
1. Overzicht Momenteel worden de hoofdsoorten lasers die worden gebruikt in snellertoepassingen CO2-lasers en vezel-lasers. Een CO2-laser wordt gegenereerd door CO2-gas op te wekken onder hoge frequentie en hoge druk, waardoor een laser met een golflengte van 10,6μm ontstaat. De straal wordt gericht en gefocust...
Contacteer ons
1. Overzicht
Momenteel worden de hoofdsoorten lasers die worden gebruikt in snijden toepassingen CO2-lasers en vezel-lasers. Een CO2-laser wordt gegenereerd door CO2-gas op te wekken onder hoge frequentie en hoge druk, waardoor een laser met een golflengte van 10,6μm ontstaat. De straal wordt gericht en gefocust via resonatorspiegels en koperreflektoren om snijden uit te voeren.
Vezel-lasers gebruiken meerdere multimode pompdoedels parallel als de laserbron , genereert ook een laser op 10,6μm. De straal wordt vervolgens gekoppeld in een enkel vezel door resonatorafstemming, wat resulteert in een krachtige laser.
2. Vergelijking van CO2-laser snijden en Vezellaser snijden Processen
(1) Laserstructuurvergelijking
CO2-lasergeneratoren zijn groot van formaat en gebruiken lucht als transmissiemedium. De laser beweegt in een rechte lijn via reflectoren, wat snel tot straalverzwakking leidt en aanzienlijke energieverliezen oplevert. De optisch-elektrische conversie-efficiëntie is laag, slechts ongeveer 10%, zoals weergegeven in Figuur 1.
Laservezels gebruikt meerdere sets multimode pomppioenen parallel. De laser wordt door optischevezels overgedragen, beperkt tot binnen de vezel, en beweegt in een "gebogen" pad. Deze methode wordt niet beïnvloed door de externe omgeving en biedt een hoge optisch-elektrische conversie-efficiëntie—meer dan 25%, zoals weergegeven in Figuur 2.
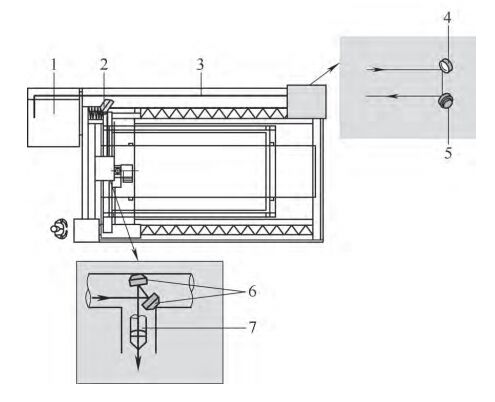
Figuur 1 CO2-laser
1. laser generator 2. stuwunit reflector 3. optische pad 4, 5, 6. hoekreflector 7. focuslens
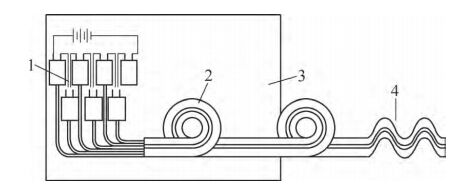
Figuur 2 Vezellaser
1. lasersource 2. resonant cavity 3. koelsysteem 4. optische pad
(2) Vergelijking van snijmaterialen
CO2-lasers kunnen koolstalen, roestvast staal, aluminiumlegeringen en niet-metalen materialen snijden, maar kunnen geen koper snijden . Koper is hoog reflecterend voor de golflengte van 10,6μm en reflecteert de meeste stralen zonder ze op te nemen, wat schade aan de lasersource kan veroorzaken door terugkaatsing.
Fiber lasers kunnen koolstalen, roestvast staal, aluminiumlegeringen en koper , maar kunnen geen niet-metalen materialen snijden , zoals hout, plastic en leer. Ze kunnen ook geen materialen met oppervlaktecoating snijden, zoals laminaat-roestvast staal of roestbestendige speciale staalplaten.
(3) Vergelijking van snijprestaties
Sneedefficiëntie omvat snelheid van snijden, prikprestaties en kantkwaliteit, die belangrijke indicatoren zijn bij het beoordelen van laser-sneeapparaten.
Fiber lasers presteren uitstekend bij het knippen van dunne platen, vooral die onder de 3mm dik zijn, waar ze tot 4 keer sneller kunnen zijn dan CO2-lasers. Bij een dikte van 6mm performen beide lasers vergelijkbaar, wat de drempel markeert waarop hun voordelen verschuiven. Voor materialen dikker dan 6mm tonen CO2-lasers een voordeel, hoewel het verschil niet dramatisch is. (Zie Figuur 3 voor snijdsnelheden op verschillende materialen.)
Voordat het snijproces begint, moet de laser eerst het materiaal doorboren. Fiber lasers hebben in het algemeen langere doorboortijden vergeleken met CO2-lasers. Bijvoorbeeld, met een 3kW-laser die 8mm staal snijdt, is een CO2-laser ongeveer 1 seconde sneller per gat, en 2 seconden sneller voor 10mm. Na 2000 doorbooringen per dag resulteert dit in een tijdsverschil van 6000 seconden, oftewel ongeveer 1,7 uur per dag.
De kantkwaliteit wordt meestal beoordeeld op basis van ruwheid en verticaliteit. Bij staalplaten onder de 3 mm is de kantkwaliteit van fiberlaser sneden iets slechter dan die van CO2-laser sneden. Naarmate de dikte toeneemt, wordt het verschil duidelijker. Bij roestvaststaalplaten van 3 mm of dikker lijken de kanten van een fiberlaser dof te zijn, terwijl CO2-sneden glanzend zijn. Bij koolstofstaal van 16 mm varieert de verticale nauwkeurigheid van de fiberlaser tussen 0,4–0,5 mm, terwijl CO2 een nauwkeurigheid van 0,1 mm bereikt.
Daarnaast kan door de lage frequentie en hoge energiedichtheid van fiberlasers het boorvan kleine gaten in koolstofstaal oververhitting veroorzaken.
Een samenvatting van de vergelijking tussen CO2- en fiberlaser snijprocessen staat in Tabel 1.
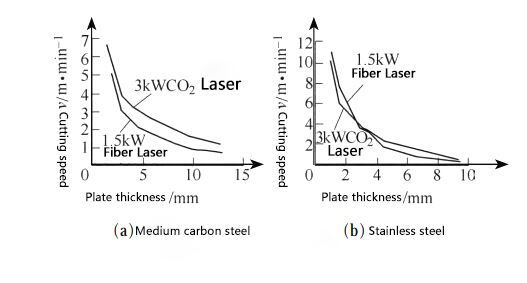
Figuur 3 Snijdsnelheid van verschillende materialen
Tabel 1 Vergelijking van basisprocesparameters tussen CO2-laser en fiberlaser snijden
| Artikel | CO₂ Laser | Fiber Laser |
|---|---|---|
| Laser Type | Complexe | Eenvoudig |
| Laser Golflengte (μm) | 10.6 | 1.06 |
| Fotogeleidingsconversie (%) | 10 | ≥25 |
| Toepasbare materialen | Koolstofstaal, roestvast staal, aluminiumlegeringen, niet-metalen materialen | Koolstofstaal, roestvast staal, aluminiumlegeringen, kopermaterialen |
| Snelheid van Knippen | relatief snel | Zeer snel voor platen onder 3mm, vergelijkbaar met CO2-laser voor platen boven 6mm. |
| Perforatiecapaciteit | Beter dan fiberlaser | Licht minder goed dan CO₂-laser |
| Kwaliteit van snijoppervlak | Beter dan fiberlaser | Platen onder 3mm zijn iets slechter dan CO2-laser, hoe dikker de plaat, des te duidelijker het verschil in kruissnijdkwaliteit. |
Tabel 2: Kostanalyse van CO₂-laser versus fiberlaser-snijden
| Vorm | Verbrenging | ||
| Co2 laser | Fiber Laser | ||
| Verbruik van lasgassen |
He (99,999%) / L∙h -1
|
13 | - |
|
N 2(99,999%)\/L∙h -1
|
6 | - | |
|
Co 2(99,999%)\/L∙h -1
|
1 | - | |
| Gecomprimeerde lucht\/Nm3∙h-1 | - | 35 | |
| Verbruik van snijgas | Snijsnelheid\/m∙min-1 | 2.5 | 8.2 |
|
N 2(99,99%)\/Nm 3∙h -1
|
20.27 | 39.35 | |
| Elektriciteitsverbruik | Totale apparatuur vermogen\/kW | 47.56 | 28.56 |
| Afschrijving van apparatuur | Totale aankoop- en installatiekosten\/CNY·year⁻¹ | 650,000 | 700000 |
| Onderhoud van apparatuur | Routinematige onderhoudskosten / CNY·jaar⁻¹ | 100000 | 70000 |
| Verbruik van verbruiks- en eenmalig gebruiksgoederen |
Focussen lens / stuk ∙ jaar⁻¹ | Ongeveer 4 | - |
| Beschermende lens / dag ∙ stuk⁻¹ | - | 2.5 | |
| Slang / uur ∙ stuk⁻¹ | 40 | 40 | |
|
Andere verbruiksartikelen / yuan ∙ jaar⁻¹ (Filterelementen, magnetische ringen, koelwater) |
Ongeveer 4000 | Ongeveer 4000 | |
Opmerking: Arbeidskosten, managementkosten en winstfactoren zijn niet meegenomen in de bovenstaande kostenanalyse.
3. Kostanalyse van CO2 vs. Vezellaser snijden
Met het nemen van het snijden van een 5mm roestvast staalplaat als voorbeeld, wordt in Tabel 2 een kostenvergelijking getoond.
Op basis van de tabel en onder de aanname van 3860 werkuren per jaar:
CO2 lasersnijding kosten per uur = ¥268,8/uur
Vezellaser snijden kosten per uur = ¥242,7/uur
Met snijdsnelheden van 2,5 m/min (CO2) en 8,2 m/min (vezel):
CO2 kosten per meter = ¥1,79
Fiber laser kosten per meter = ¥0.48
4. Samenvatting en Aanbevelingen
Zowel CO2 als vezellaser snijden technologieën hebben hun eigen geschikte toepassingen.
CO2-lasers kunnen koolstalen, roestvast staal en aluminiumlegers snijden, evenals halfgeleiders, niet-metaalmaterialen en samengestelde materialen , waardoor ze een bredere toepassingsgebied hebben.
Fiber lasers kunnen koolstalen, roestvast staal, aluminiumlegeringen en koper —wat CO2-lasers niet kunnen—maar zij kunnen geen niet-metaalmaterialen snijden .
In termen van snijdkosten, zijn vezellasers aanzienlijk economischer dan CO2-lasers.
Aanbevelingen voor laserselectie:
Voor materialen ≤ 4mm dik : Kies fiber lasers vanwege hun hogere snelheid en efficiëntie - betere waarde voor geld.
Voor materialen ≥ 8mm dik : Kies CO2-lasers voor een betere doorborende prestatie en kantkwaliteit - vooral wanneer fiber lasers geen duidelijk snelheidsvoordeel meer bieden.
Voor koper of spiegelglad afgewerkte roestvrij staal : Kies fiber lasers.
Voor halvegeleiders, niet-metaal of samengestelde materialen : Kies CO2-lasers.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR