
1. Principe van laser-naadvolging Het laser-naadvolgsensor werkt volgens het principe van laser-triangulatie. Dat wil zeggen, de laserstraal wordt versterkt om een laserlijn te vormen die wordt geprojecteerd op het oppervlak van het te meten object. De gereflecteerde...
Neem contact met ons op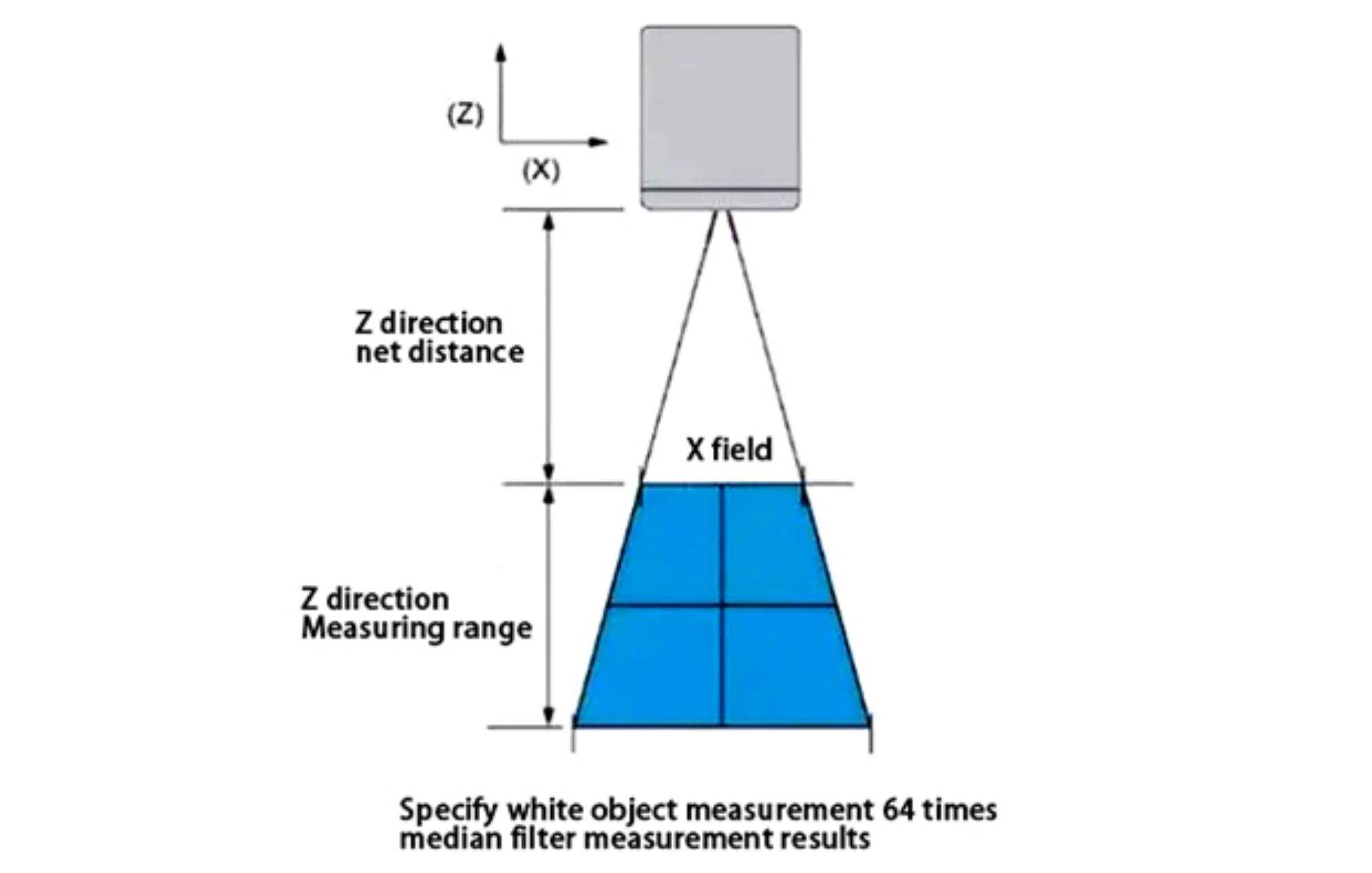
1.Laser lassen naad tracking principe
De lasernaadtracking de sensor werkt op het principe van lasertriangulatie. dat wil zeggen, de laserstraal wordt versterkt om een laserlijn te vormen die op het oppervlak van het te meten object wordt geprojecteerd. het gereflecteerde licht gaat door een optisch systeem van hoge kwaliteit en wordt geprojecteerd op een beeldmatrix. door
Sensormodel en -parameters
| model |
X op het terrein (mm) |
Z netto afstand (mm) |
Z Meetbereik (mm) |
X resolutie (mm) |
Z resolutie (mm) |
Z lineair Precies (%) |
Herhalen Precies (%) |
| HD6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| Hd6-0020 (blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| Hd6-0032 (blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| Hd6-0050 (blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| Hd6-0090 (blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (rood licht en blauw licht optioneel) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (rood licht en blauw licht optioneel) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (rood licht en blauw licht optioneel) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 ((rood licht) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 ((rood licht) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 ((rood licht) | 800 | 600 | 500 | 1. de 269 | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 ((rood licht) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w ((rood licht) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| Hd6-0020w (blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((rood licht) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
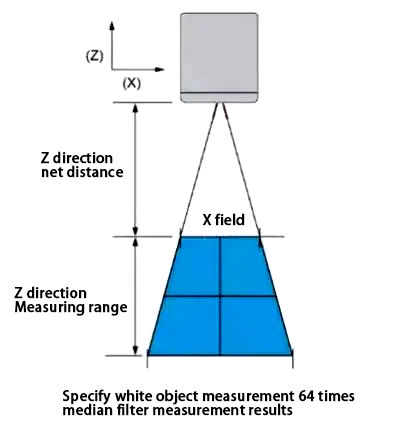
Het witte object verwijst naar een laboratoriumstandaardblok en het meetresultaat naar de gemiddelde waarde van de z-as die 64 keer in herhaling is gemeten.
2.het begrip laser lassen naad tracking tECHNOLOGIE
De naaldtracering de sensor bestaat voornamelijk uit een ccd-camera, een halfgeleiderlaser, een laserbeschermingslens, een anti-splash-baffle en een luchtkoelapparaat. Het gebruikt de principes van optische verspreiding en beeldvorming om de positie-informatie van elk punt binnen het laser-scangebied te
Voor het detectiereik, de detectiemogelijkheden en de veel voorkomende problemen tijdens het lassen, zijn er overeenkomstige functieninstellingen. de sensor wordt meestal geïnstalleerd voor het laspistool op een vooraf bepaalde afstand (lead), zodat het de afstand van de naadsensor tot het werkstuk kan observeren, dat
Het apparaat berekent de afwijking tussen de gedetecteerde lasnaad en het laspistool, geeft afwijkinggegevens uit en de bewegingsuitvoerder corrigeert de afwijking in realtime, waarbij het laspistool voor automatisch lassen wordt geleid. dit proces realiseert realtime communicatie met het robotbest
In veel gevallen is de precisie en consistentie van het werkstuk en de montage ervan echter niet gemakkelijk om te voldoen aan de eisen van grootschalige werkstukken of grootschalige automatische lasproductie. er is ook de invloed van spanning en vervorming veroorzaakt door oververhitting.Daarom is bij het tegenkomen van
3.de componenten en functies van sensoren voor het volgen van lasnaad
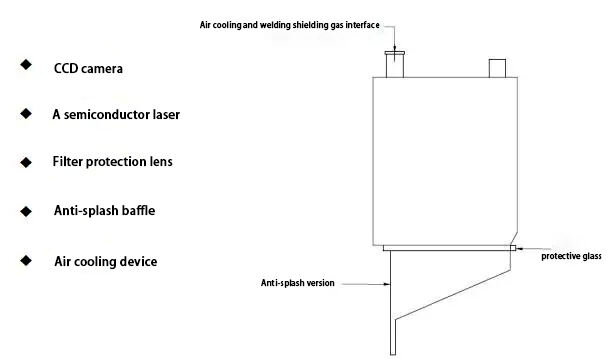
CCD-camera
De hoofdfunctie van de ccd-camera in de lasnaadtracking sensor is het lezen van beelden. Bij het opnemen van een scène met een ccd-camera wordt het licht dat door het object wordt gereflecteerd, door de lens van de ccd-camera naar de ccd overgebracht. Nadat de ccd is bloot
De ccd-besturingschip gebruikt de besturingssignaallijnen in de lichtgevoelige elementen om de door de fotodioden gegenereerde stroom te regelen, die wordt uitgezonden door het stroomtransmissiecircuit. De ccd-camera verzamelt de elektrische signalen die door een enkel beeldvorming
De beeldgegevens die in de vorige stap alleen worden verkregen, kunnen echter niet direct een beeld genereren. Ze moeten worden uitgebracht naar de digitale signaalprocessor (dsp). In de dsp ondergaan deze beeldgegevens een naverwerking zoals kleurcorrectie, witbalansbehandeling (afhankelijk van de instellingen van de gebruiker in
Een halfgeleiderlaser
De laser wordt gegenereerd door een lichtbron via een lineaire generator die stroom produceert met een uniforme dichtheid, hoge lineariteit en goede stabiliteit, en uitgangen in een rechte lijnpatroon. er zijn rode en blauwe lasers om uit te kiezen, en de golflengte, hoek en lijnbreedte kunnen ook worden
Filterbeschermingslenzen
Vanwege het stof en spatten dat tijdens het lassen wordt geproduceerd, wat een effect kan hebben op de gegevensverzameling, moet op elke sensor een filterbeschermingslens worden geïnstalleerd. de filterbeschermingslens dient enerzijds om de lasercamera te beschermen en anderzijds om licht te filteren. wanneer het oppervlak vuil is het schoonmaken van lenzen niet kan worden genegeerd:
1) u moet tijdens de installatie handschoenen dragen en geen vingerafdrukken achterlaten;
2) laat het oppervlak van de lens niet worden gekrast;
3) houd bij het uittrekken van de lens de rand van de lens met uw vingers vast en raak de film niet aan;
4) gebruik schoon weefselpapier, testpapier en optisch oplosmiddel om de lens te reinigen.
Anti-splash-afstandsbalk
Het wordt hoofdzakelijk gebruikt om de interferentie van de laser te blokkeren, zoals lichtbogen, rook en stof, zodat het sensorsysteem nauwkeuriger en stabieler in gebruik wordt.
Luchtkoelapparaat
De meeste systemen gebruiken nu een luchtkoeling om de sensor af te koelen en de levensduur van de sensor te verlengen. De beschermingsgraad van de sensorbehuizing is ip67 en de juiste temperatuur voor gebruik ligt tussen 5°c en 45°c. Een overschrijding van dit temperatuurbereik heeft gevolgen voor de levensduur
De sensor voltooit realtime online detectie van gemeenschappelijke lassaderingen door middel van complexe programmaalgoritmen. er zijn passende functieninstellingen voor het detectiereik, detectievermogen en gemeenschappelijke problemen die tijdens het lasproces worden ondervonden. het apparaat berekent de afwijking tussen de gedetecteerde las
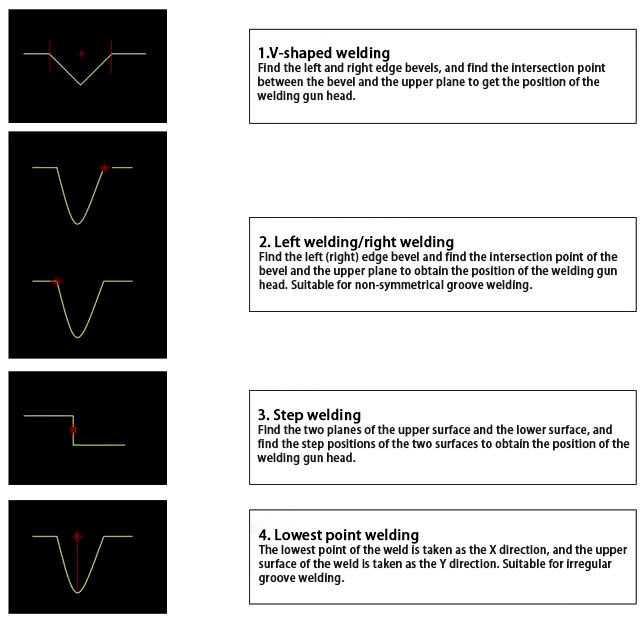
4.sweistype
Het gebruik van een lassproces: argonbooglassen,laserlassen,laserhybridelassen,plasmalassen,laser met kooldioxidegas,onderwaterlassen, enz.
Toepassingsgebieden: drukvaten, auto's, scheepsbouw, spoorwegen, staalconstructies, containerschweizen.
5.ontwikkeling en vooruitzichten
Op het gebied van speciale machines, naadtrackers de Commissie heeft in haar advies van 15 juni 1998 een voorstel ingediend voor een richtlijn betreffende de toepassing van de richtlijnen inzake de bescherming van de gezondheid van werknemers bij het gebruik van elektrische voertuigen.
Met de ontwikkeling van geavanceerde productietechnologie, het realiseren van de automatisering en intelligentie van het lassen van het volgen is een onvermijdelijke trend geworden. in de komende jaren, laser naad tracking zal niet alleen technologische upgrades nodig, maar ook nodig hebben om de klant toepassingen diep te begrijpen om te voldoen
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR