 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Strona Główna
- Produkty
- O Nas
- Wideo
- Aplikacja
- Wiadomości
- Centrum Pomocy
- Skontaktuj Się Z Nami

Efekt plazmy w procesie spawania laserowego W procesie spawania laserowego plazma jest zjawiskiem powszechnym, które ma istotny wpływ na efekt i jakość procesu spawania. Plazma składa się z jonizowanego gazu, w którym atomy lub cząsteczki...
Skontaktuj się z nami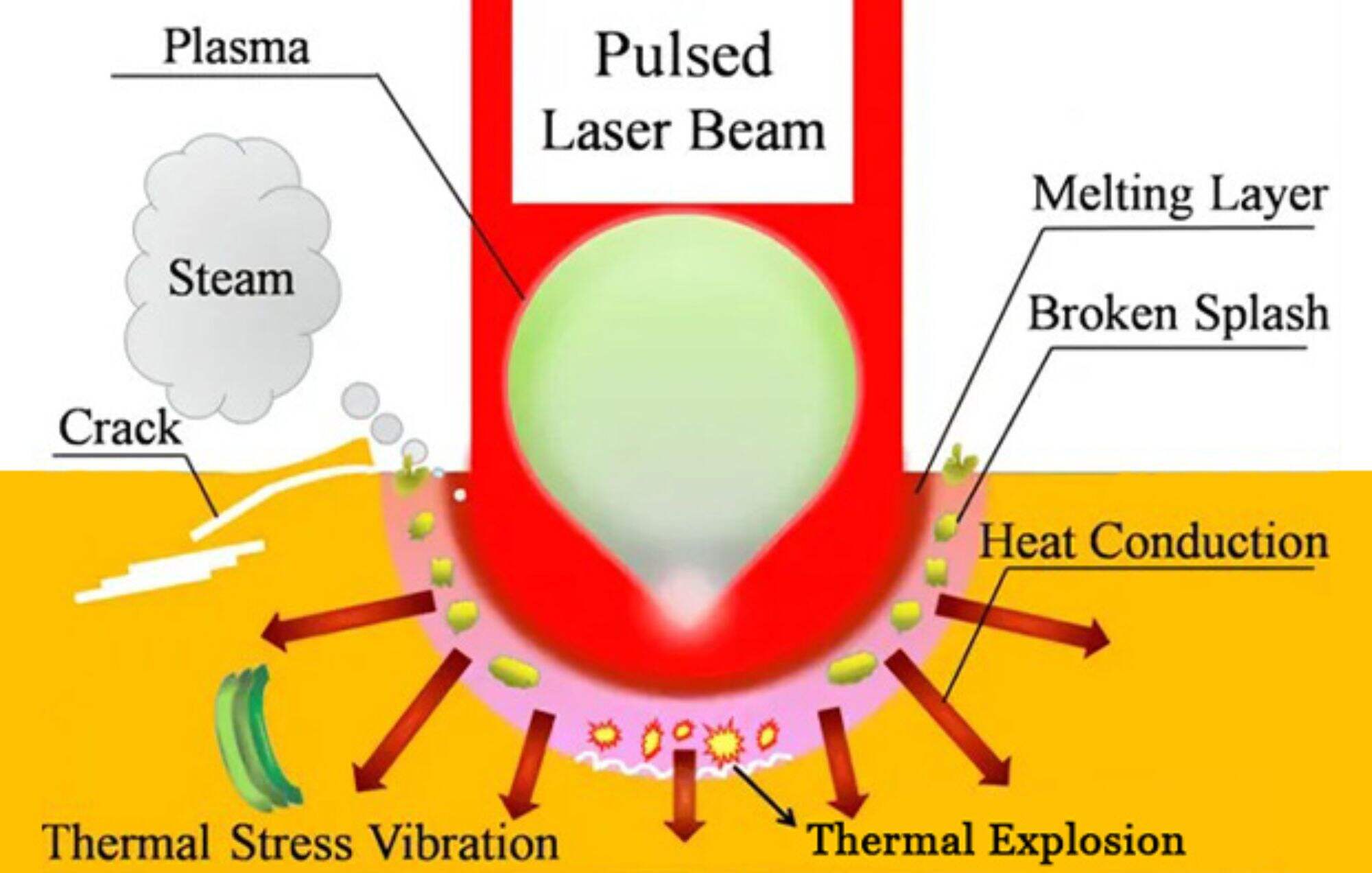
Efekt plazmy w procesie spawania laserowego
W spawanie laserowe w procesie spawania, plazma jest powszechnym zjawiskiem, które ma istotny wpływ na efekt i jakość procesu spawania.Plazma składa się z jonizowanego gazu, w którym atomy lub cząsteczki w gazie tracą lub zyskują elektrony, tworząc dodatnie jony i wol
1.1 Efekt plazmowy - definicja plazmy
Wytwarzanie osocza
W spawanie laserowe , wytwarzanie osocza następuje zwykle w następujących etapach:
Promieniowanie laserowe: gdy wiązka laserowa o wysokiej energii uderza w powierzchnię przedmiotu, najpierw podgrzewa powierzchnię, powodując szybkie odparowanie materiału.
Spawanie laserowe jest zwykle towarzyszy wir płomienia, który obejmuje strumienie płomieni, żółte światło, niebieskie światło i fioletowe światło.
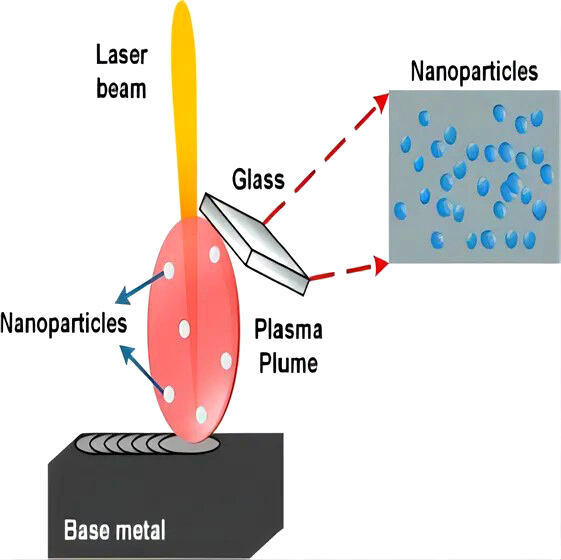
Definicja plazmy: plazmy wytwarzanej przez odparowanie materiałów metalowych w wyniku promieniowania laserowego podczas procesu spawania laserowego nazywa się plazmy fotoindukowanej. Głównymi składnikami plazmy fotoindukowanej są para metalowa, wolne elektrony, jony i cząstki neutral
Plasma, znana również jako gaz zjonizowany, składa się z jonów wytwarzanych po zjonizacji atomów lub grup atomowych z niektórymi pozbawionymi elektronów. Jest to makroskopowo neutralny gazu zjonizowanego w skali większej niż długość debye. Jego ruch jest głównie
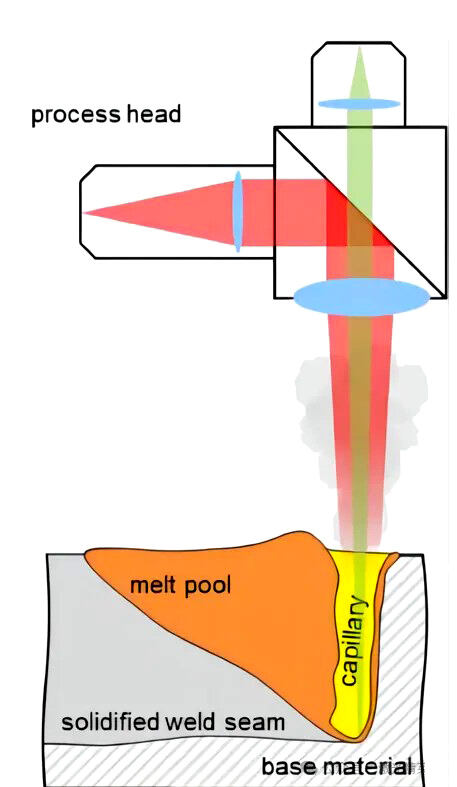
1.2 Efekt plazmowy - tworzenie się osocza
Odparowanie i jonizacja materiału: ze względu na wysoką energię lasera, odparowany materiał (zwykle para metalowa) będzie dalej wchłaniać energię lasera. gdy energia jest wystarczająco wysoka, atomy i cząsteczki w parowi zostaną zjonizowane, twor
Tworzenie chmury plazmy: tworzona plazma tworzy strukturę podobną do chmury, która znajduje się między wiązką laserową a powierzchnią obrabiarkę. ze względu na wysoką temperaturę i wysoką gęstość charakterystyk, chmura plazmy może pochłaniać
Podczas procesu spawania laserowego głębokim penetracją, gdy gęstość energii lasera incydenta jest wystarczająco duża, może odparować metal i utworzyć otwór kluczowy w stopionej dziurze. jednocześnie wolne elektrony w parowej parach metalowych rozpylanej z powierzchni
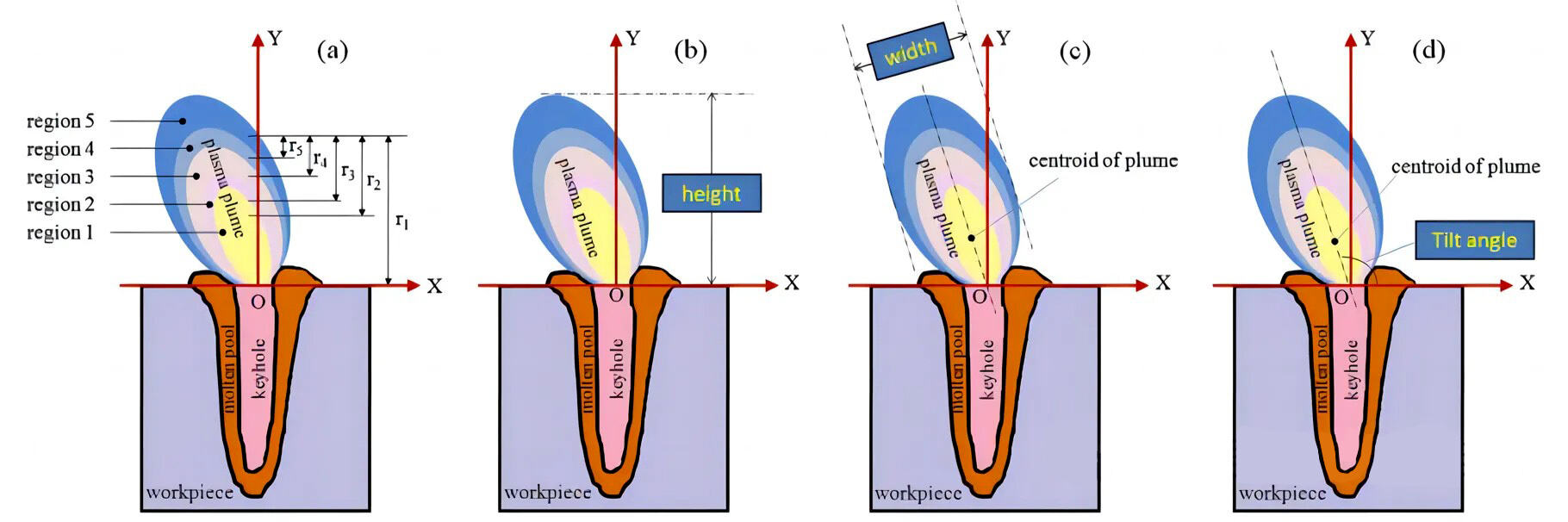
1.3 Efekt plazmowy - okresowość plazmowa
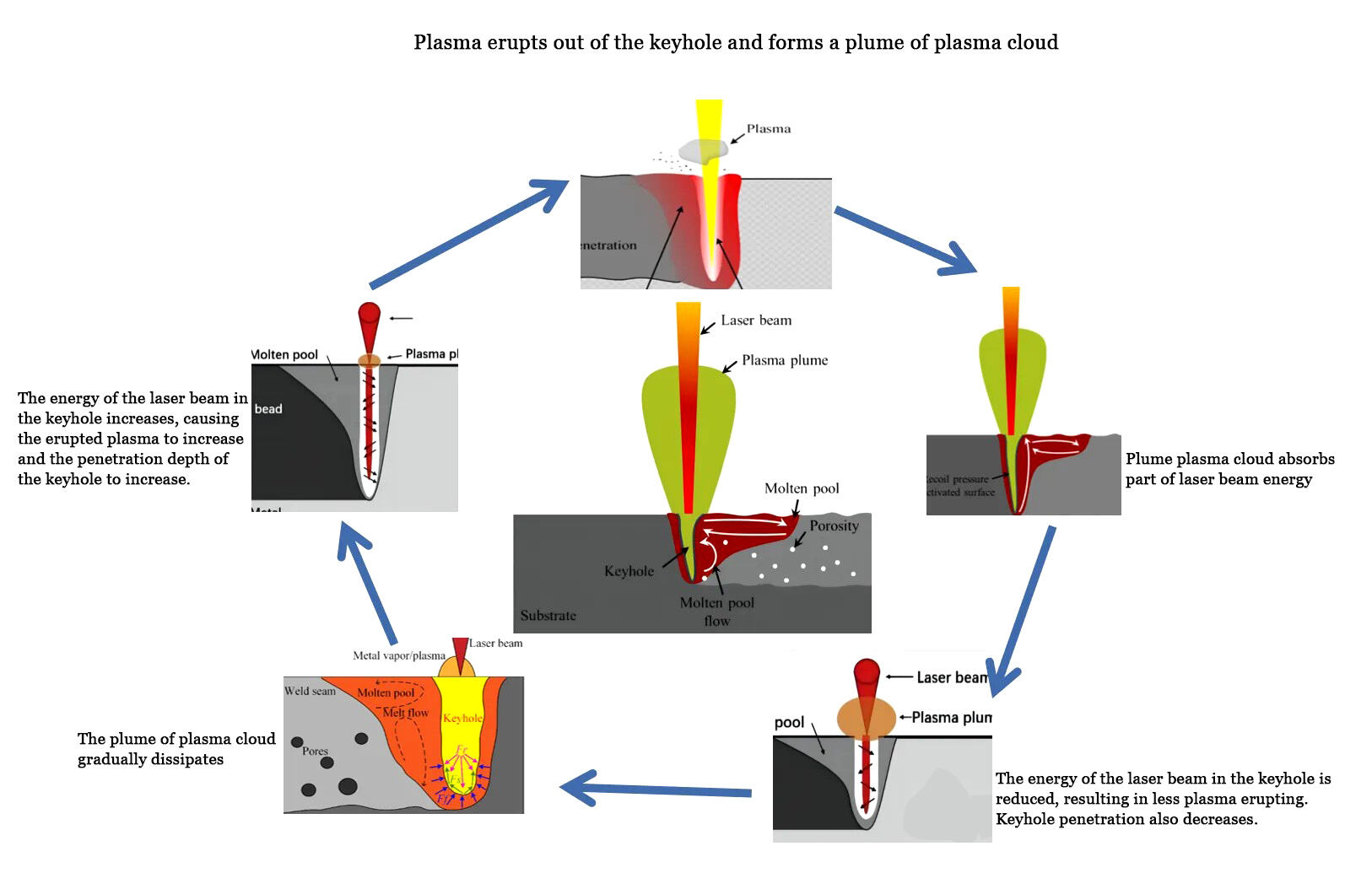
1.4 rola osocza w przekazywaniu energii
Podczas procesu spawania laserowego o wysokiej mocy, gdy wiązka laserowa o wysokiej gęstości energii ciągle wychodzi, energia jest przenoszona na powierzchnię obrabiarkę, stale topiąc i parowując materiał metalowy. chmura pary szybko rozpyla się w górę z
Po utworzeniu się plazmy, odbija i pochłania pasma światła wpadającego, powodując odbicie, rozpraszanie i absorpcję, które mogą osłaniać wiązkę laserową. w konsekwencji wpływa to na sprzężenie energii laserowej i przedmiotu, wpływając na czynn
1.5 Przekraczanie lasera przez plazmę
Im więcej plazmy gromadzi się, tym bardziej wpływa na spawanie laserowe. Im więcej laser rozbiega się, tym niższa gęstość energii, co prowadzi do gwałtownego spadku głębokości topnienia. Dlatego często występują problemy takie jak niepełne spawanie z powodu braku gazu osłon
Efekt negatywnego soczewkowania w osoczu
Powietrze jest optycznie gęstym medium, podczas gdy plazma jest optycznie rzadkim medium. ich załamanie lasera powoduje rozbieżność wiązki laserowej, co pogarsza efektywność ostrości lasera i powoduje rozbieżność lasera, zmniejszając tym samym gęstość
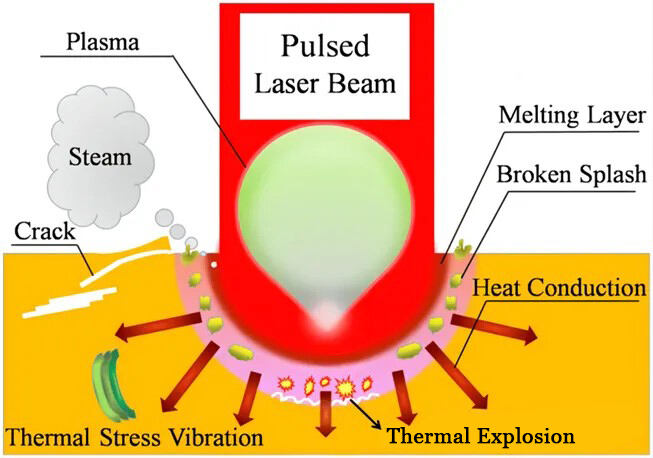
Jak pokazano na rysunku powyżej: plazma jest jak soczewka, leżąca między materiałem a laserem. różne metody dmuchania będą prowadzić do różnych efektów spawania: dmuchanie boczne może nie dmuchać plazmy, a dmuchanie bezpośrednie jest lepsze.
1.6 wchłanianie światła laserowego przez plazmę
Wchłanianie energii laserowej przez plazmę powoduje jej dalszy wzrost temperatury i stopnia jonizacji. proces absorpcji można podzielić na normalną absorpcję i abnormalną absorpcję.
Normalne wchłanianie, znane również jako wchłanianie odwrotnego promieniowania hamulcowego, odnosi się do sytuacji, w której elektrony są podniecone przez pole elektryczne lasera i poddawane wysokiej częstotliwości drgań. zderzają się z otaczającymi cząstkami (gł
Anomalny absorpcja odnosi się do procesu, w którym energia lasera jest przekształcana w energię fal plazmowych poprzez serię mechanizmów niezderzeniowych, a następnie przekształcana w energię cieplną plazmową poprzez różne mechanizmy rozpraszania, która następnie jest przeprowadzana do
Ze względu na absorpcyjny wpływ plazmy na laser, tylko część wpływającej energii laserowej może przenikać przez plazmę i osiągać powierzchnię obrabionego przedmiotu. zwiększa to utratę energii w zewnętrznej ścieżce optycznej (od lasera qbh do powierzchni materiału
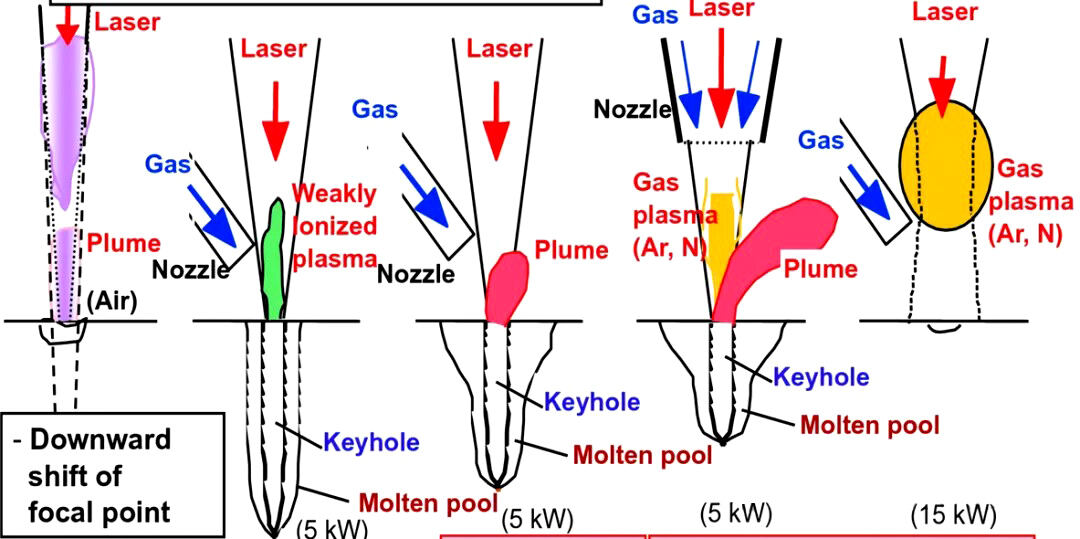
1. 7 tłumienie wpływu plazmy
Głównymi czynnikami wpływającymi na wskaźnik załamania plazmy i negatywny efekt soczewki są:
Gęstość mocy lasera:
Im wyższa gęstość mocy, tym wyższa temperatura plazmy, co oznacza, że im większa gęstość elektronów w plazmie. Im wyższa gęstość elektronów, tym mniejszy wskaźnik załamania, co zwiększa efekt soczewki ujemnej.
Długość fali lasera:związek między długością fali a częstotliwością kątową wynosi ω = 2πc/λ (gdzie c jest prędkością światła, a λ długością fali). im większa długość fali lasera, tym mniejsza częstotliwość kątowa i wskaźnik załamania,
Typ gazu ochronnego:w tej samej temperaturze stopień jonizacji argonu jest większy, co powoduje większą gęstość elektronów i mniejszy wskaźnik załamania, co czyni efekt szkła negatywnego bardziej wyraźnym. w porównaniu z tym, działanie ochronnego gazu
Ochronny przepływ gazu:zwiększenie przepływu gazu w określonym zakresie może odpiąć chmurę plazmy nad stopioną basen, zmniejszając tym samym negatywny efekt soczewki plazmy.
Materiały do spawania: Zazwyczaj nie ma możliwości wyboru. Gdy punkt topnienia materiału do spawania jest niski i łatwo jonizowany, gęstość liczby elektronów w plazmie wzrasta, co powoduje znaczące zwiększenie efektu ujemnego soczewkowania. Jeśli ta możliwość ma większy wpływ na laser, należy rozważyć inne rodzaje obróbki promieniowania o wysokiej energii, takie jak wiązki elektronowe.
W procesie spawania istnieje wiele czynników wpływających na plazmę, które można streścić w następujący sposób:
Długość fali lasera: wartość zapłonu i próg utrzymania plazmy są proporcjonalne do kwadratu długości fali. Lasery krótkofalowe (światło niebieskie, zielone światło) mają krótki czas utrzymania plazmy i proces będzie bardziej stabilny;
Gęstość mocy lasera:temperatura elektronów i gęstość plazmy wzrastają wraz ze wzrostem gęstości mocy lasera,nadmierna gęstość mocy jest główną przyczyną niestabilności plazmy (kompozytywne źródło ciepła (kolczykowe plamy,
Wielkość plamy: im mniejsza średnica plamy, tym wyższa wartość zapłonu plazmy i wartość utrzymania (można uniknąć spawania wable);
Właściwości materiału: gęstość i energia jonizacji materiału mają duży wpływ na plazmę. Im niższa energia jonizacji i wyższa odblaskowość metalu, tym bardziej podatny jest on na efekt plazmy wpływający na stabilność spawania głębokim;
Gaz i ciśnienie otoczenia: ogólnie uważa się, że gazy o dobrej przewodności cieplnej i wysokiej energii jonizacji mają wysoką wartość zapłonu plazmy i próg utrzymania. im niższy ciśnienie powietrza otoczenia, tym niższa temperatura elektronów, gęstość elektronów i
Przepływ gazu:wraz ze wzrostem przepływu gazu otoczenia, objętość plazmy zmniejszy się, zmniejszając w ten sposób szybkość absorpcji lasera, co może również skutecznie zmniejszyć wpływ plazmy na proces spawania głębokim,niestety nadmierne przepływy
Prędkość spawania: temperatura rdzenia plazmy wzrasta wraz ze zmniejszeniem prędkości spawania. Im niższa prędkość spawania, tym łatwiej wytwarzać plazmę i jest ona bardziej niestabilna. W pewnym stopniu zwiększenie prędkości może również poprawić stabilność procesu spa
Kontrolować plazmę poprzez zmianę niektórych z powyższych czynników w celu zmniejszenia lub wyeliminowania zakłóceń z laserem
Metody kontroli obejmują następujące:
Spawanie swingowe: głowa przetwarzania laserowego waha się do przodu i do tyłu wzdłuż kierunku spawania. Po pojawieniu się otworu kluczowego i przed powstaniem plazmy, punkt światła jest natychmiast przeniesiony na tylną krawędź basenu spawania lub w inne miejsce, aby
Spawanie laserowe impulsowe: regulacja impulsu i częstotliwości lasera w celu zmniejszenia czasu napromieniowania lasera niż czas formowania się plazmy. zapewnia to, że laser zawsze uderza w fazę dyspersji cyklu formowania i rozpraszania plazmy, unikając zakłóceń plazmy w transmisji świat
Spawanie niskiego ciśnienia: przy stosowaniu spawania niskiego ciśnienia, gdy ciśnienie jest poniżej określonego poziomu, gęstość pary metalowej na powierzchni materiału i wewnątrz otworu klucza jest mała, a plazma znika.
Gaz ochronny przed wybuchem:
Jednym z nich jest użycie gazu pomocniczego do odpierania plazmy;
Inną metodą jest tłumienie jonizacji gazów środowiskowych i kompresja pary jonów metalowych przy użyciu gazu o dobrej przewodności cieplnej i wysokiej energii jonizacyjnej. można użyć dwusłonowej dyszy koaksialnej z głównym ciosem. zewnętrzna
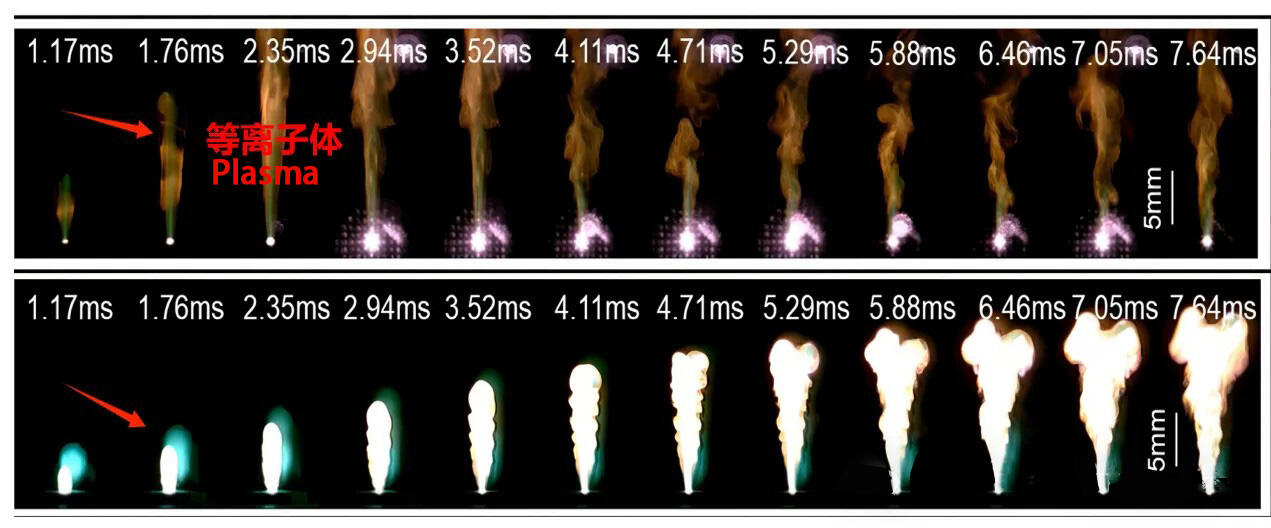
W tym czasie laser może być bezpośrednio napromieniowany na powierzchnię przedmiotu, regenerując dużą ilość par metalowych, a intensywność plazmy stopniowo wzrasta, chroniąc ponownie laser. intensywność plazmy pozostaje w procesie okresowej zmiany. poprzez analizę widmową i nagrywanie wideo