
Plasma-effect in het lasprocess met laser In het lasproces met laser is plasma een algemeen voorkomend verschijnsel, dat een belangrijke invloed heeft op het resultaat en de kwaliteit van het lasproces. Plasma bestaat uit geïoniseerde gas waarin atomen of moleculen ...
Neem contact met ons op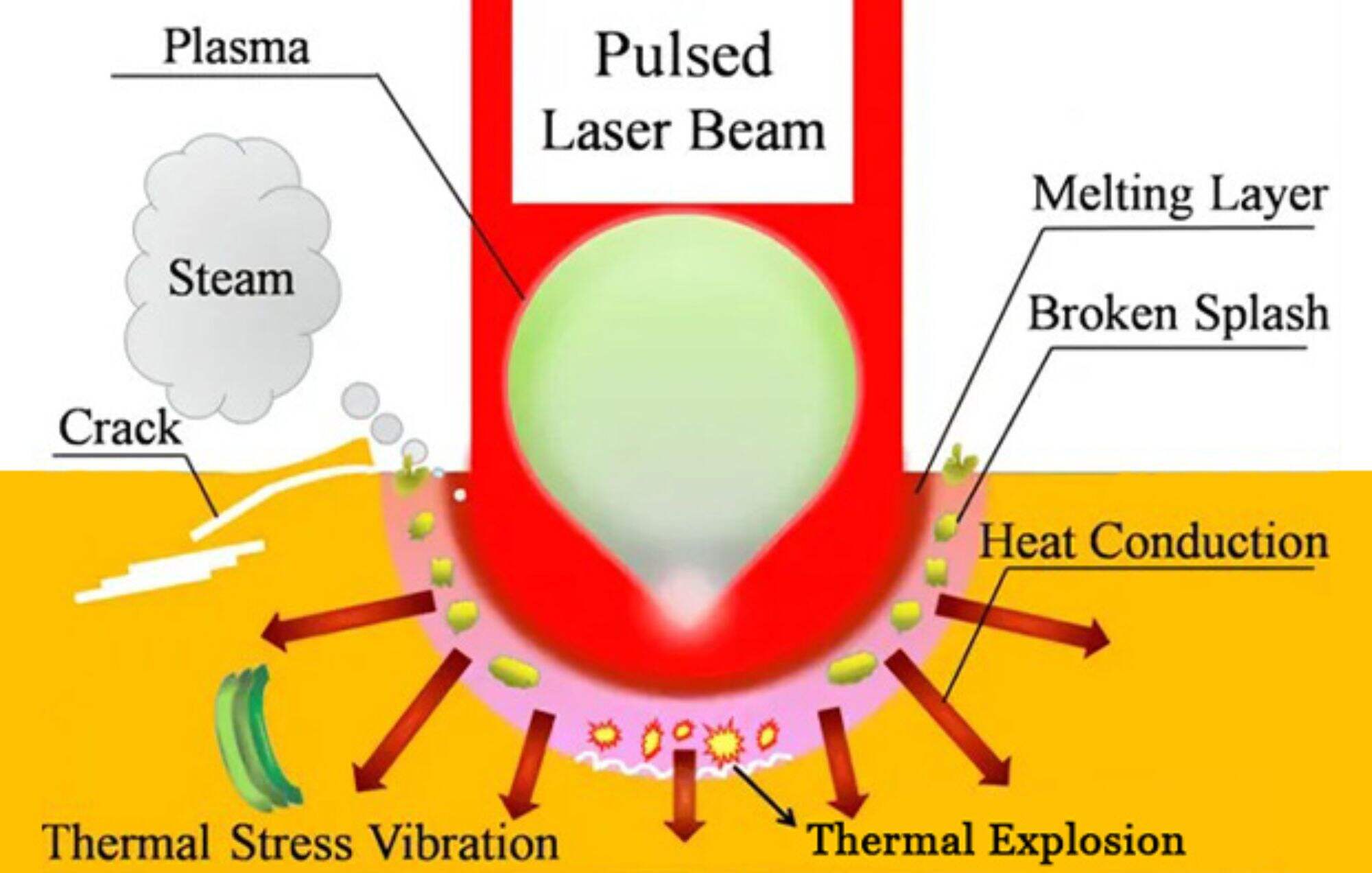
Plasma-effect in laserlassen
In de laserlassen het plasma is een veel voorkomend verschijnsel dat een belangrijke invloed heeft op het effect en de kwaliteit van het lasproces. Het plasma bestaat uit geïoniseerd gas waarin atomen of moleculen in het gas elektronen verliezen of opdoen, waardoor positieve ionen en vrije elektronen ontstaan.
1.1 Plasma-effect - plasma definitie
Generatie van plasma
In laserlassen de plasma-generatie verloopt meestal volgens de volgende stappen:
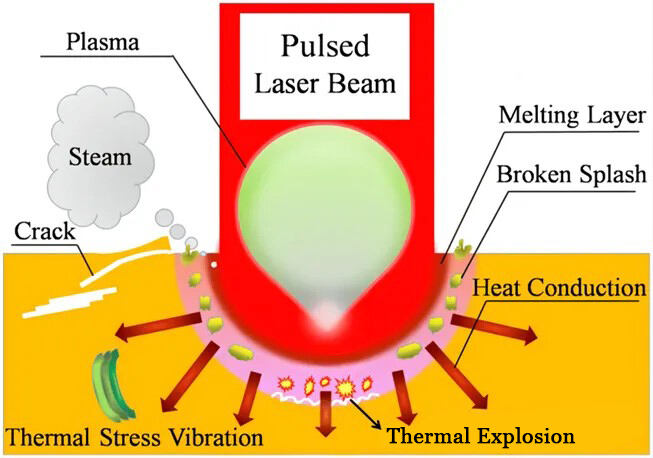
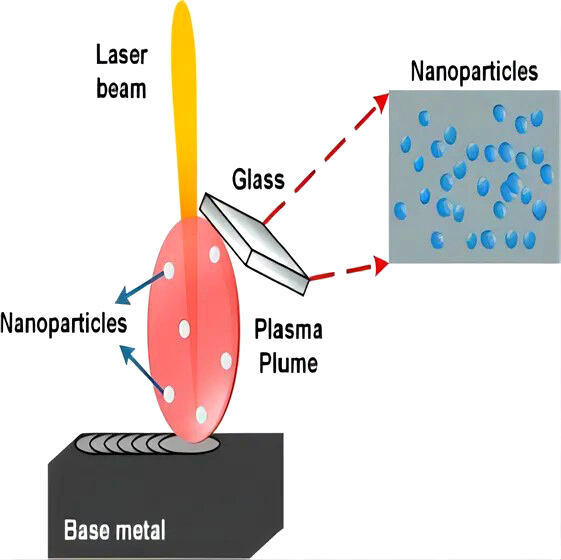
Laserstraling: wanneer een hoogenergetische laserstraal het oppervlak van een werkstuk raakt, verwarmt deze eerst het oppervlak, waardoor het materiaal snel verdampt.
Laserlassen de meeste van deze vlammen worden vaak plasma genoemd.
Plasma definitie: het plasma dat wordt gegenereerd door de verdamping van metalen materialen als gevolg van laserstraling tijdens het laserlassenproces wordt foto-geïnduceerd plasma genoemd. De belangrijkste componenten van foto-geïnduceerd plasma zijn metalen damp, vrije elektronen, ionen en elektrisch neutrale deeltjes.
Plasma, ook wel geïoniseerd gas genoemd, bestaat uit ionen die ontstaan na de ionisatie van atomen of atoomgroepen met enkele ontdaan elektronen. Het is een macroscopisch elektrisch neutraal geïoniseerd gas op een schaal die groter is dan de debye lengte. De beweging ervan wordt voornamelijk
1.2 Plasma-effect - plasmavorming
Materiaal verdamping en ionisatie: door de hoge energie van de laser zal het verdampte materiaal (meestal metaaldamp) de laserenergie verder absorberen. Wanneer de energie hoog genoeg is, worden de atomen en moleculen in de damp geïoniseerd om een plasma te vormen. Tijdens dit proces worden elektronen uit atomen of
Vorming van een plasmamwolk: het gevormde plasma vormt een wolkachtige structuur, die zich tussen de laserstraal en het oppervlak van het werkstuk bevindt. Door de hoge temperatuur en hoge dichtheid kan de plasmamwolk meer laserenergie absorberen en verstrooien, wat de transmissie van de laserstraal beïn
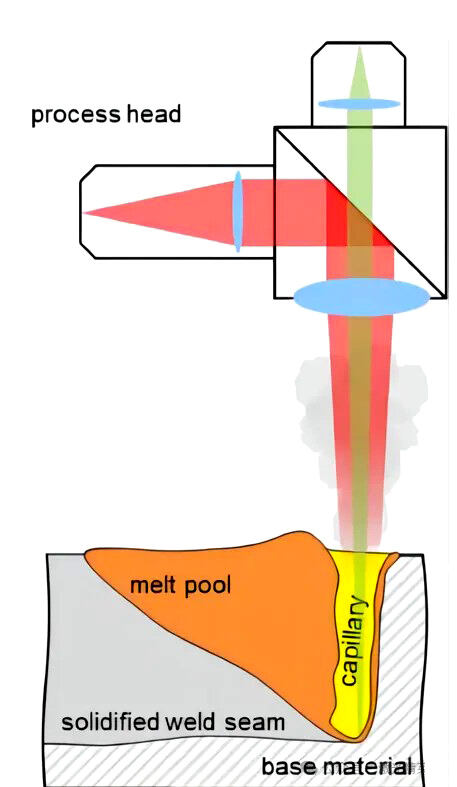
Tijdens het laser dieppenetratie lassen proces, wanneer de energie dichtheid van de incident laser groot genoeg is, kan het metaal verdampen en een sleutelgat in het gesmolten zwembad vormen. tegelijkertijd worden de vrije elektronen in de metalen damp gespoten van het metalen oppervlak en het sleutelgat, evenals die in een deel van het
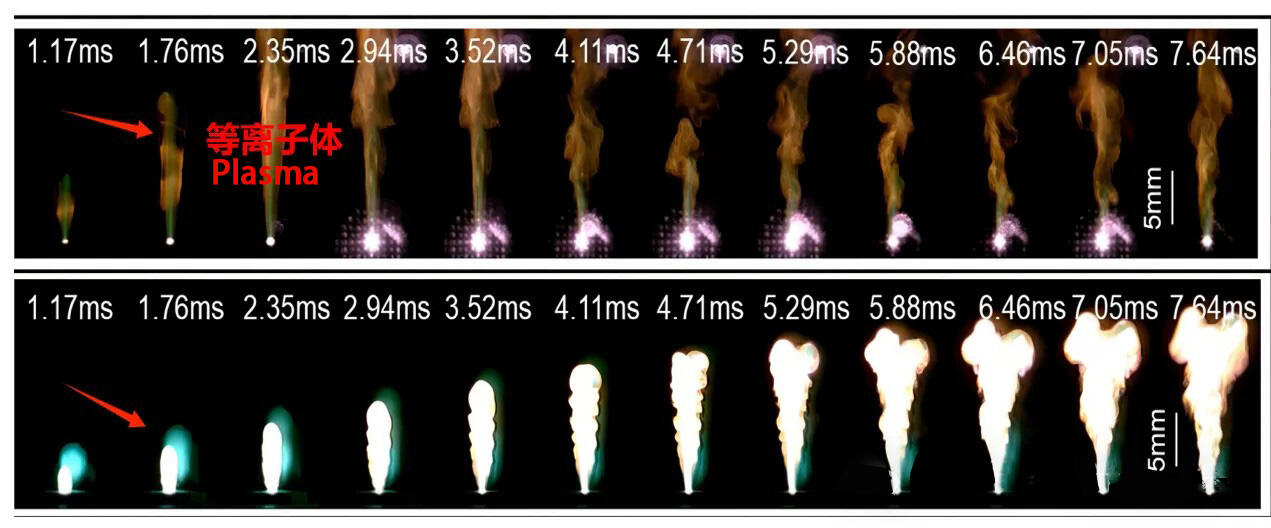
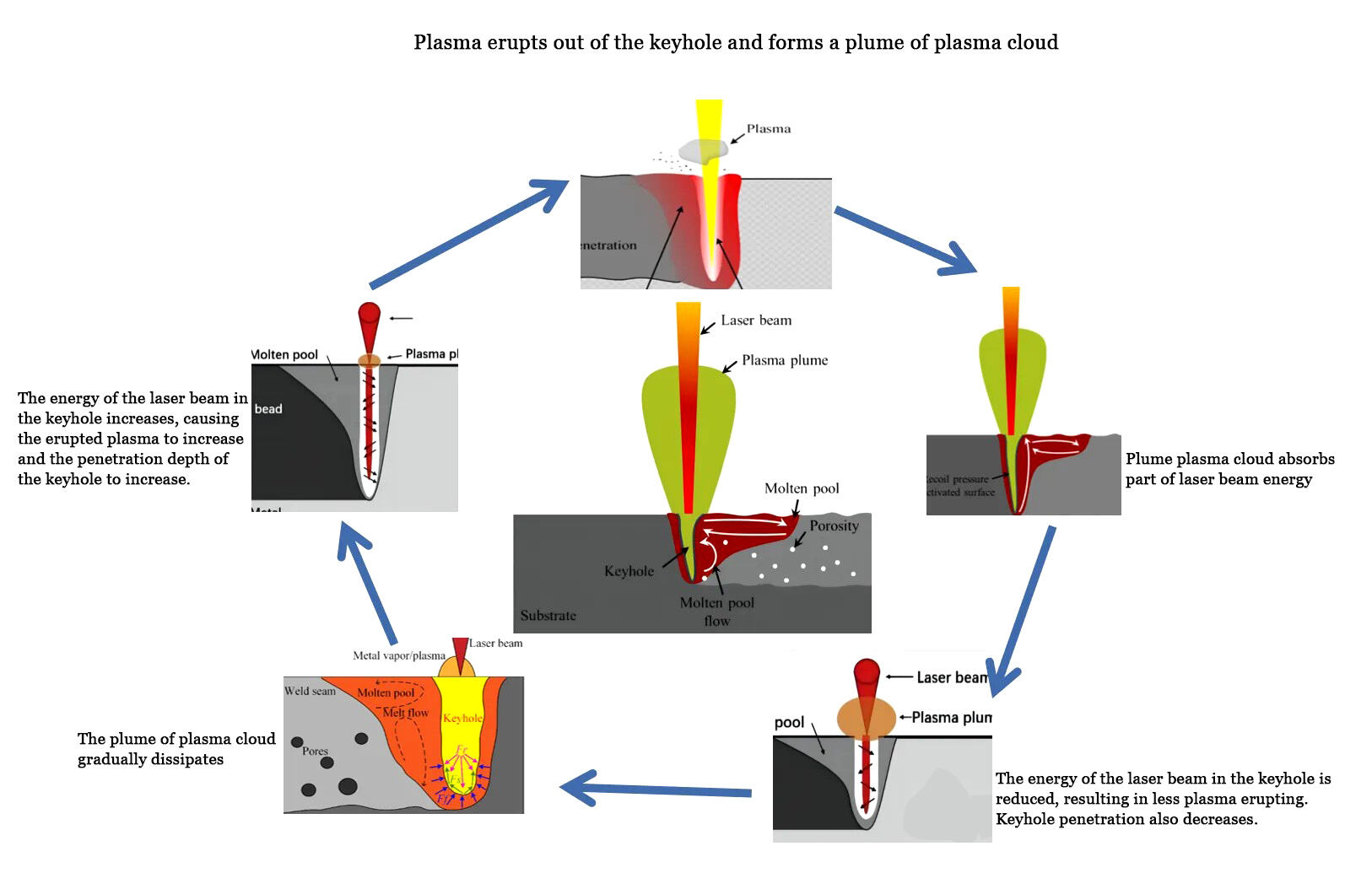
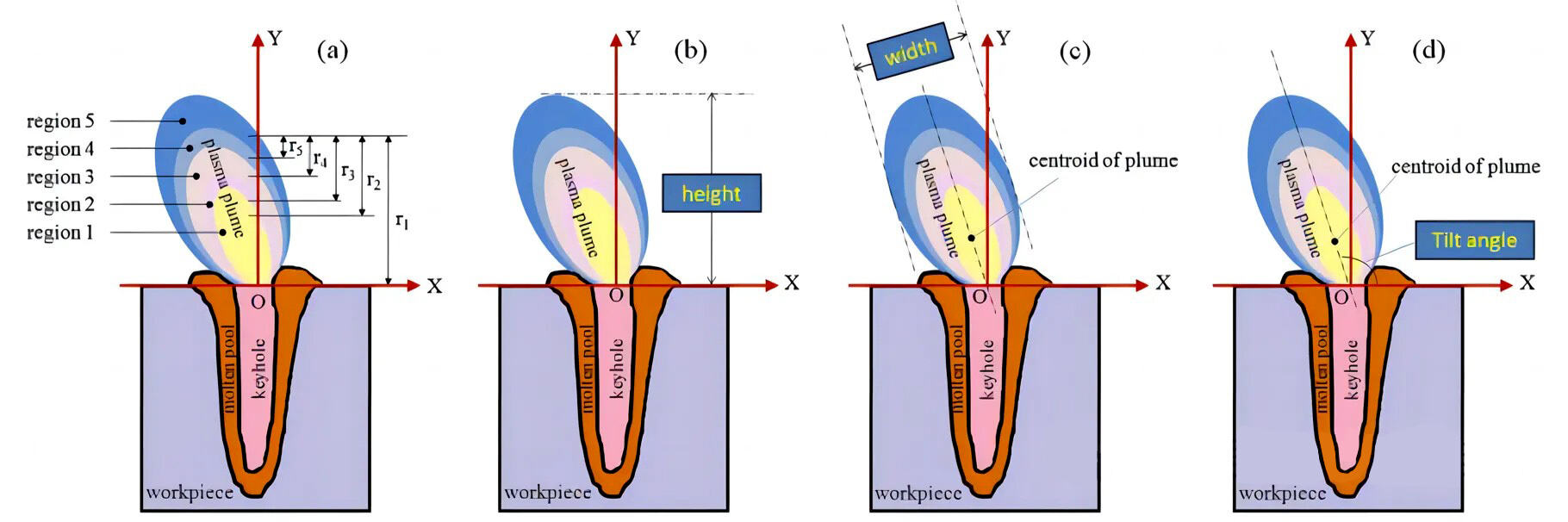
1.3 Plasma-effect - plasma-periodiciteit
1.4 de rol van plasma bij de energieoverdracht
Tijdens het hogekrachtlasersweisproces, wanneer de laserstraal met een hoge energiedichtheid continu uitgaat, wordt energie overgedragen aan het oppervlak van het werkstuk, waardoor het metalen materiaal voortdurend smelt en verdampt. de dampwolk spuit snel naar boven vanuit het sleutelgat en ioniseert snel zodra het aan de ion
Na de vorming van het plasma, brekt en absorbeert het de incidentele lichtbundel die reflectie, verstrooiing en absorptie veroorzaakt, die de laserbundel kan beschermen. Dit heeft consequent invloed op de koppeling van de laserenergie en het werkstuk, waardoor factoren zoals de smeltdiepte, de generatie van
1.5 - Breuk van laser door plasma
Hoe meer plasma zich ophoopt, hoe meer het lasersweiswerk beïnvloedt. Hoe meer de laser afwijkt, hoe lager de energiedichtheid, wat leidt tot een sterke afname van de smeltdiepte. Daarom komen veel voorkomende problemen zoals onvolledig lassen vaak voor als gevolg van de afwezigheid van afschermingsgas.
Effect van negatieve lensing in plasma
Lucht is een optisch dicht medium, terwijl plasma een optisch dun medium is. hun breking van de laser resulteert in een afwijkende laserstraal, waardoor de scherpstellingsprestaties van de laser afnemen en de laser afwijkt, waardoor de energiedichtheid wordt verlaagd. wanneer de incidentele laserstraal door het plasma
Zoals in de bovenstaande afbeelding wordt aangetoond: het plasma is als een lens, gelegen tussen het materiaal en de laser.
1.6 absorptie van laserlicht door plasma
De absorptie van laserenergie door het plasma zorgt ervoor dat de temperatuur en de ionisatiegraad blijven stijgen.
Normale absorptie, ook wel bekend als inverse bremsstrahlung absorptie, verwijst naar de situatie waarin elektronen worden opgewonden door het laserelektrisch veld en ondergaan van hoogfrequente oscillaties. ze botsen met omringende deeltjes (voornamelijk ionen), waardoor energie naar elkaar wordt overgedragen, waardoor de
Anomale absorptie verwijst naar een proces waarbij laserenergie wordt omgezet in plasmagolvenergie door een reeks mechanismen zonder botsing, en vervolgens wordt omgezet in plasmawarmte-energie door verschillende dissipatiemechanismen, die vervolgens in de lucht wordt geleid en wordt verdampt.
Vanwege het absorptieve effect van het plasma op de laser kan slechts een deel van de binnenkomende laserenergie het plasma doordringen en het oppervlak van het werkstuk bereiken. Dit verhoogt het energie-overdrachtverlies in het externe optische pad (van de laser qbh naar het materiaaloppervlak), vermindert de laserener
1.7 Plasma-effectonderdrukking
De belangrijkste factoren die van invloed zijn op de plasmabrekingsindex en het negatieve lens effect zijn:
Laservermogendichtheid:
Hoe hoger de krachtdichtheid, hoe hoger de temperatuur van het plasma, wat betekent hoe groter de elektronendichtheid in het plasma. Hoe hoger de elektronendichtheid, hoe kleiner de brekingsindex, waardoor het negatieve lens effect wordt versterkt.
Lasergolflengte:de relatie tussen golflengte en hoekfrequentie is ω = 2πc/λ (waar c de lichtsnelheid is en λ de golflengte). hoe groter de lasergolflengte, hoe kleiner de hoekfrequentie en de brekingsindex, dus het negatieve lens effect is meer uitgesproken
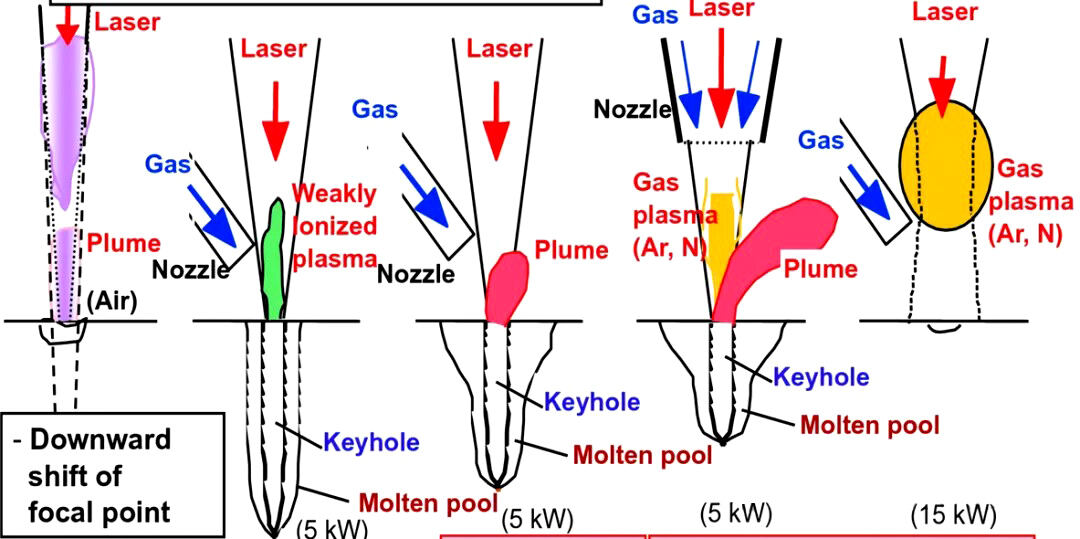
Beschermend gastype:onder dezelfde temperatuur is de ionisatiegraad van argon groter, wat resulteert in een grotere elektronendichtheid en een kleinere brekingsindex, waardoor het negatieve lens effect meer uitgesproken is. In vergelijking hiermee is het beschermende effect van heliumgas beter.
Beschermende gasstroom:het verhogen van de gasstroom binnen een bepaald bereik kan de plasmawolk boven de gesmolten pool wegblazen, waardoor het negatieve lens effect van het plasma wordt verminderd.
Materiaal om te lassen: Meestal is er geen keuze. Wanneer het smeltpunt van het te lassen materiaal laag is en gemakkelijk ioniseert, neemt de elektronendichtheid in het plasma toe, wat leidt tot een significant toenemen van het negatieve lens-effect. Als dit effect te groot is en de laser te veel invloed heeft, moet overwogen worden andere hoge-energie straalbewerkingen zoals elektronenstralen in te zetten.
Er zijn veel factoren die het plasma tijdens het lasproces beïnvloeden, die als volgt kunnen worden samengevat:
Lasergolflengte: de ontstekingswaarde en de onderhoudsschors van het plasma zijn evenredig met het kwadrat van de golflengte. Korte golflasers (blauw licht, groen licht) hebben korte onderhoudstijden voor het plasma en het proces is stabieler;
Laservermogensdichtheid:de elektronentemperatuur en de dichtheid van het plasma nemen toe met de toename van de laservermogensdichtheid,overmatige vermogensdichtheid is de belangrijkste oorzaak van de instabiliteit van het plasma (compositieve warmtebron (ringpunten, vezel-half
Spotgrootte: hoe kleiner de spotdiameter, hoe hoger de plasmaontstekingswaarde en onderhoudswaarde (swabellassen kan worden vermeden);
De dichtheid en de ioniseringsenergie van het materiaal hebben een grote invloed op het plasma. Hoe lager de ioniseringsenergie en hoe hoger de reflectiviteit van het metaal, hoe gevoeliger het is voor het plasma-effect dat de stabiliteit van diepzinslassen beïnvloedt;
Omgevingsgas en druk: er wordt algemeen aangenomen dat gassen met een goede thermische geleidbaarheid en een hoge ioniseringsenergie een hoge ontstekingswaarde en onderhoudsdrempel van plasma hebben. hoe lager de omgevingsluchtdruk, hoe lager de elektronentemperatuur, elektronendichtheid en plasmacentrumhoogte.
Gasstroom:naarmate de stroom van het omgevingsgas toeneemt, neemt het volume van het plasma af, waardoor de absorptie van de laser afneemt, wat ook de invloed van het plasma op het diepzinspanningsproeiproces effectief kan verminderen.
Lassnelheid: de kerntemperatuur van plasma neemt toe met afname van de lassnelheid. Hoe lager de lassnelheid, hoe gemakkelijker het plasma te genereren is en hoe onstabieler het is.
Het plasma te controleren door een aantal van de bovenstaande factoren te veranderen om de interferentie met de laser te verminderen of te elimineren
De controlemethoden omvatten:
Swing welding: de laserbewerkingskop schommelt heen en weer langs de lasrichting. Nadat het sleutelgat is verschenen en voordat het plasma zich vormt, wordt de lichtvlek onmiddellijk naar de achterkant van de laspool of een andere locatie verplaatst om te voorkomen dat het plasma het lichttransmissiepad beïnvloedt
Pulslasersweis: het aanpassen van de puls en frequentie van de laser om de bestralingstijd van de laser korter te maken dan de vormingstijd van het plasma. Dit zorgt ervoor dat de laser altijd raakt tijdens de dispersiefase van de vorming en dissipatiecyclus van het plasma, waardoor interferentie van het plasma
Laagdruklassen: bij laagdruklassen, wanneer de druk onder een bepaald niveau ligt, is de metalen dampdichtheid op het materiaaloppervlak en in het sleutelgat klein en verdwijnt het plasma.
Blaasbeschermingsgas:
Een is het gebruik van hulpgas om het plasma weg te blazen;
Een andere methode is het onderdrukken van de ionisatie van omgevingsgassen en het comprimeren van metaaliondamp met behulp van een gas met een goede thermische geleidbaarheid en een hoge ionisatie-energie. een dubbellagige spuitstuk coaxial met de hoofdstoot kan worden gebruikt. de buit
De laser geeft uit, bestraalt het oppervlak van het materiaal en genereert een plasma. wanneer de dichtheid van het door foto-inductie veroorzaakte plasma te hoog is, zal het het verlies van laserenergie aanzienlijk verhogen, waardoor de energie-dichtheid op het werkstuk oppervlak wordt verzwakt. de hoeveelheid geproduceerde metaaldamp
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR