1.definitie sleutelgat Definitie van sleutelgat: Wanneer de stralingsintensiteit groter is dan 10^6W/cm^2, en wanneer het oppervlak van een materiaal smelt en verdampt onder invloed van een laser, en wanneer de verdampingsnelheid voldoende groot is, creëert de terugslag druk...
Neem contact met ons op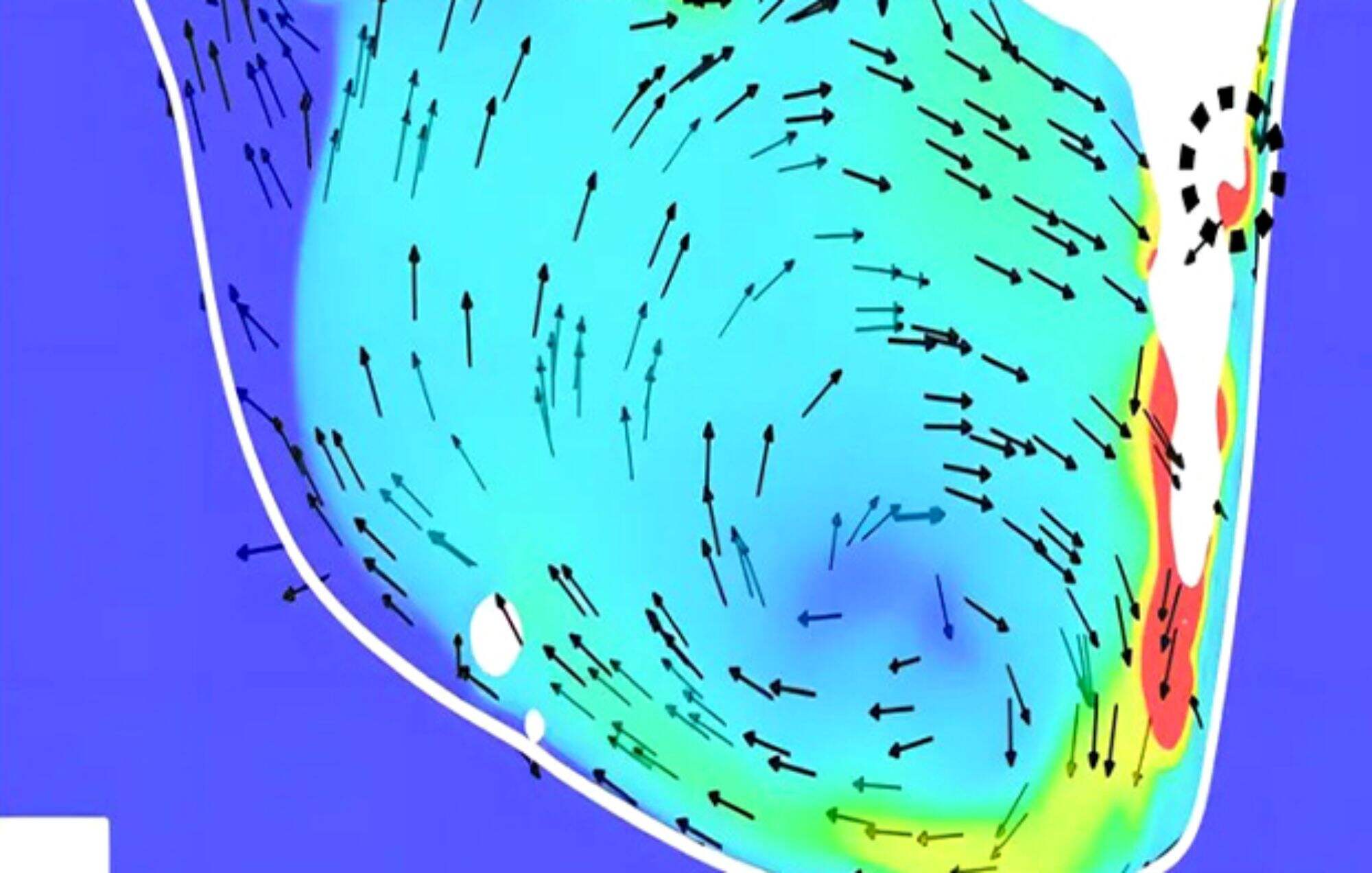
1.Definitie van een sleutelgat
Sleutelgat definitie: wanneer de stralingsintensiteit groter is dan 10 ^ 6w / cm ^ 2, wanneer het oppervlak van een materiaal smelt en verdampt onder de werking van een laser, en wanneer de verdamping snelheid is voldoende groot, de terugslagdruk gegenereerd door de damp is voldoende om de oppervlaktespanning van het vloeibare
Het sleutelgat effect in laserlassen verwijst naar de vorming van kleine belletjes of gaten als gevolg van thermische uitbreiding van het materiaal en de verdamping van interne gassen tijdens het laserlassen. deze gaten kunnen van invloed zijn op de kwaliteit van het lassen en de sterkte van de lasnaad. het sleutelgat-effect treedt voornamelijk op als gevolg van
1) thermische uitbreiding van het materiaal: de hoge energiedichtheid van de laserstraal verhoogt snel de temperatuur in het lasgebied, waardoor het materiaal thermisch uitbreidt. Dit leidt tot spanning en vervorming in het lasgebied. Wanneer de thermische uitbreiding van het lasmateriaal niet gelijkmatig is, kunnen er
2) verdamping van interne gassen: er zijn kleine gassen of onzuiverheden in het lasmateriaal. Wanneer de laserstraal op het lasgebied wordt geblazen, veroorzaakt de hoge temperatuur dat deze gassen snel verdampen, waardoor er bubbels of gaten ontstaan. Deze bubbels kunnen de vorming van het lasbad en de vul
3) chemische reacties van het materiaal: bij hoge temperaturen reageert het lasmateriaal chemisch met zuurstof, waterdamp en andere elementen die in de omgeving aanwezig zijn, waardoor oxiden of andere verbindingen ontstaan. Deze verbindingen verlagen het smeltpunt van het lasgebied, verhogen de afgifte van gassen tijdens het las
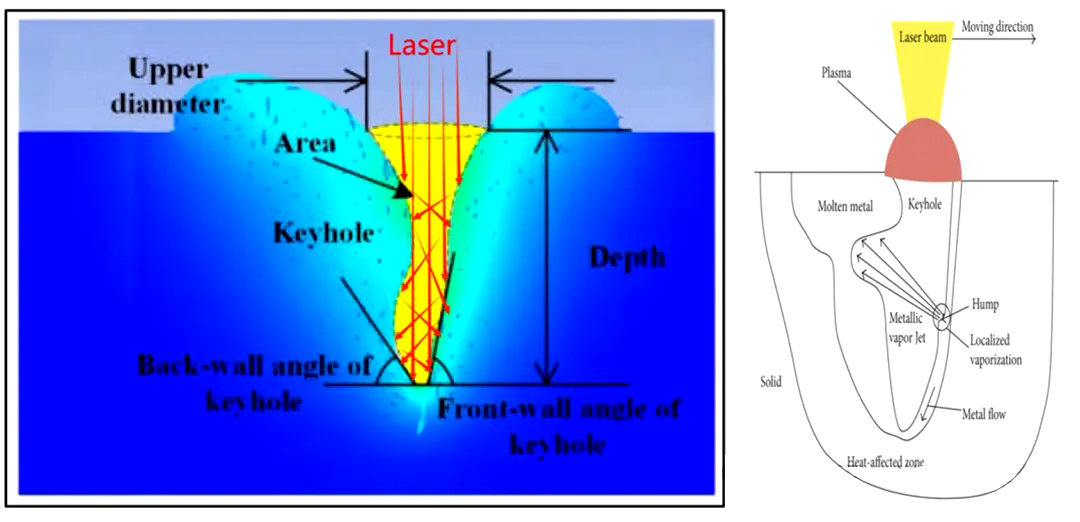
Wanneer de druk van de metalen damp die door de laserstraal in de microporen wordt gegenereerd, in evenwicht komt met de oppervlaktespanning en zwaartekracht van het vloeibare metaal, gaan de microporen niet langer verder verdiepen, waardoor een diepstabiele micropore wordt gevormd. Dit wordt het "
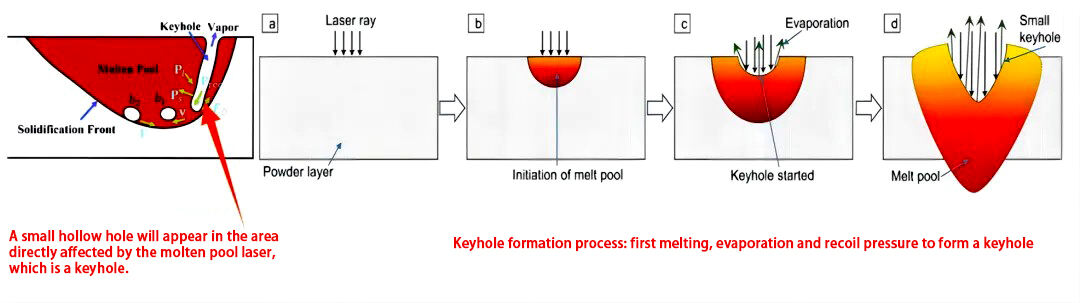
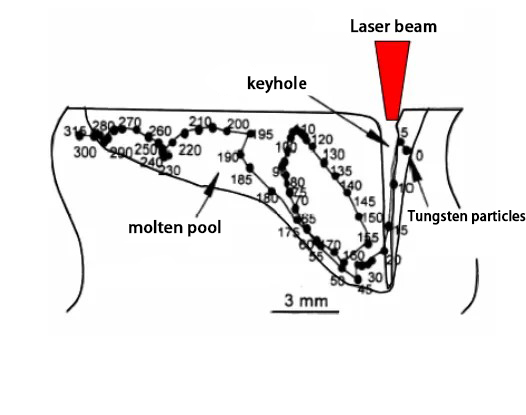
2.vorming en ontwikkeling van een sleutelgat
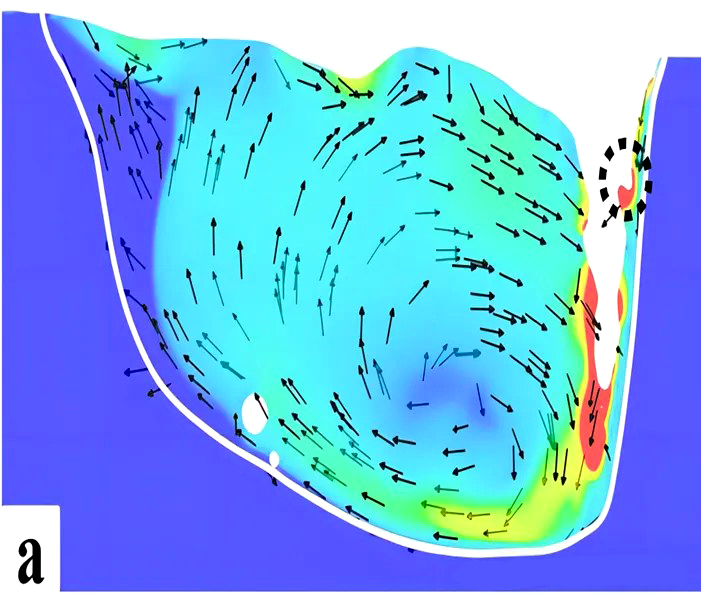
Tijdens het lassen is de sleutelgatwand altijd in een staat van hoge schommeling. de dunnere laag gesmolten metaal op de voorwand van het sleutelgat stroomt naar beneden met de wandschommeling. elk uitsteeksel op de voorwand van het sleutelgat zal sterk verdampen als gevolg van bestraling door lasers met een
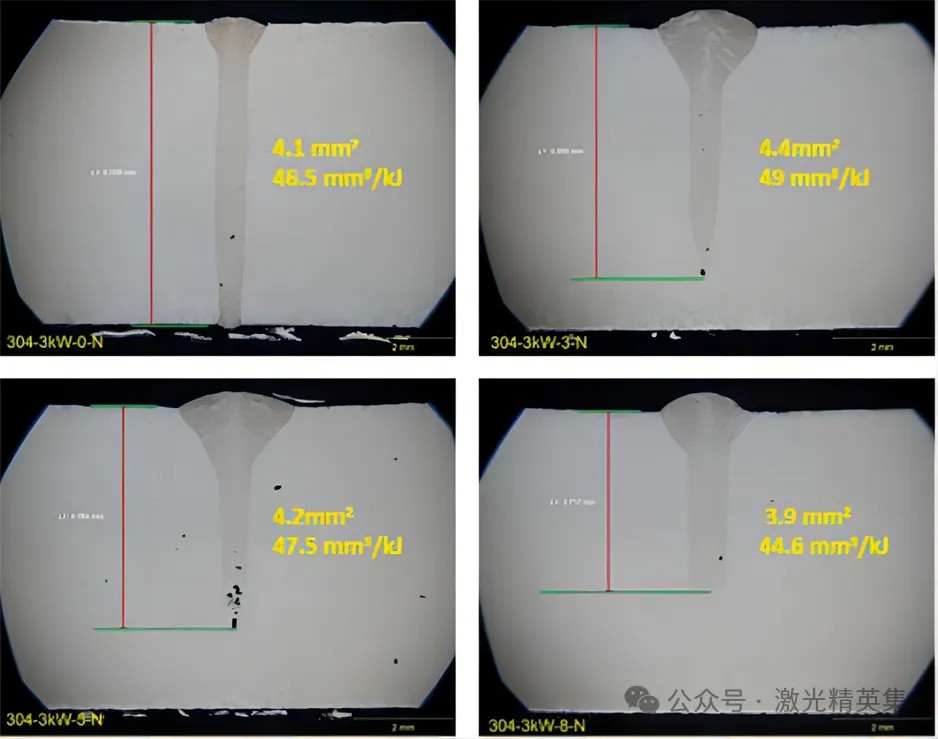
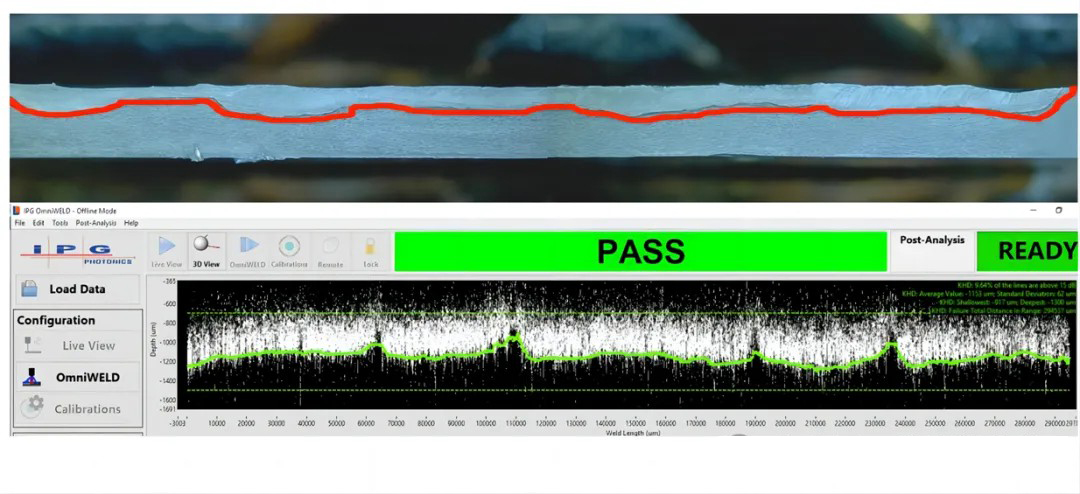
De foto hierboven toont de typische dwarsdoorsnede van een laser dieppenetratie lassen.de diepte van de las en de diepte van het sleutelgat zijn dichtbij (om precies te zijn, de metallografische vergelijking is 60-100um dieper dan het sleutelgat, verschillend door een vloeibare fase laag).
De instabiliteit van het sleutelgat tijdens het lasproces wordt hoofdzakelijk veroorzaakt door de verdamping van lokaal metaal in de voorwand van het sleutelgat. de factoren die de porositeit vormen zijn:
1) lokale verdamping veroorzaakt infiltratie van beschermend gas;
2) de verbranding van legeringselementen;
3) bij het lasersoveren van aluminium en legeringen daarvan neemt de oplosbaarheid van waterstof in aluminium tijdens het koelingsproces drastisch af.
3.analyse van de absorptie van laserenergie in het sleutelgat
Voor de vorming van het kleine gat en het plasma wordt de energie van de laser voornamelijk door warmtegeleiding naar het binnenste van het werkstuk overgebracht. Het lasproces behoort tot het geleidingslassen (binnen 0,5 mm smeltdiepte) en de absorptie van het materiaal door de laser ligt tussen 25-45%. Het lasproces wordt diepgepenetratielas (meer dan 0,5 mm smeltdiepte) de absorptie kan 60 tot 90% of meer bereiken. Het sleutelgat effect speelt een uiterst belangrijke rol. de in de bijlage vermelde methoden zijn van toepassing op de volgende producten: laserlassen de laserstraal die het sleutelgat binnendringt, wordt bijna volledig opgenomen door meerdere reflecties van de muur van het gat.
Het is algemeen geacht dat het energieabsorptie-mechanisme van de laser in het sleutelgat twee processen omvat: inverse bremsstralingabsorptie en fresnelabsorptie.
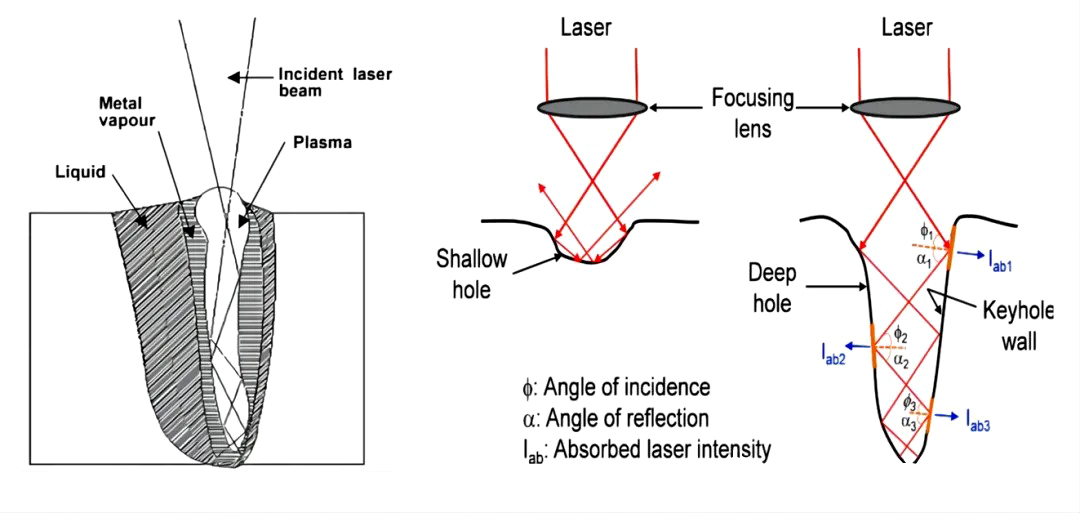
3.1 Fresnel absorptie
Fresnel absorptie is het absorptie mechanisme van de sleutelgatwand voor de laser, dat het absorptiegedrag van de laser beschrijft onder meerdere reflecties in het sleutelgat. Wanneer de laser het sleutelgat binnengaat, vinden meerdere reflecties plaats op de binnenkant van het sleutelgat, en tijdens elk reflectie
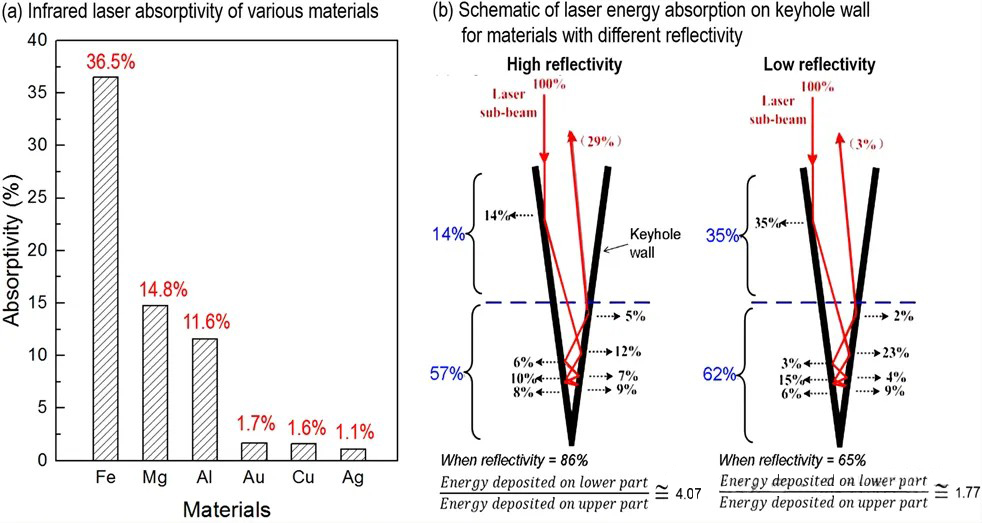
Uit de linkergrafiek zie je dat het absorptiepercentage van staal voor infraroodlasers ongeveer 2,5 keer hoger is dan dat van magnesium, 3,1 keer hoger dan dat van aluminium en 36 keer hoger dan dat van goud, zilver en koper. Voor hoogreflectiematerialen zijn de meerdere reflecties van de laserstraal in het kleine gat het belangrijkste mechanisme voor het absorberen van energie in het laserlassenproces met diepsmelting.
De lage absorptievoet leidt tot een lager koppelings-energie-efficiëntie bij lasersweis van hoogreflecterende materialen (71% vs. 97%), en een hogere concentratie van energie-absorptie aan de bodem van het kleine gat. de energieverdeling langs de diepte richting van het kleine gat is onevenwichtig, wat de instabiliteit van het kleine gat versnelt en leidt tot porositeit, onvolledige fusie en slecht uiterlijk.
3.2 omgekeerde taaiheid absorptie
Een ander mechanisme voor kleine gaten absorptie is via plasmonische inverse taaiheid stralingsabsorptie het lichtgeïnduceerde plasma bevindt zich niet alleen boven de uitgang van het kleine gat, maar vult het kleine gat ook. De laser reist in het plasma tussen twee reflecties van de gatwand, een deel van zijn energie wordt door het plasma opgenomen en de energie die door het plasma wordt opgenomen, wordt door convectie en straling aan de gatwand
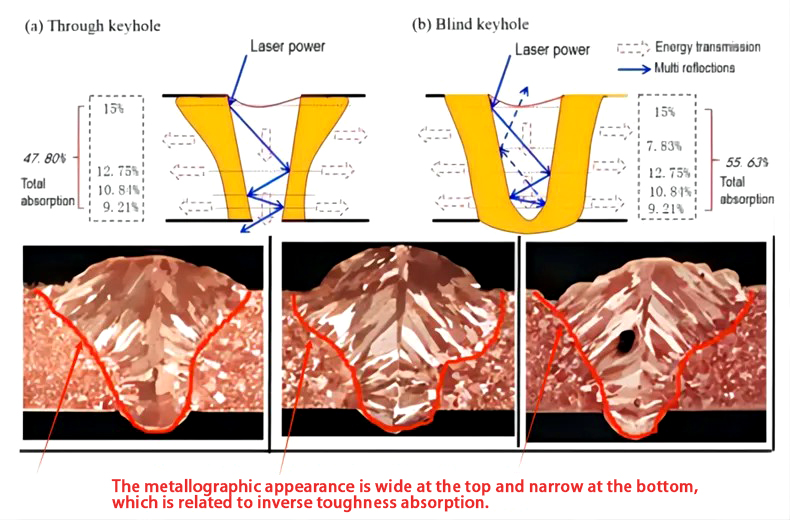
De rol en het aandeel van de twee energie-absorptie-mechanismen de twee mechanismen voor het absorberen van laserenergie in kleine gaten hebben verschillende effecten op de vorming van de lasnaad.
• het grootste deel van de door het plasma opgenomen energie wordt in het bovenste deel van het kleine gat vrijgegeven en minder in het onderste deel, waardoor een gat in de vorm van een "wijnglas" gemakkelijk kan worden verkregen, maar niet bevorderlijk is voor het vergroten van de diepte van het gat.
•de door de frisnel-absorptie van de gatwand vrijgekomen energie is relatief gelijkmatig in de richting van de gatdiepte, wat gunstig is voor het vergroten van de gatdiepte en uiteindelijk het verkrijgen van een relatief diepe en smalle lasnaad.
In het kader van de vernieuwing van de energievoorziening van de Gemeenschap is het noodzakelijk dat de energievoorziening van de Gemeenschap wordt verbeterd.
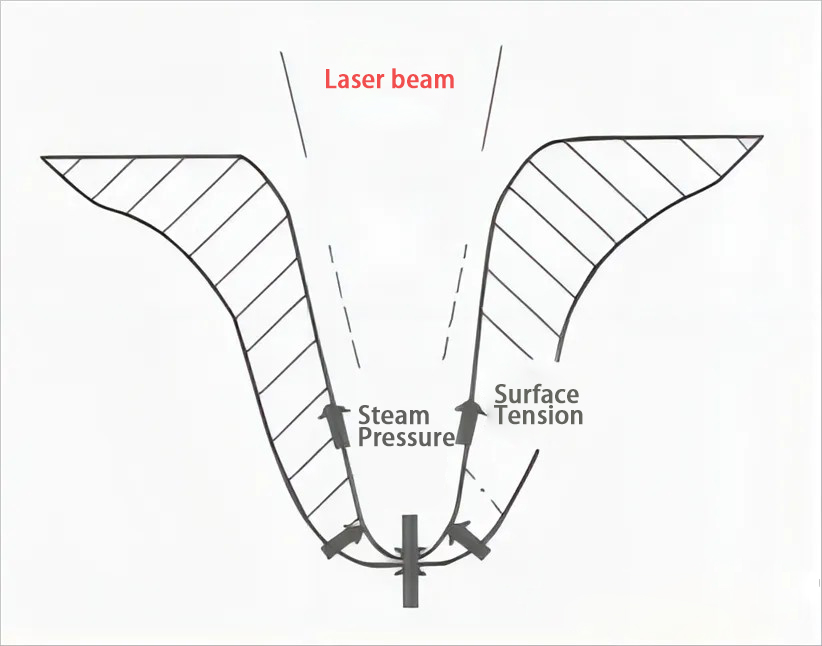
4.drukbalans in het sleutelgat
Tijdens laser diepe fusie lassen, verdampt het materiaal dramatisch, en de expansiedruk van de hoge temperatuur damp duwt het vloeibare metaal opzij, het vormen van een klein gat. in het kleine gat, naast de dampdruk van het materiaal en de ablatiedruk (ook bekend als verdamping reactie kracht of terugslagdruk
5. instabiliteit van de sleutelgat
Wanneer de laser op het materiaaloppervlak werkt, verdampt een grote hoeveelheid metaal, de terugslagdruk drukt de gesmolten pool naar beneden, waardoor een sleutelgat ontstaat, evenals het plasma, wat de diepte van smelting verhoogt.Tijdens het bewegingsproces, wanneer de laser de voorwand van het sleutelgat
De sectie van het naadcentrum van de las, verkregen door langs de middenlijn parallel aan de las te snijden, en de in realtime door ipg-ldd gemeten grafiek van de diepgang van het sleutelgat, bevestigen dit.
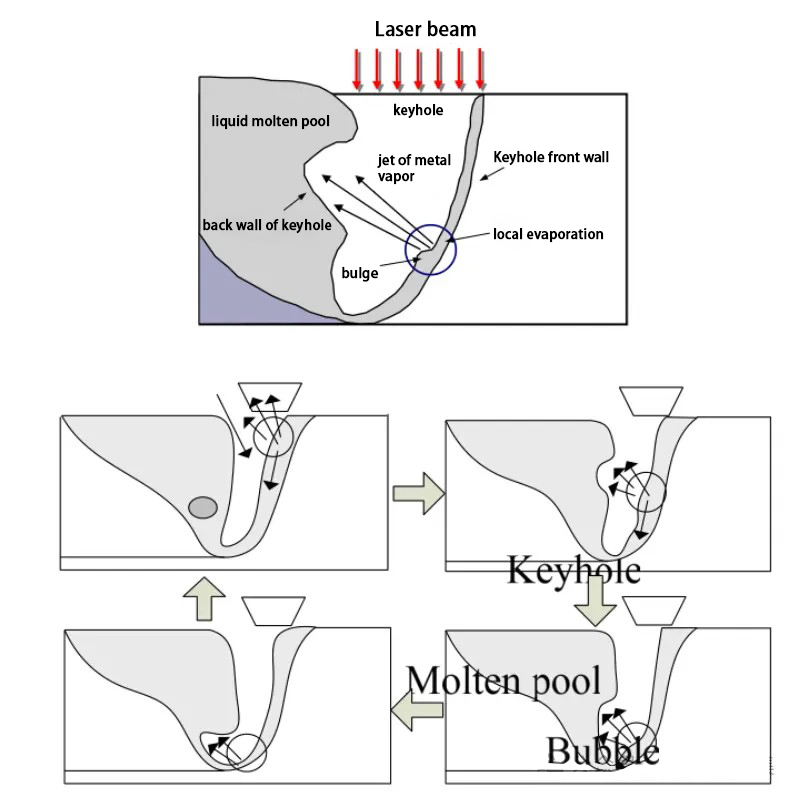
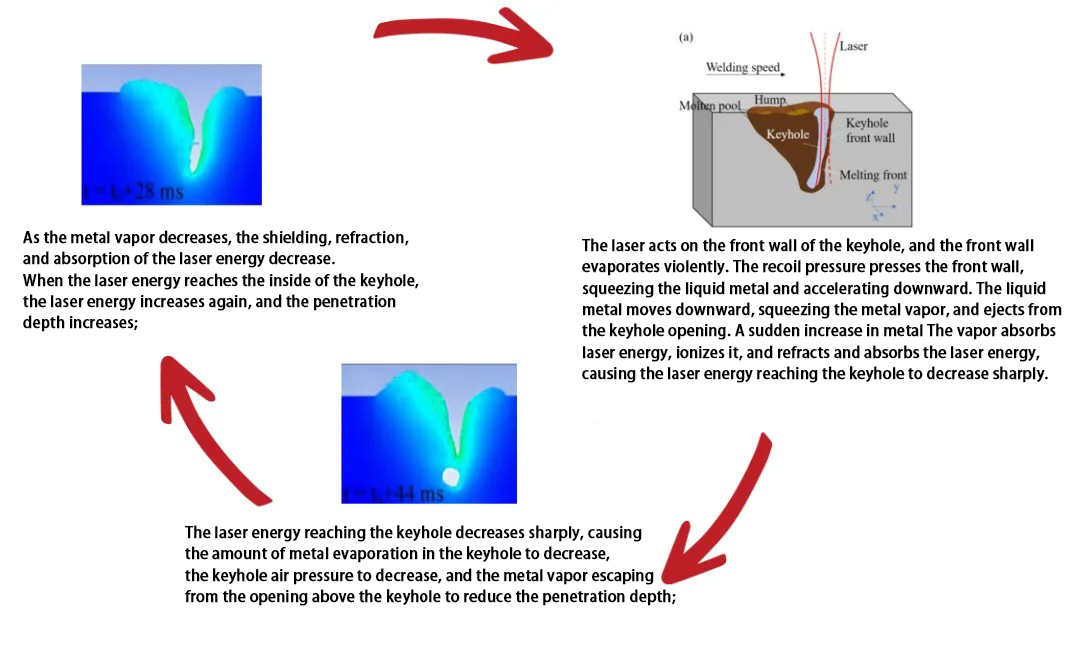
6.periodieke schommelingen van de sleutelgat
1. de laser werkt op de voorwand van het sleutelgat, waardoor de voorwand gewelddadig verdampt. de terugslagdruk drukt op de voorwand, waardoor het vloeibare metaal wordt geperst om zijn neerwaartse beweging te versnellen. de neerwaartse beweging van het vloeibare metaal persen de
2. de scherpe afname van de laserenergie die het sleutelgat bereikt, leidt tot een afname van de hoeveelheid metaalverdamping in het sleutelgat. Dit zorgt ervoor dat de druk van het sleutelgat afneemt, de hoeveelheid metaaldamp die uit de bovenste opening van het sleutelgat ontsnapt, vermindert en de smeltdiepte
3. naarmate de hoeveelheid metalen damp afneemt, vermindert de afschirming, breking en absorptie van laserenergie, waardoor de laserenergie die het binnenste van het sleutelgat bereikt, toeneemt en de smeltdiepte toeneemt.
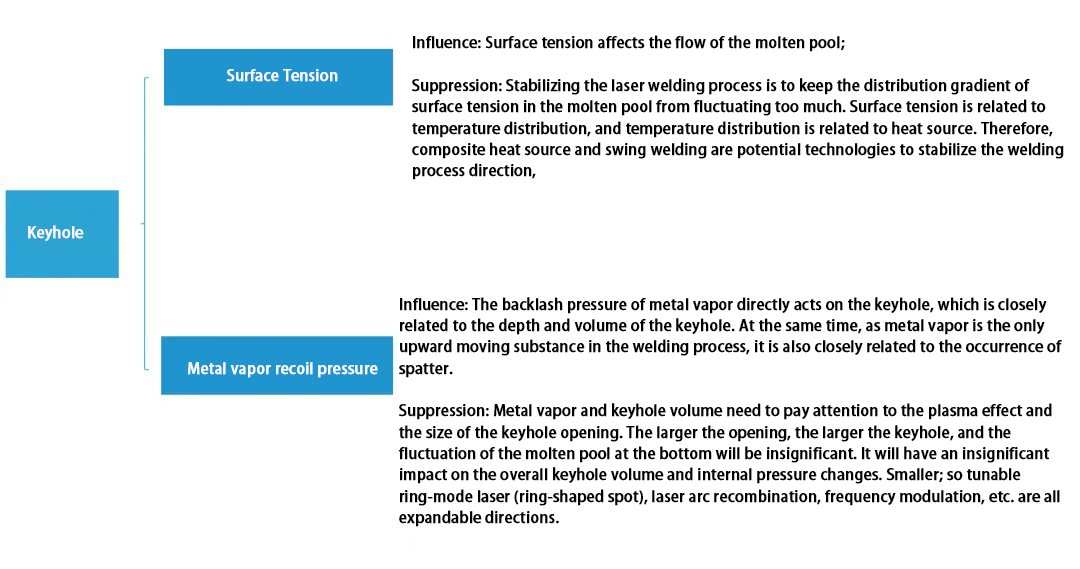
7. Sleutelgat onderdrukt de golfrichting
1) oppervlakte-spanning
Invloed: de oppervlaktespanning heeft invloed op de stroom van de gesmolten plas;
Inhibitie:het stabiliseren van het lasersweisproces houdt in dat de gradiëntverdeling van de oppervlaktespanning in de gesmolten plas zonder overmatige schommelingen wordt gehandhaafd. De oppervlaktespanning is gerelateerd aan de temperatuurverdeling, die op haar beurt gerelateerd is aan de warmtebron
2) terugslagdruk van metaaldampen
Invloed:de terugslagdruk van metaaldampen heeft een directe invloed op de vorming van de sleutelgaten en is nauw verbonden met de diepte en het volume van de sleutelgaten.
Inhibitie:het verband tussen metaaldamp en slotgatvolume vereist aandacht voor het plasma-effect en de grootte van het slotgat. Hoe groter het slotgat, hoe groter het slotgat, waardoor de schommelingen in het kleine gesmolten zwembad aan de onderkant verwaarloosbaar lijken. Dit heeft een kleinere invloed op Daarom zijn verstelbare ringmoduslasers (ringvormige vlekken), laser-boogcombinatie, frequentiemodulatie, enz., allemaal mogelijke uitbreidingsrichtingen.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR