 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Homepage
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

1. Definizione e caratteristiche del saldataggio laser per conduzione termica. Il saldataggio laser per conduzione termica è un metodo di saldatura laser. Questa modalità di saldatura ha una penetrazione superficiale e un piccolo rapporto profondità/larghezza. Quando la densità di potenza è inferiore...
Contattaci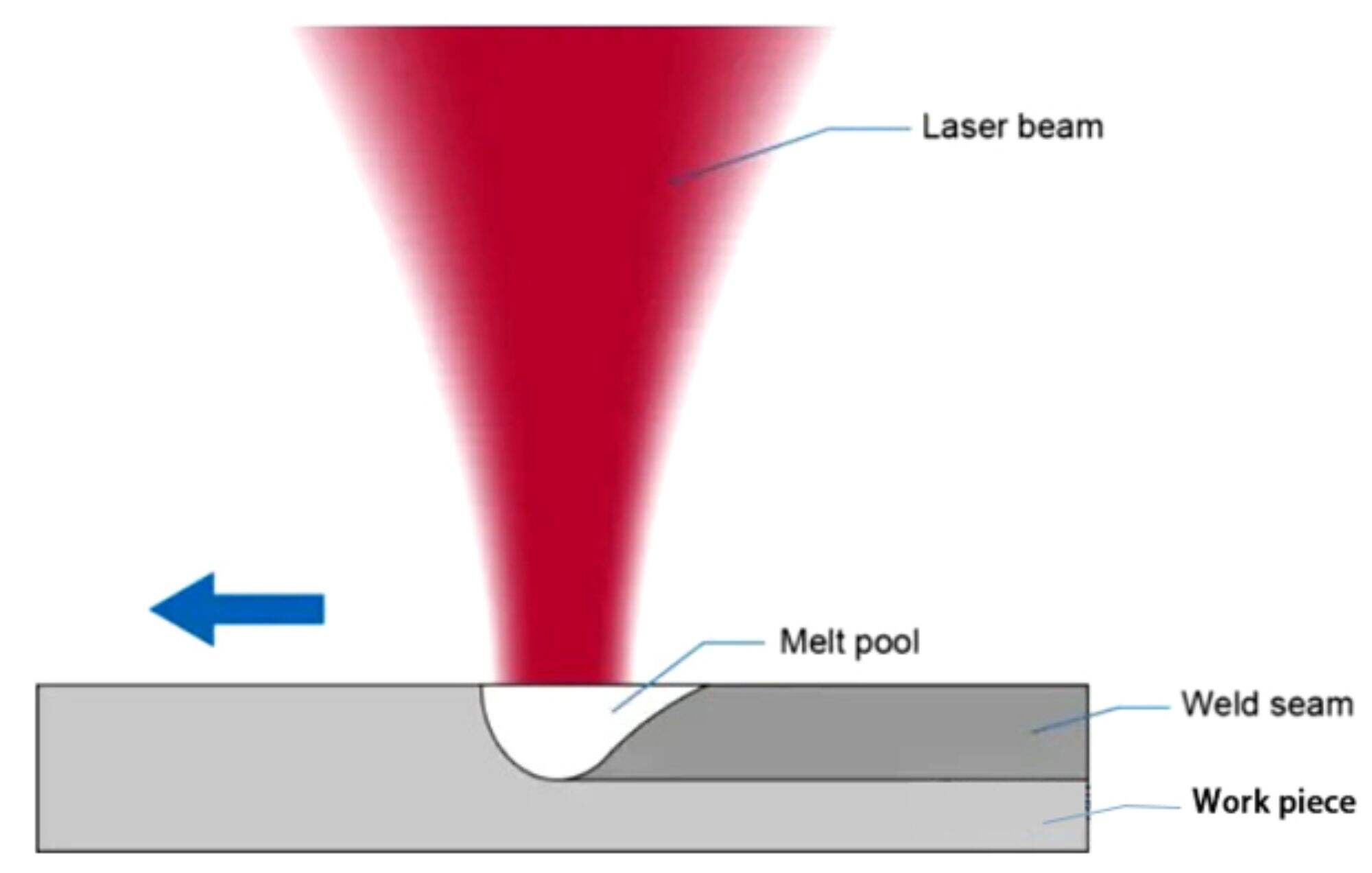
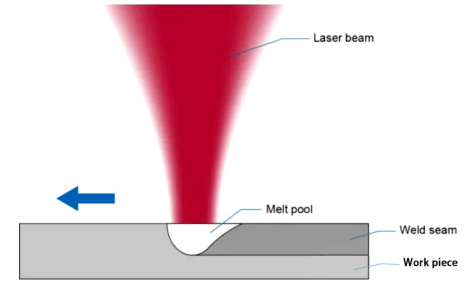
1.saldatura a conduttività termica laser definizione e caratteristiche
La saldatura a conducibilità termica laser è un metodo di saldatura laser . questa modalità di saldatura ha una profondità di penetrazione bassa e un rapporto profondità/larghezza ridotto. quando la densità di potenza è inferiore a 10^4~10^5 w/cm2, è classificata come saldatura a conduzione, caratterizzata da una bassa profondità di fusione e da una velocità di sal
Durante la saldatura a conduzione termica, l'energia della radiazione laser agisce sulla superficie del materiale e l'energia della radiazione laser viene convertita in calore sulla superficie.il calore superficiale si diffonde verso l'interno attraverso la conduzione termica, causando la fusione del materiale e la formazione di una piscina fusa nell'
L'energia di radiazione laser agisce solo sulla superficie del materiale e la fusione del materiale sottostante viene effettuata mediante conduzione termica. Dopo che l'energia laser è assorbita dallo strato sottile di 10 ~ 100 nm sulla superficie e fusa, la temperatura superficiale continua ad aumentare, causando l'isoterma della temperatura di
La densità di potenza del fascio utilizzato nella saldatura è bassa. dopo che il pezzo di lavoro assorbe il laser, la temperatura deve solo raggiungere il punto di fusione superficiale, e quindi il calore viene trasferito all'interno del pezzo di lavoro per formare una piscina fusa per conduzione termica, quindi è economico
Le applicazioni tipiche sono la saldatura di lavandini in acciaio inossidabile, il saldatura di focolai metallici, la saldatura di raccordi di tubi metallici, ecc.
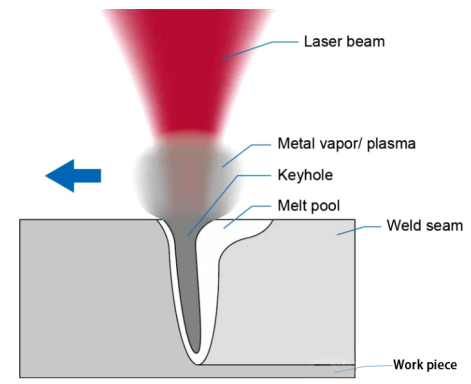
2.saldatura a penetrazione profonda a laser definizione e caratteristiche
Quando la densità di potenza è superiore a 10^5~10^7 w/cm2, la superficie metallica è concava in "fori" a causa del calore, formando saldatura a penetrazione profonda, che ha le caratteristiche di velocità di saldatura rapida e grande rapporto di aspetto.
Il processo fisico metallurgico della saldatura a penetrazione profonda laser è molto simile a quello della saldatura a fascio elettronico, cioè il meccanismo di conversione dell'energia viene completato attraverso la struttura "piccolo foro".Sotto irradiazione con un raggio di densità di potenza abbastanza elevata, il materiale ev
La saldatura a penetrazione profonda dei materiali richiede una potenza laser molto elevata.diversa dalla saldatura a conduzione termica, la saldatura a penetrazione profonda non solo scioglie il metallo, ma vaporizza anche il metallo.il metallo fuso viene scaricato sotto la pressione del vapore metalli
Le applicazioni tipiche sono la saldatura di lastre di acciaio spesse (10-25 mm) e la saldatura di gusci di alluminio delle batterie di potenza.
3.caratteristiche della saldatura a penetrazione profonda laser
Alto rapporto di aspetto. Poiché il metallo fuso si forma intorno a una camera cilindrica di vapore ad alta temperatura e si estende verso il pezzo da lavorare, la saldatura diventa profonda e stretta.
Calore minimo. La temperatura all'interno del piccolo foro è molto alta, il processo di fusione avviene estremamente rapidamente, l'input di calore al pezzo è molto basso e la deformazione termica e la zona colpita dal calore sono piccole.
Alta densità. Perché i piccoli fori riempiti di vapore ad alta temperatura sono favorevoli alla agitazione della vasca di saldatura e all'uscita di gas, con conseguente saldatura a penetrazione senza pori. l'elevato tasso di raffreddamento dopo la saldatura può facilmente affinare la struttura della saldatura.
Saldature forti. A causa della fonte di calore caldo e del pieno assorbimento dei componenti non metallici, il contenuto di impurità è ridotto, la dimensione dell'inclusione e la sua distribuzione nella vasca fusa sono cambiate.il processo di saldatura non richiede elettrodi o fili di riempimento e la zona di fusione
Controllo preciso. Poiché il punto di luce focalizzato è piccolo, la cucitura della saldatura può essere posizionata con elevata precisione. la uscita laser non ha "inerzia" e può essere fermata e riavviata a velocità elevate. pezzi di lavoro complessi possono essere saldaturi utilizzando la tecnologia di movimento del fascio CNC.
Processo di saldatura atmosferica senza contatto. Poiché l'energia proviene dal fascio di fotoni e non c'è alcun contatto fisico con il pezzo da lavorare, non viene esercitata alcuna forza esterna sul pezzo da lavorare. Inoltre, il magnetismo e l'aria non hanno alcun effetto sulla luce laser.
Vantaggi della saldatura a penetrazione profonda laser:
1) poiché il laser focalizzato ha una densità di potenza molto più elevata rispetto ai metodi convenzionali, si traduce in una velocità di saldatura rapida, una piccola zona di effetto termico e una piccola deformazione, e può anche saldare materiali difficili da saldare come il titanio.
2) poiché il fascio è facile da trasmettere e controllare, non è necessario sostituire frequentemente pistole e ugelli di saldatura e non è richiesto alcun vuoto per la saldatura a fascio elettronico, il che riduce significativamente i tempi di fermo e i tempi ausiliari, quindi il fattore di carico e l
3) grazie all'effetto di purificazione e all'elevata velocità di raffreddamento, la cucitura della saldatura ha una elevata resistenza,durezza e prestazioni generali.
4) grazie al basso consumo medio di calore e all'elevata precisione di lavorazione, i costi di rielaborazione possono essere ridotti; inoltre, i costi operativi della saldatura laser sono anche bassi, il che può ridurre i costi di lavorazione del pezzo.
5) può controllare efficacemente l'intensità del fascio e il posizionamento preciso ed è facile realizzare il funzionamento automatico.
Svantaggi della saldatura a penetrazione profonda laser:
1) la profondità di saldatura è limitata.
2) l'assemblaggio del pezzo richiede elevati requisiti.
3)l'investimento una tantum nel sistema laser è relativamente elevato