
1.1 Veranderingen in de fysische toestand veroorzaakt door de wisselwerking tussen laser en materialen De laserbewerking van metalen is voornamelijk een thermische bewerking op basis van fotothermische effecten. Als de laser het oppervlak van het materiaal bestraalt, v...
Neem contact met ons op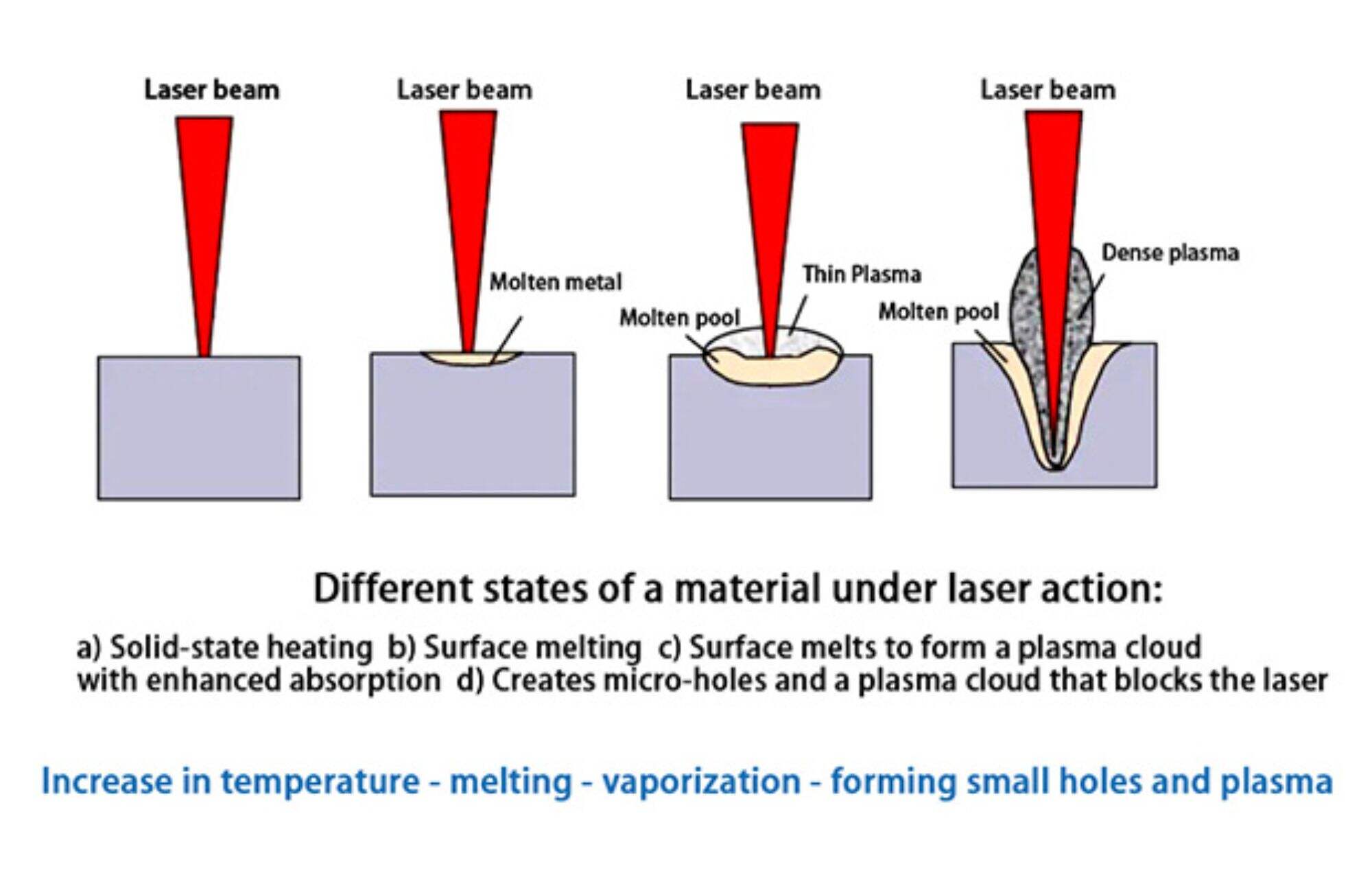
1.1 veranderingen in de fysische toestand veroorzaakt door de interactie tussen laser en materialen
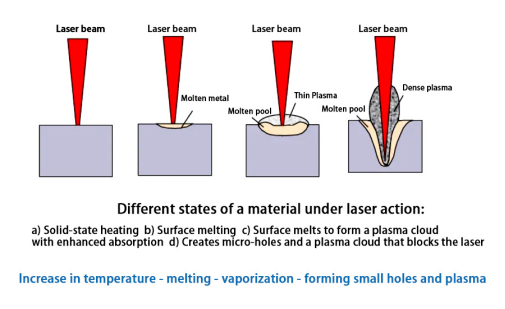
De laserbewerking van metalen materialen is voornamelijk een thermische verwerking op basis van fotothermische effecten. wanneer de laser het oppervlak van het materiaal bestraalt, zullen er verschillende veranderingen optreden in het oppervlak onder verschillende vermogendichten.
Smelting: wanneer een materiaal laserenergie absorbeert, stijgt de temperatuur, mogelijk tot het smeltpunt, waardoor het materiaal van vast naar vloeibaar overgaat. dit proces wordt veel gebruikt in technologieën zoals laserlassen , laser Cladding , en laser rapid prototyping.
Verdamping en sublimatie: als de intensiteit van de laser hoog genoeg is om de materiaaltemperatuur snel boven het kookpunt te brengen, zal het materiaal rechtstreeks van een vaste of vloeibare staat naar een gasvormige overgaan. Dit proces wordt gebruikt in technologieën zoals lasersnijden, laserboren en laserverdamping.
Verharding: het proces waarbij materiaal na laserverwarming van vloeibare staat naar vaste staat terugkeert, wordt verharding genoemd. Dit proces komt veel voor in het laserproductieproces, vooral in laserlegering en 3D-printtechnologieën.
- verhitting: door laserverwarming kan de interne spanning van het materiaal worden herverdeeld, waardoor het doel wordt bereikt om de interne spanning te verminderen en de materiaalprestaties te verbeteren.
Fase-transformatie verharding: bepaalde materialen (zoals staal) ondergaan faseovergangen tijdens het koelingsproces, waarbij ze van een oppervlak-gecentreerde kubische structuur (austenite) naar een lichaam-gecentreerde kubische structuur (martensite) overgaan. Deze transformatie verbetert de hardheid en
Fotochemische reactie: laserbestraling kan ook fotochemische reacties in materialen veroorzaken. Deze reacties omvatten niet alleen fysieke processen (zoals fotolyse, fotopolymerisatie), maar ook chemische processen, die de materiaal eigenschappen fundamenteel kunnen veranderen. Dit principe wordt gebruikt op gebieden zoals fotolithografie en
Fotochromisme: sommige materialen ondergaan fotochromische reacties onder laserbestraling, dat wil zeggen een verandering in de kleur van het materiaal. Deze verandering wordt veroorzaakt door veranderingen in de elektronische structuur van het materiaal na het absorberen van lichtenergie. deze technologie heeft potentiële toepassingswaarde op gebieden zoals gegevensopslag
Het relevante werkingsmechanisme is weergegeven in de onderstaande figuur:
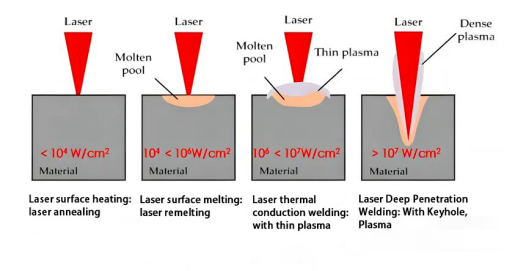
Onder verschillende omstandigheden, wanneer lasers met verschillende golflengten verschillende metalen materialen bestraalden, zullen er bepaalde verschillen zijn in de specifieke waarden van de vermogendichtheid in elke fase.in termen van materiaalabsorptie van laser, de verdamping van het materiaal is een scheidslijn. wanneer het materiaal niet verdampt, of het nu
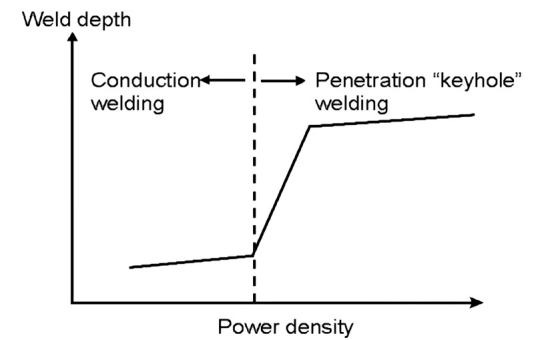
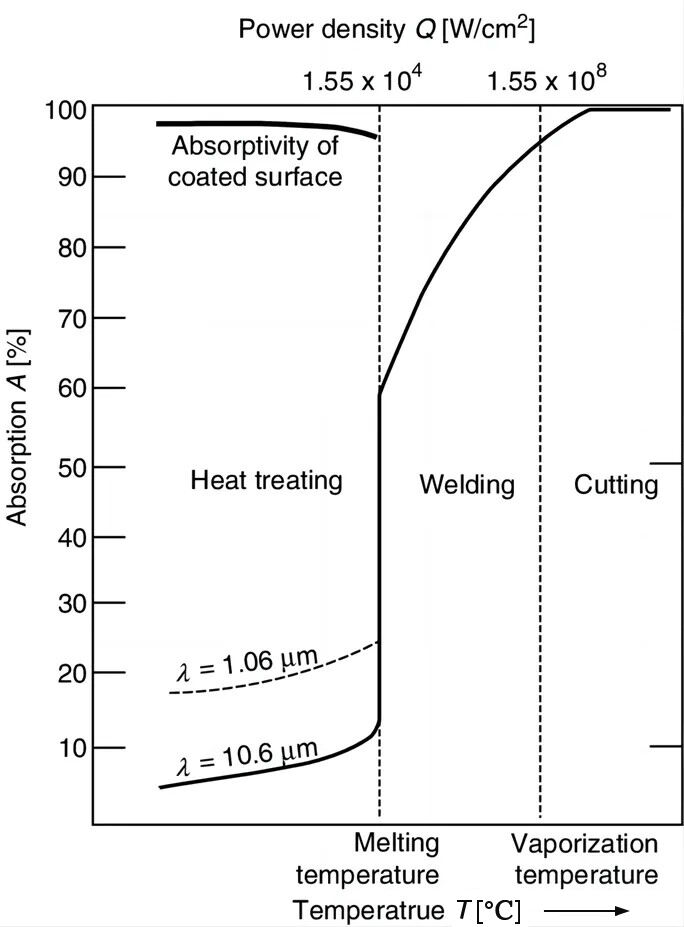
De onderstaande figuur toont hoe de absorptie van het materiaal door de laser tijdens de laser lassen de laser absorptie snelheid van het materiaal neemt langzaam toe naarmate de oppervlaktetemperatuur van het materiaal toeneemt. Wanneer de energie-dichtheid groter is dan (10 ^ 6w / cm2), het materiaal verdampt gewelddadig, het vormen van een sleutelgat, en de laser komt het sleutelgat binnen en wordt meerdere malen gere
1.2 Absorptie van laser door metaalmaterialen - golflengte
Een laserabsorptie-mechanisme:
De absorptie van laser door metalen wordt voornamelijk bereikt door de beweging van vrije elektronen. Wanneer een laser op het metalen oppervlak schijnt, zal het elektromagnetische veld de vrije elektronen in het metaal laten trillen. Deze trillingsenergie wordt vervolgens in de vorm van warmte overgedragen aan de metalen roosterstru
Effect van de golflengte
Korte golflengte (UV tot zichtbaar licht) metalen absorberen over het algemeen kortere golflengte laser gemakkelijker in het korte golflengtebereik. Dit komt omdat de vrije elektronen in het metaal effectief kunnen interacteren met het elektromagnetische veld van licht met korte golflengte, waardoor energie van de lichtgolf naar het metaal wordt overgedragen, waardoor een thermisch effect
Middengolflengte (bijna infraroodgebied) :lasers in het nabije infraroodgebied, zoals vezellasers (golflengte ongeveer 1064 nanometer), hebben hoge absorptiepercentages in metalen en zijn het meest gebruikte golflengtebereik in metaalverwerking.
