Samenvatting: Voor de las van koper in batterijconnectoren zijn puls-laser en continue vezellaser gebruikt voor lasproeven. Voor de puls-laser zijn procesparameters zoals piekvermogen, pulsduur en brandpuntsafstand onderworpen aan orthogonale...
Neem contact met ons op
Samenvatting: Voor het lassen van koper in batterijverbindingen werden pulslaser en continue vezellaser gebruikt voor laserlasproeven. Bij de pulslaser werden de procesparameters piekkracht, pulsbreedte en brandpuntsafstand onderworpen aan orthogonale experimenten, waarna een maximale schuifkracht van 28N werd verkregen. Bij de continue vezellaser werden de procesparameters kracht, lassnelheid en brandpuntsafstand onderworpen aan orthogonale experimenten, waarna een maximale schuifkracht van 58N werd verkregen. De uiterlijke verschijning van de lasplekken toonde aan dat er poriën aanwezig waren in de lasnaden die gemaakt werden met de pulslaser. Aan de andere kant waren er geen poriën in de lasnaden die gemaakt werden met de continue vezellaser, wat nuttig is voor het verbeteren van de schuifkracht.
Sleutelwoorden :koper ; laserlassen ; orthogonale experimenten ; procesparameter
0 inleiding
Paars koper heeft voordelen zoals goede warmtegeleiding, uitstekende elektrische geleiding en gemakkelijk verwerken en vormen. Het wordt breed gebruikt in elektriciteitsdraden en kabels, hardware en elektronicafabricage. Elk onderdeel binnen een mobiele telefoon heeft elektriciteit nodig om te functioneren, zoals de camera-module, scherm, luidspreker, geheugen, printplaat, etc. De batterij is meestal vastgezet in een specifieke ruimte en heeft een aansluiting nodig om verbinding te maken met deze onderdelen om een geleidingspad voor stroomvoorziening te vormen. Paars koper is het meest gebruikte materiaal voor aansluitingen van mobiele telefoonbatterijen. Het huidige soldersysteem voor paars koper aansluitplaten is voornamelijk weerstandssolderen. Grote stromen van positieve en negatieve elektroden smelten de koperen aansluitplaat. Wanneer de elektroden zich scheiden, koelt het materiaal af om een soldernaad te vormen. Hoewel de structuur van dit soldertoestel eenvoudig is en zijn bediening praktisch en gemakkelijk is, slijten de positieve en negatieve elektroden bij weerstandssolderen vaak en breken ze uiteindelijk, wat vereist dat de productielijn stillegt voor vervanging, waardoor de productiefiteit daalt.
Laserlassen , dat lasers gebruikt als warmtebron voor verwerking, heeft de voordelen van een klein warmte-beïnvloed gebied, hoge lassterkte, niet-contact met het werkstuk en hoge productie-efficiëntie. het is uitgebreid toegepast bij het lassen van materialen zoals roestvrij staal, aluminiumlegering
Het artikel maakt gebruik van zowel pulserende lasers als continuvezellasers om proefprocesoptimalisatie-experimenten uit te voeren op paarse koperen batterijstaafstukken, waardoor een referentie wordt gegeven voor de werkelijke productie.
1 lasproef
1.1 Experimentele materialen
De bovenste laag van het proefmateriaal is paars koper, met een dikte van 0,2 mm. De onderste laag is vernikkeld paars koper, met een dikte van 0,2 mm. De chemische samenstelling van de twee lagen materiaal is weergegeven in tabel 1.De materialen worden in lengtes en breedtes van 20 mm x 6 mm
Tab.1 Chemische samenstelling van testmaterialen (massafractie/%)
|
Materiaal |
Cu |
P |
Ik |
- Het is goed. |
- Nee. |
S |
|
Paarse koper |
99.96 |
0.000 7 |
0.000 2 |
0.000 8 |
0.000 9 |
0.000 9 |
|
Met een vermogen van niet meer dan 0,8 GPa |
99.760 |
0.000 5 |
0.200 0 |
0.000 6 |
0.000 9 |
0.000 8 |
|
(A) |
(b) |
c) |
|
a) Lasmaterialen Fig.1 Loodsenmethode en schuifkrachttest |
||
1.2 Lasapparatuur en -methoden
De lasproef gebruikt een 150w quasi-continuous pulsed fiber laser en een 1000w continuous fiber laser geproduceerd door de Wuhan Raycus-bedrijf. het gemiddelde vermogen van de quasi-continuous pulsed fiber laser is 150w, de piekvermogen is 1500w en de pulsbreedte is 0,2 mm~25 ms. de elektro

Fig.2 Loodsexperimenteel platform
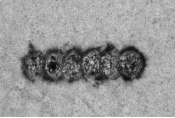
Elke puls van de quasi-continuous pulse vezellaser vormt een lasspot, geschikt voor pulsspotswelding. het schematische schema van de lasspot is weergegeven in figuur 3 ((a) hierboven. het gemiddelde vermogen van de 1000 w continu fiberlaser is 1000 w,
 |
 |
|
a) pulsloederverbinding gevormd door een quasicontinue pulsvezellaser Fig.3 Schematische weergave van laspunten |
|
2 experimentele resultaten en analyse
2.1 optimalisatie van het laserspoelproces
De belangrijkste lasprocesparameters voor quasi-continuous puls laser welding zijn pieklaservermogen, pulsbreedte en affokussen. Een driefactor drie-niveau orthogonaal experiment wordt uitgevoerd op deze drie procesparameters, en de resultaten van het orthogonale experiment en trekproef worden weergegeven in
Tab.2 Orthogonaal experiment en resultaat van puls-laser
|
Nummer |
Piekvermogen/w |
Pulsbreedte/ms |
Afschakeling/mm |
Scheerkracht/n |
| 1 | 100 | 4 |
0
|
13
|
| 2 | 100 | 6 |
1
|
15
|
| 3 | 100 | 8 | 2 |
16
|
| 4 | 1200 | 4 | 2 |
25
|
| 5 | 1200 | 6 |
0
|
23 |
| 6 | 1200 | 8 |
1
|
28 |
| 7 | 1400 | 4 | 2 | 22 |
| 8 | 1400 | 6 | 1 | 21 |
| 9 | 1400 | 8 | 0 | 20 |
2.2 optimalisatie van het continu vezellaserlassenproces
De belangrijkste procesparameters van continu fiber Laser Welding de gemiddelde kracht van de laser beïnvloedt de smeltdiepte en de warmte-geïnfecteerde zone van de lasseis. Naarmate de kracht toeneemt, neemt de smeltdiepte toe en de warmte-geïnfecteerde zone wordt ook groter, waardoor het gemakkelijk te overbranden, wat resulteert in een af
Tab.3 Orthogonaal experiment en resultaat van vezel-laser
|
Nummer |
Gemiddeld vermogen/w |
Lasnelheid/(mm/s) |
Afschakeling/mm |
Scheerkracht/n |
| 1 | 500 | 100 | 0 | 33 |
| 2 | 500 | 150 | 1 | 35 |
| 3 | 500 | 200 | 2 | 32 |
| 4 | 600 | 100 | 2 | 49 |
| 5 | 600 | 150 | 0 | 58 |
| 6 | 600 | 200 | 1 | 53 |
| 7 | 700 | 100 | 2 | 44 |
| 8 | 700 | 150 | 1 | 43 |
| 9 | 700 | 200 | 0 | 40 |
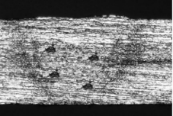
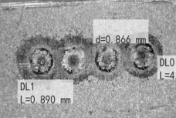
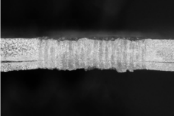
2.3 vergelijkende analyse van het uiterlijk
Om het trekverschil in scheerkracht tussen een gepulseerde laser en een continue laser te analyseren fiber Laser Welding na het snijden van het las, polijsten, openen en corroderen wordt een vergrotingsglas gebruikt om de dwarsdoorsnede van de las te testen, zoals weergegeven in figuur 4c), er zijn poriën in de las, wat te wijten is aan de hoge reflectiviteit van de lasspot, maar die laserlassen .
|
(A) |
(b) |
c) |
|
(b) |
(e) |
(f) |
|
a) oppervlakte voor laserspoeling Fig.4 Uiterlijk van de punten |
||
Na het pulslaserlassen wordt de geteste weerstand 0,120Ω·mm2/m, hoger dan de oorspronkelijke weerstand van koper, die 0,018 Ω·mm2/m is. Dit is te wijten aan de toename van de weerstand veroorzaakt door de aanwezigheid van poriën in het laspunt. na het continue glasvezel
3 conclusie
Een 150 w quasi-continuous pulse fiber laser en een 1000 w continuous fiber laser worden apart gebruikt voor lasproeven op koper, om proeven voor procesoptimalisatie uit te voeren. wanneer het piekvermogen van de pulse laser 1200 w is, de pulsbreedte 8 ms is en het affokussen van het beeld 1
Een analyse van het uiterlijk en de dwarsdoorsnede van het laspunt toont aan dat de pulslaserlasspot spatten op het oppervlak heeft en de lasnaad poriën heeft. de continue vezellasersoldeerspot heeft een consistent en uniform oppervlak zonder poriën in de plek, wat de scheerkracht van het
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR