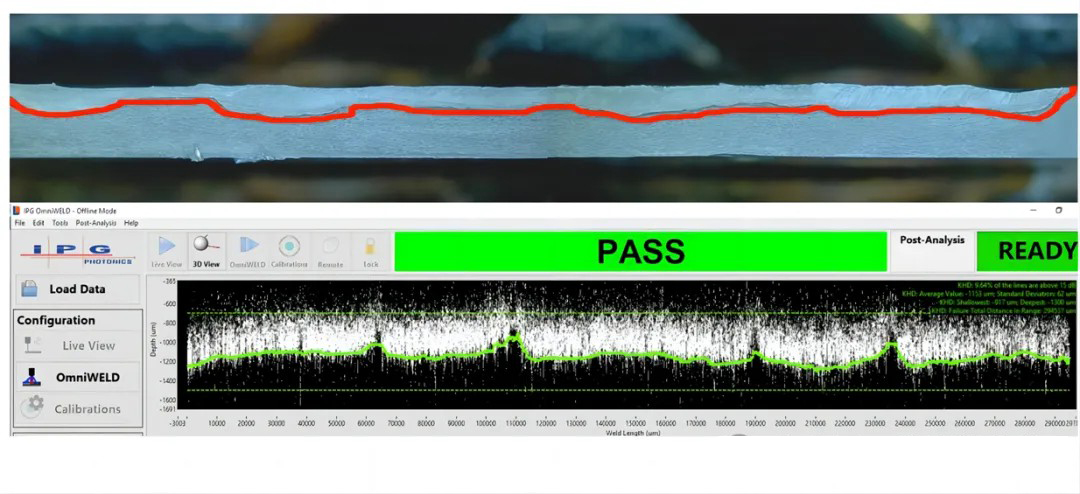
Ze względu na obecność mikroporów energia wiązki laserowej przenika do materiału, tworząc ten głęboki i wąski szwy spawania. obraz powyżej pokazuje typową morfologię przekroju poprzecznego spawania laserowego głębokiego penetracji.głębokość spawania i gł
Niestabilność otworu kluczowego podczas procesu spawania jest głównie spowodowana parowaniem lokalnego metalu w przedniej ścianie otworu kluczowego. Czynniki tworzące porowatość to:
1) lokalne odparowanie powoduje infiltrację gazu ochronnego;
2) spalanie elementów stopu;
3) podczas spawania laserowego aluminium i jego stopów, rozpuszczalność wodoru w aluminium drastycznie maleje podczas procesu chłodzenia.
3.analiza absorpcji energii laserowej w otworze kluczowym
Przed utworzeniem małych otworów i plazmy energia lasera jest przede wszystkim przenoszona do wnętrza przedmiotu przez przewodzenie cieplne. proces spawania należy do spawania przewodzącego (w głębokości topnienia 0,5 mm), a współczynnik absorpcji materiału do lasera wynosi od 25 do Proces spawania staje się spawaniem głębokim (ponad 0,5 mm głębokości topnienia) , a szybkość wchłaniania może osiągnąć 60~90% lub więcej. Efekt otworu kluczowego odgrywa niezwykle ważną rolę. w celu wzmocnienia absorpcji lasera w procesach przetwarzania, takich jak: spawanie laserowe wiązka lasera wchodząca do otworu jest prawie całkowicie wchłaniana przez wiele odbić ze ściany otworu.
Ogólnie uważa się, że mechanizm absorpcji energii lasera w otworze kluczowym obejmuje dwa procesy: absorpcję odwrotnego promieniowania hamulcowego i absorpcję fresnel.
3.1 wchłanianie
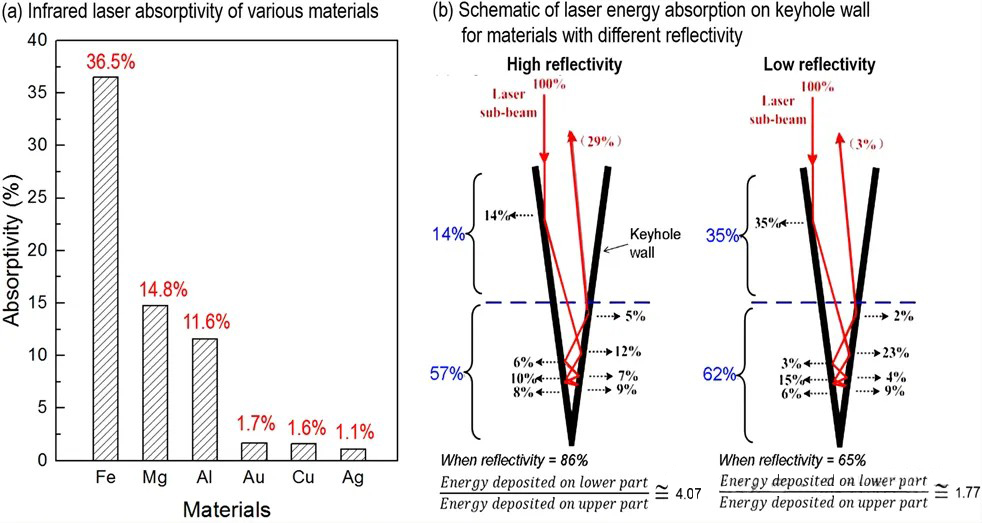
Absorpcja fresnel to mechanizm absorpcji ściany otworu kluczowego dla lasera, który opisuje zachowanie absorpcyjne lasera w przypadku wielokrotnych odbić w otworze kluczowym. Kiedy laser wchodzi do otworu kluczowego, wielokrotne odbicia występują na wewnętrznej
Z lewej tabeli widać, że szybkość absorpcji stali do lasera podczerwonego jest około 2,5 razy większa niż magnezu, 3,1 razy większa niż aluminium i 36 razy większa niż złota, srebra i miedzi. W przypadku materiałów o wysokiej odblaskowości wielokrotne odbicia wiązki laserowej w małym otworze są głównym mechanizmem absorpcji energii w procesie spawania laserowego głębokiego topienia.
Niska szybkość absorpcji prowadzi do niższej efektywności sprzężenia energii podczas spawania laserowego materiałów o wysokiej odblaskowości (71% vs. 97%), a także większego stężenia absorpcji energii na dnie małych otworów podczas procesu spawania laserowego materiałów o wysokiej odblasko rozkład energii wzdłuż kierunku głębokości małych otworów jest nierównoważny, co przyspiesza niestabilność małych otworów i prowadzi do porowości, niepełnego stopienia i złego wyglądu.
3.2 odwrotna odporność wchłaniania
Innym mechanizmem wchłaniania małych otworów jest poprzez odwrotna twardość plazmowa wchłanianie promieniowania .Plasma fotoindukowana nie tylko istnieje nad wyjściem z małych otworów, ale również wypełnia małe otwory. Laser przemieszcza się w plazmie między dwoma odbiciami od ściany otworu, część jego energii jest wchłaniana przez plazmę, a energia wchłaniana przez pla
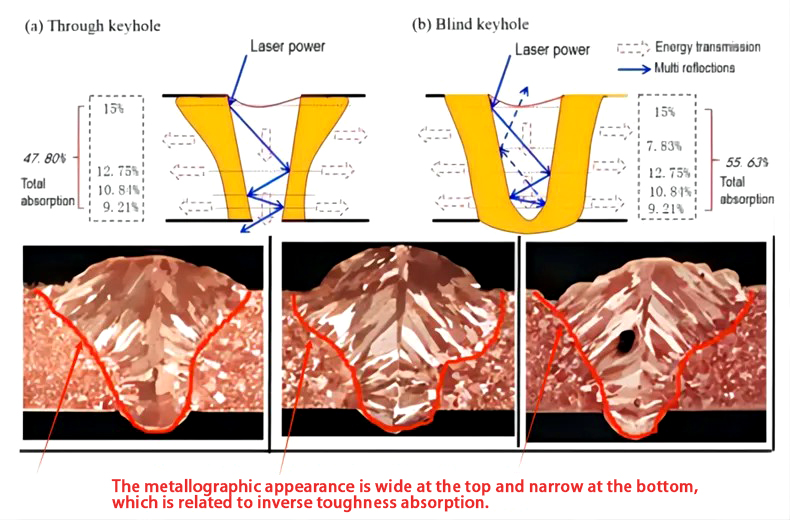
Rola i proporcja obu mechanizmów absorpcji energii : dwa mechanizmy absorpcji energii laserowej w małych otworach mają różne wpływy na tworzenie się szwu spawania.
• większość energii wchłanianej przez plazmę uwalniana jest w górnej części małego otworu, a mniej w dolnej części, co ułatwia uzyskanie otworu w kształcie szklanki wina, ale nie sprzyja wydłużeniu głębokości otworu.
•energia uwalniana przez wchłanianie freskli ściany otworu jest stosunkowo jednorodna w kierunku głębokości otworu, co jest korzystne dla zwiększenia głębokości otworu i ostatecznego uzyskania stosunkowo głębokiego i wąskiego szwu spawania.
Z punktu widzenia poprawy jakości i wydajności spawania, jeśli plazmy wewnątrz małych otworów można kontrolować w sposób bardziej korzystny dla stabilności spawania, modulacja laserowa, regulowany tryb pierścieniowy i złożone źródło ciepła są potencjalnie skutecznymi rozwiązaniami
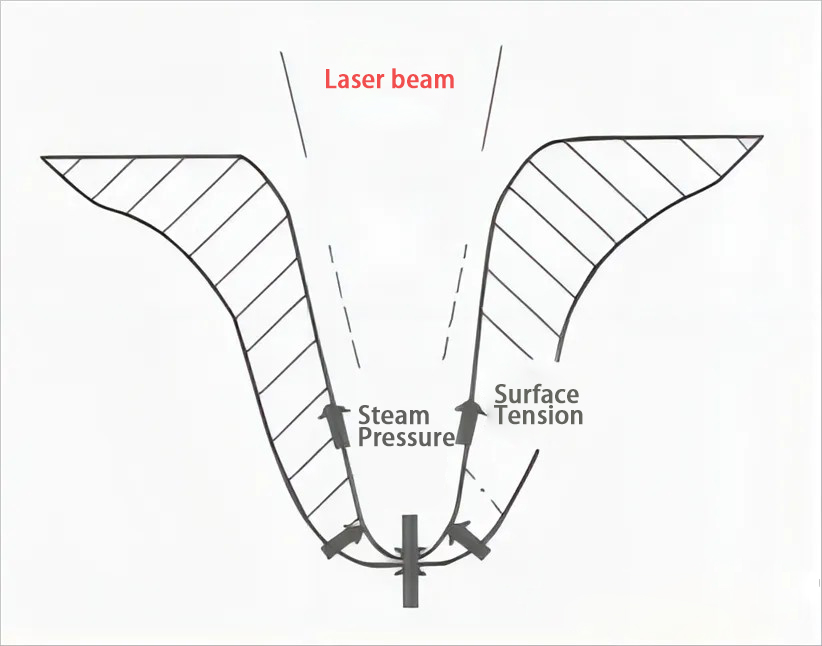
4.równowaga ciśnienia wewnątrz otworu kluczowego
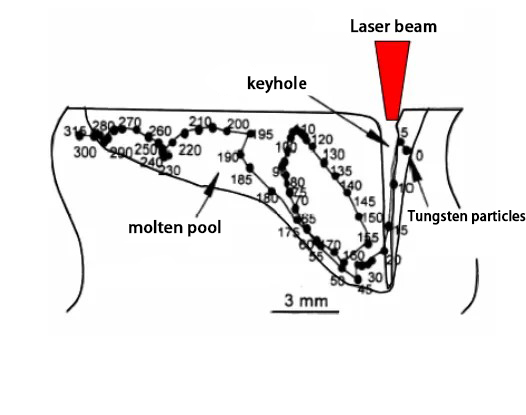
Podczas spawania laserowym głębokim syntezą materiał gwałtownie odparowuje się, a ciśnienie rozszerzające się wysokotemperaturowej pary odpycha płynny metal na bok, tworząc małe otwórko. wewnątrz małego otworu, oprócz ciśnienia pary
5. niestabilność otworu
Gdy laser działa na powierzchni materiału, duża ilość metalu odparowuje, ciśnienie odbicia uciska stopiony basen w dół, tworząc otwór kluczowy, a także plazmę, co zwiększa głębokość topnienia.podczas procesu ruchu, gdy laser uderza w przednią ścian
W przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku, gdy w przypadku
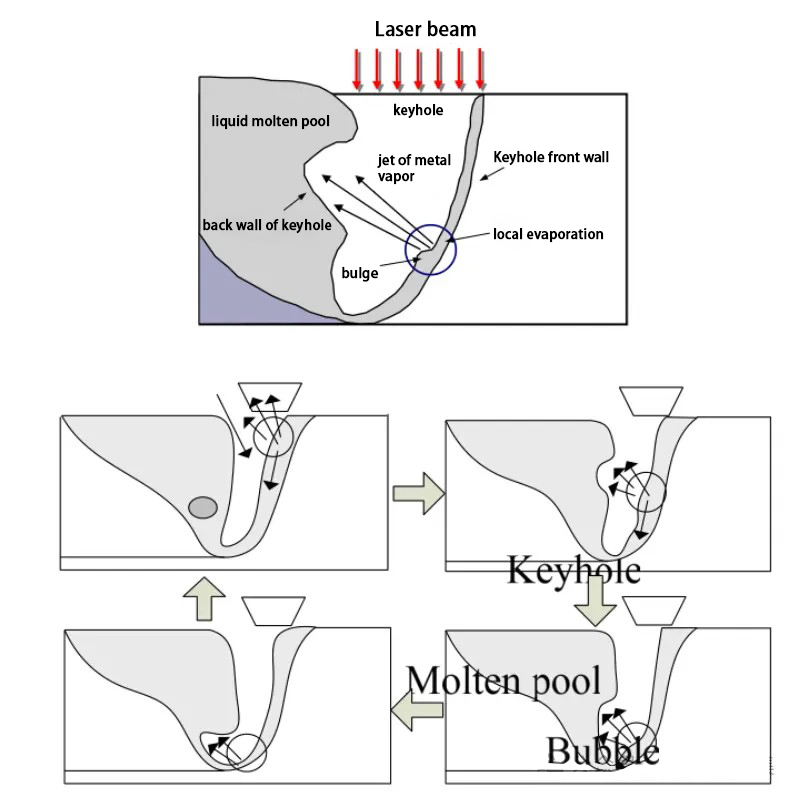
6. okresowe wahania otworu kluczowego
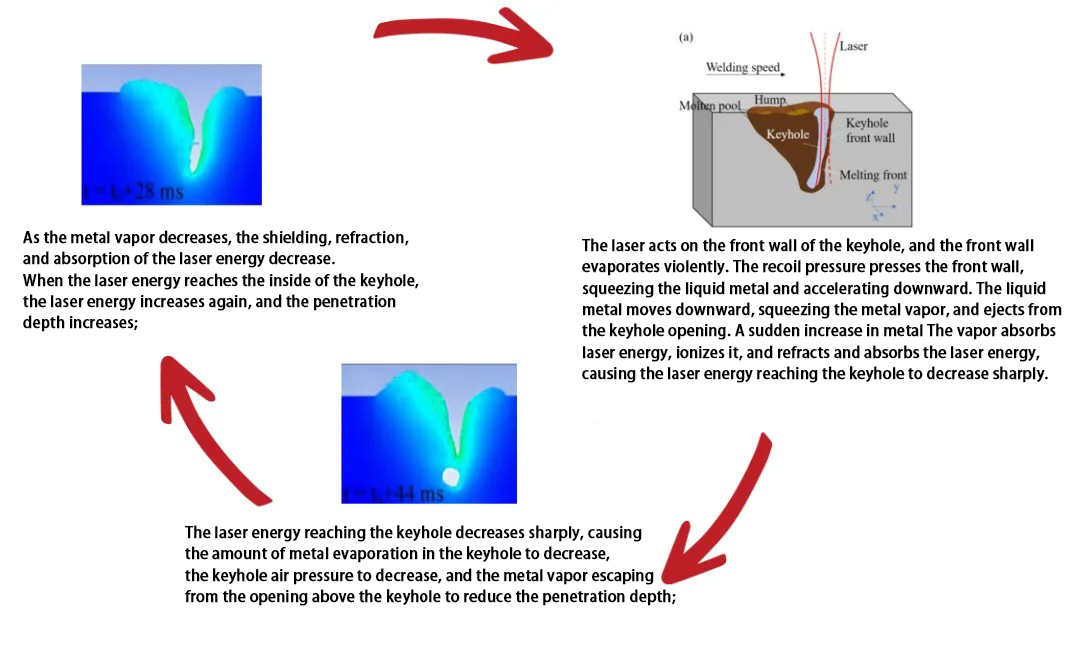
1. laser działa na przednią ścianę otworu kluczowego, powodując gwałtowne odparowanie przedniej ściany. ciśnienie odbicia naciska na przednią ścianę, ściskając ciekły metal, aby przyspieszyć jego ruch w dół. ruch w dół ciekłego metalu ścis
2. gwałtowny spadek energii lasera docierającej do otworu kluczowego powoduje zmniejszenie ilości odparowania metalu wewnątrz otworu kluczowego. powoduje to zmniejszenie ciśnienia otworu kluczowego, zmniejszenie ilości pary metalowej wydobywającej się z górnego otworu
3. w miarę zmniejszania się ilości pary metalowej zmniejsza się osłaniacz, załamanie i absorpcja energii laserowej, co powoduje, że energia laserowa docierająca do wnętrza otworu klucza wzrasta i głębokość topnienia wzrasta.
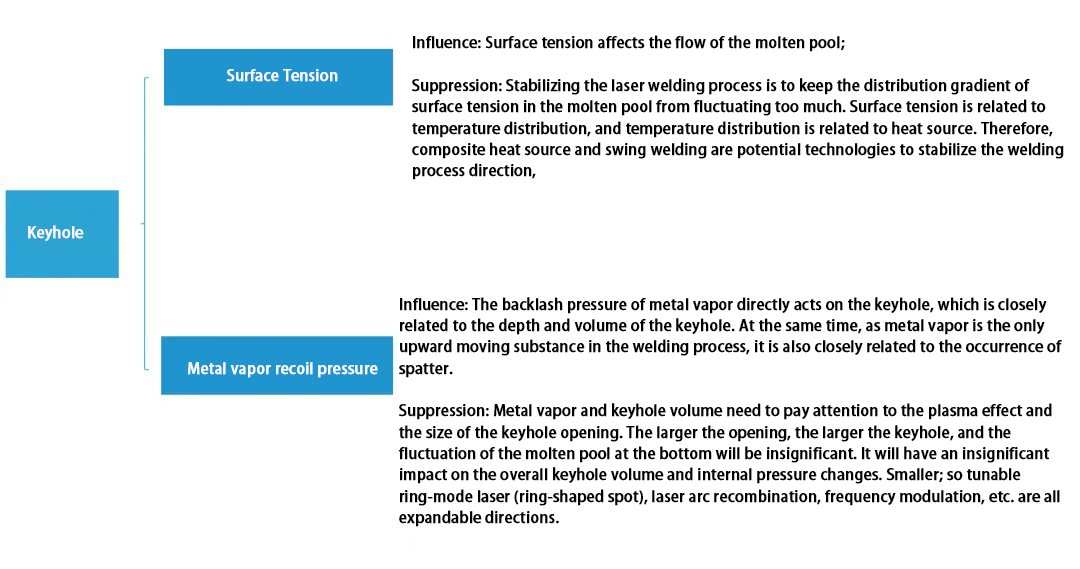
7. Kluczówka tłumi kierunek fali
1) napięcie powierzchniowe
Wpływ: napięcie powierzchniowe wpływa na przepływ płynnej zbiornika;
Hamowanie:stabilizacja procesu spawania laserowego polega na utrzymaniu rozkładu gradientu napięcia powierzchniowego w stopionej zbiorniku bez nadmiernych wahań. napięcie powierzchniowe jest związane z rozkładem temperatury, co z kolei jest związane ze źródłem cie
2)ciśnienie odbicia pary metalowej
Wpływ:ciśnienie odbicia pary metalowej bezpośrednio wpływa na tworzenie się otworów kluczowych i jest ściśle związane z głębią i objętością otworów kluczowych. Ponadto, ponieważ para metalowa jest jedyną substancją poruszającą się w górę podczas procesu spawania,
Inhibicja: stosunek pomiędzy parą metalową a objętością otworu kluczowego wymaga uwagi na efekt plazmy i wielkość otworu kluczowego. Im większe otwarcie, tym większe otwór kluczowy, co sprawia, że wahania w małym złowionym basenie na dnie wydają Dlatego też, regulowane lasery z trybem pierścieniowym (plamy o kształcie pierścienia), kombinacja lasera i łuku, modulacja częstotliwości itp. są potencjalnymi kierunkami rozwoju.