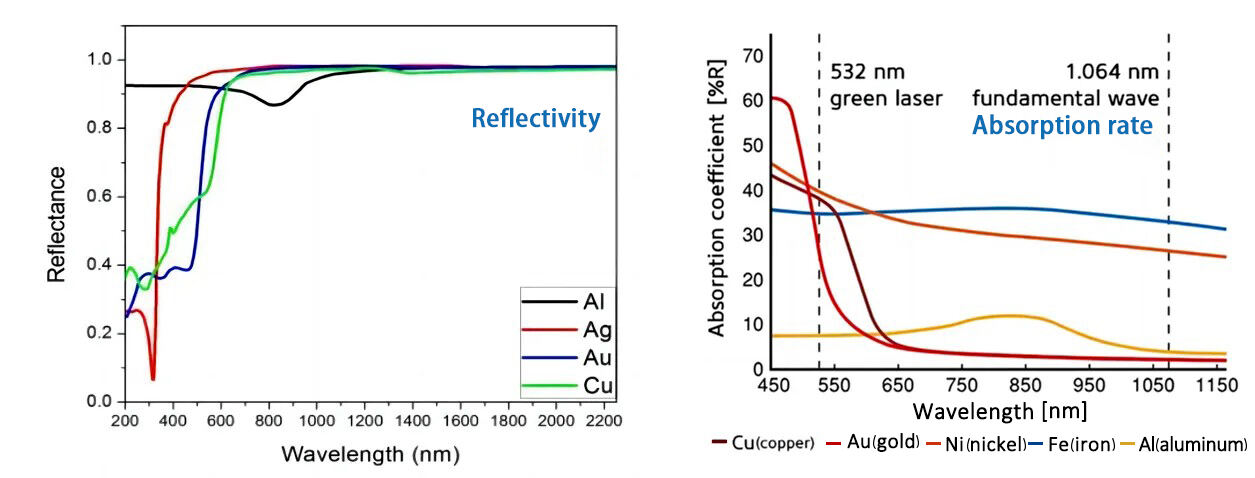
Lange golflengte (ver infraroodgebied) :voor laser met lange golflengte, zoals Co2-lasers (golflengte is ongeveer 10,6 micron), naarmate de golflengte toeneemt, neemt de absorptie-efficiëntie van laserenergie door metalen meestal af, wat betekent dat de reflectie van laserstralen met lange golflengte (zoals ver-infraroodlicht) op het metalenoppervlak de
De onderstaande figuur toont de relatie tussen reflectie, absorptiviteit en golflengte van veelgebruikte metalen bij kamertemperatuur.In het infraroodgebied neemt de absorptiviteit af en neemt de reflectiviteit toe naarmate de golflengte toeneemt.De meeste metalen reflecteren sterk 10, licht en groen licht .
1.3 absorptie door laser door metalen materialen
1.3.1 Absorptie van verschillende vormen van aluminiumlegeringen :
Wanneer het materiaal vast is, bedraagt de absorptie van de laser ongeveer 5-7%.
De vloeistofopname tot 25-35%;
Het kan meer dan 90% bereiken in de sleutelgattoestand.
1.3.2 de absorptie van de materialen door de laser neemt toe met de temperatuur:
De absorptiesnelheden van metalen materialen bij kamertemperatuur zijn zeer gering;
Wanneer de temperatuur dicht bij het smeltpunt stijgt, kan de absorptiegraad 40% tot 60% bereiken;
Indien de temperatuur dicht bij het kookpunt ligt, is de absorptie zo hoog als 90%.
1.4 absorptie van laser door metalen materialen
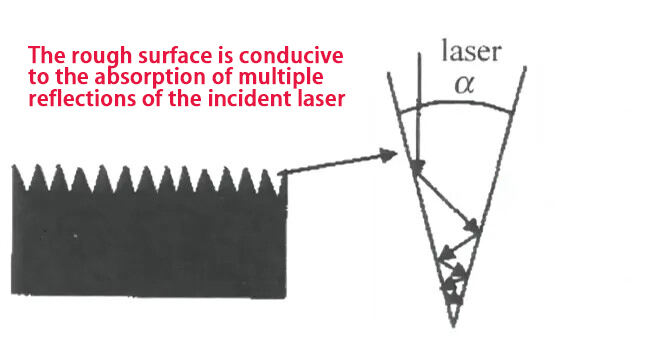
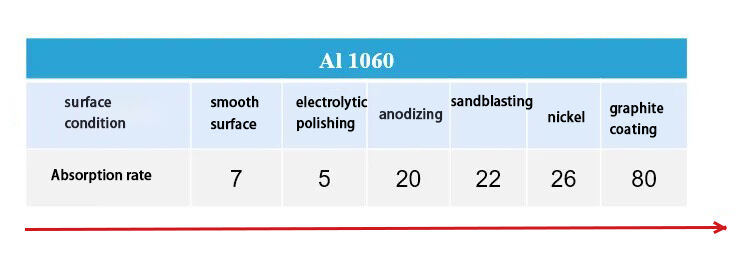
Bij de praktische toepassing van laserverwarming is het meestal noodzakelijk de laserabsorptiviteit van bepaalde hoogreflecterende materialen (aluminium, koper) te verhogen om te voorkomen dat een hoge reflectie leidt tot vals solderen;
De volgende methoden kunnen worden gebruikt: om de reflectiviteit van de laser te verbeteren, worden passende oppervlaktevoorbehandelingsprocedures toegepast. laser schoonmaken de in de eerste plaats is het mogelijk om de laser te absorberen door middel van een laag met een laag van een laag met een laag van een laag met een laag van een laag met een laag met een laag van een laag met een laag met een laag met een laag met een laag met een laag met een laag met een laag met een laag met een laag met een laag met
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR