 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Homepage
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

Effetto plasma nel processo di saldatura laser. Nell' processo di saldatura laser, il plasma è un fenomeno comune che ha un impatto importante sull'effetto e la qualità del processo di saldatura. Il plasma è composto da gas ionizzato in cui gli atomi o le molecole...
Contattaci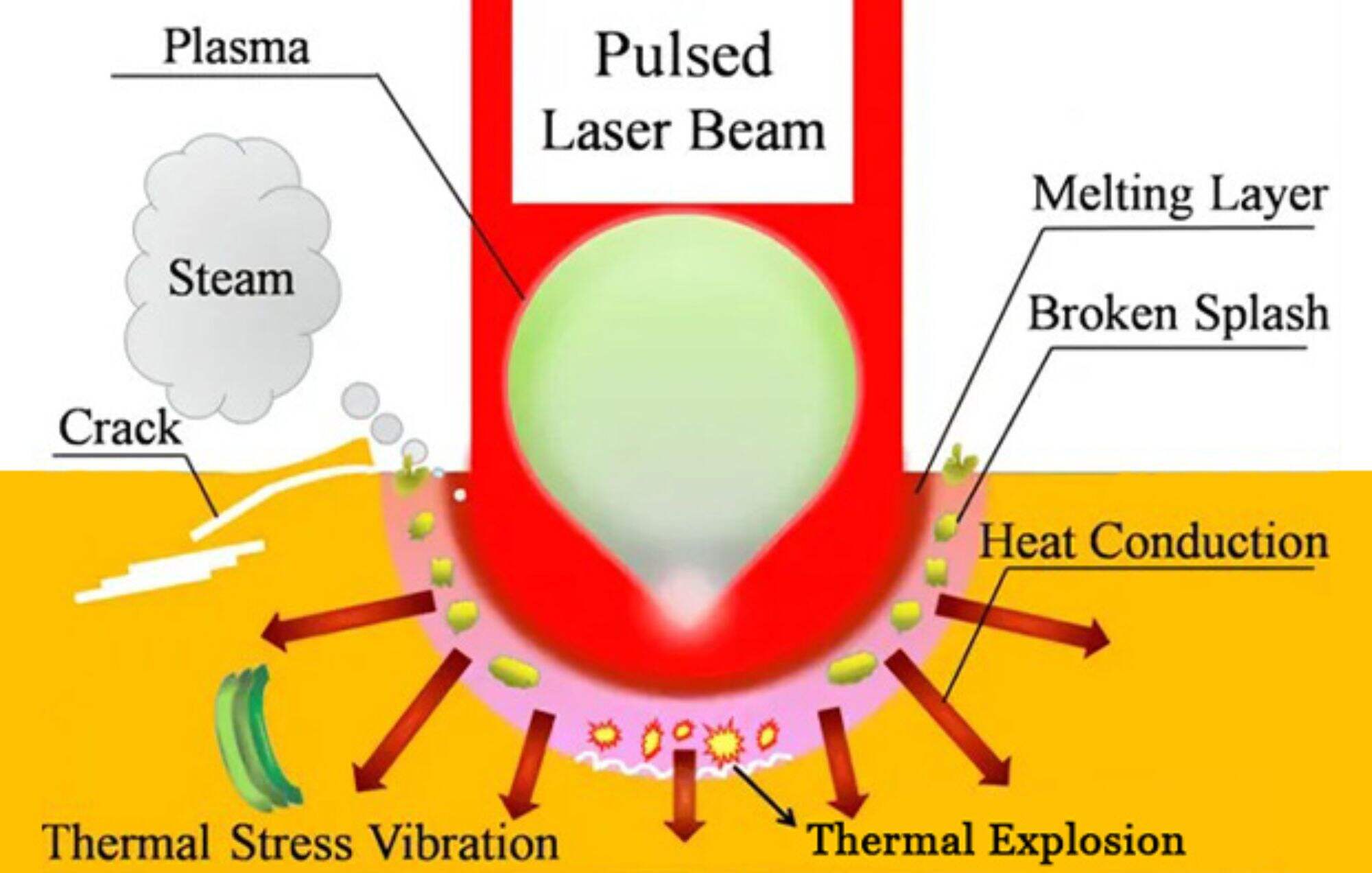
Effetto plasma nel processo di saldatura laser
Nel saldatura laser il plasma è un fenomeno comune, che ha un impatto importante sull'effetto e la qualità del processo di saldatura. Il plasma è composto da gas ionizzato in cui atomi o molecole del gas perdono o guadagnano elettroni, formando ioni positivi ed elettroni liberi. Questo stato di materia è considerato il quarto stato della materia
1.1 Effetto plasmatico - definizione plasmatica
Generazione di plasma
In saldatura laser la generazione di plasma avviene generalmente in base alle seguenti fasi:
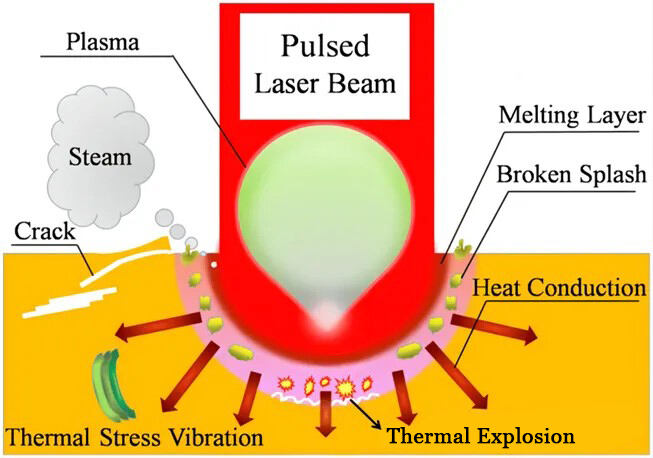
Radiazione laser: quando un raggio laser ad alta energia colpisce la superficie di un pezzo da lavorare, esso riscalda prima la superficie, causando una rapida evaporazione del materiale.
Saldatura laser di solito è accompagnata da un vortice di fiamma, che include getti di fiamme, luce gialla, luce blu e luce viola. questa fiamma è spesso indicata come plasma.
Plasma definizione: il plasma generato dalla vaporizzazione dei materiali metallici a causa della radiazione laser durante il processo di saldatura laser è chiamato plasma fotoindotto. I componenti principali del plasma fotoindotto sono vapore metallico, elettroni liberi, ioni e particelle elettricamente neutre.
Il plasma, noto anche come gas ionizzato, è composto da ioni prodotti dopo l'ionizzazione di atomi o gruppi atomici con alcuni elettroni spogliati. è un gas ionizzato macroscopicamente elettricamente neutrale su una scala maggiore della lunghezza di debye. il suo movimento è principalmente dominato dalle forze elettrom
1.2 effetto plasmatico - formazione plasmatica
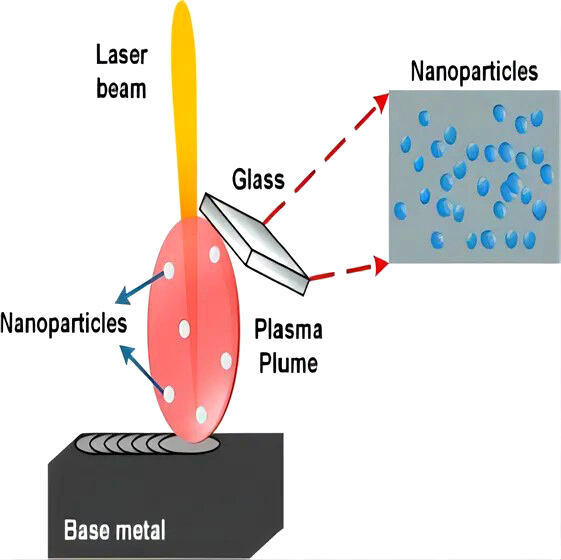
Evaporazione e ionizzazione del materiale: a causa dell'elevata energia del laser, il materiale evaporato (di solito vapore metallico) assorbirà ulteriormente l'energia del laser. quando l'energia è abbastanza alta, gli atomi e le molecole nel vapore saranno ionizzati per formare un plasma.durante questo
Formazione di nube di plasma: il plasma formato formerà una struttura simile a una nube, che si trova tra il raggio laser e la superficie del pezzo da lavorare. a causa delle sue caratteristiche di alta temperatura e alta densità, la nube di plasma può assorbire e disperdere più energia laser, influenzando la trasmissione del raggio laser.
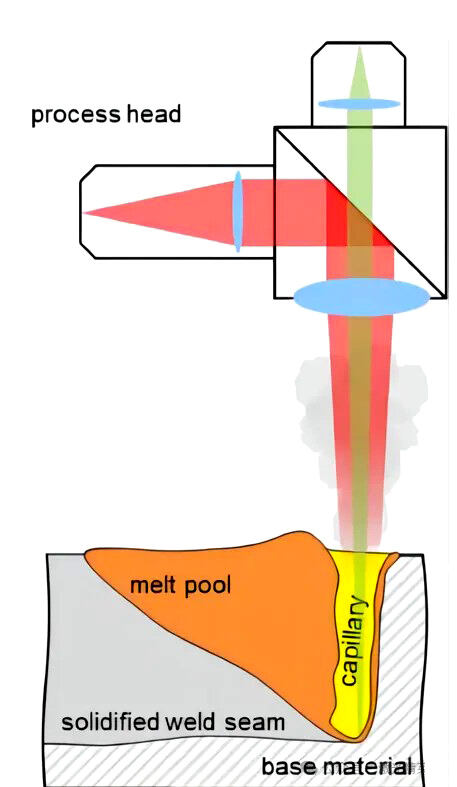
Durante il processo di saldatura a penetrazione profonda laser, quando la densità di energia del laser incidente è abbastanza grande, può vaporizzare il metallo e formare un buco della serratura nella piscina fusa. contemporaneamente, gli elettroni liberi nel vapore metallico spruzzato dalla superficie metallica e dal buco della serratura
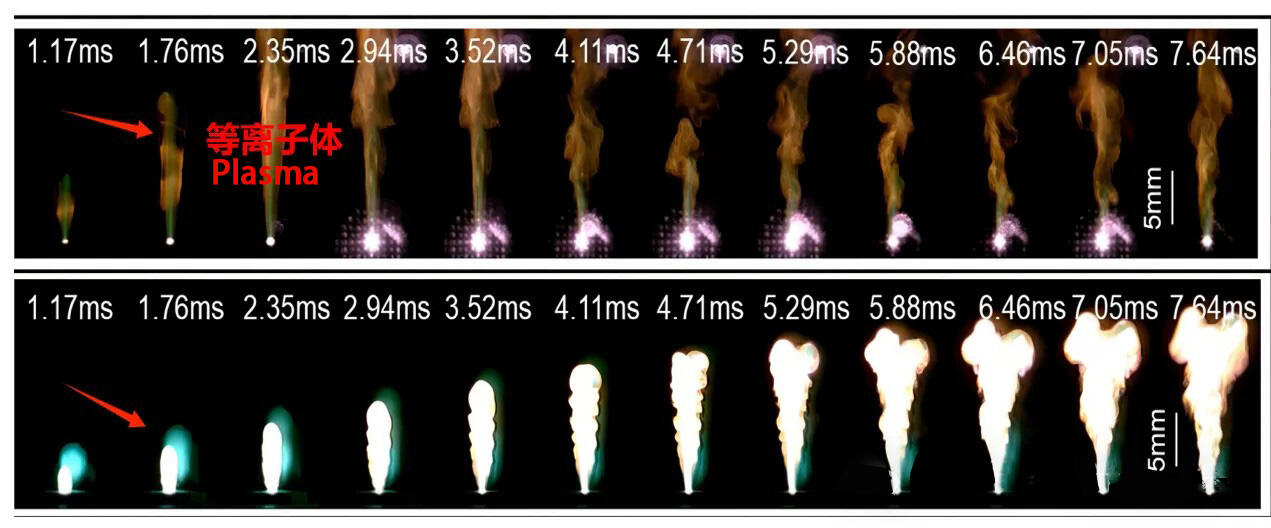
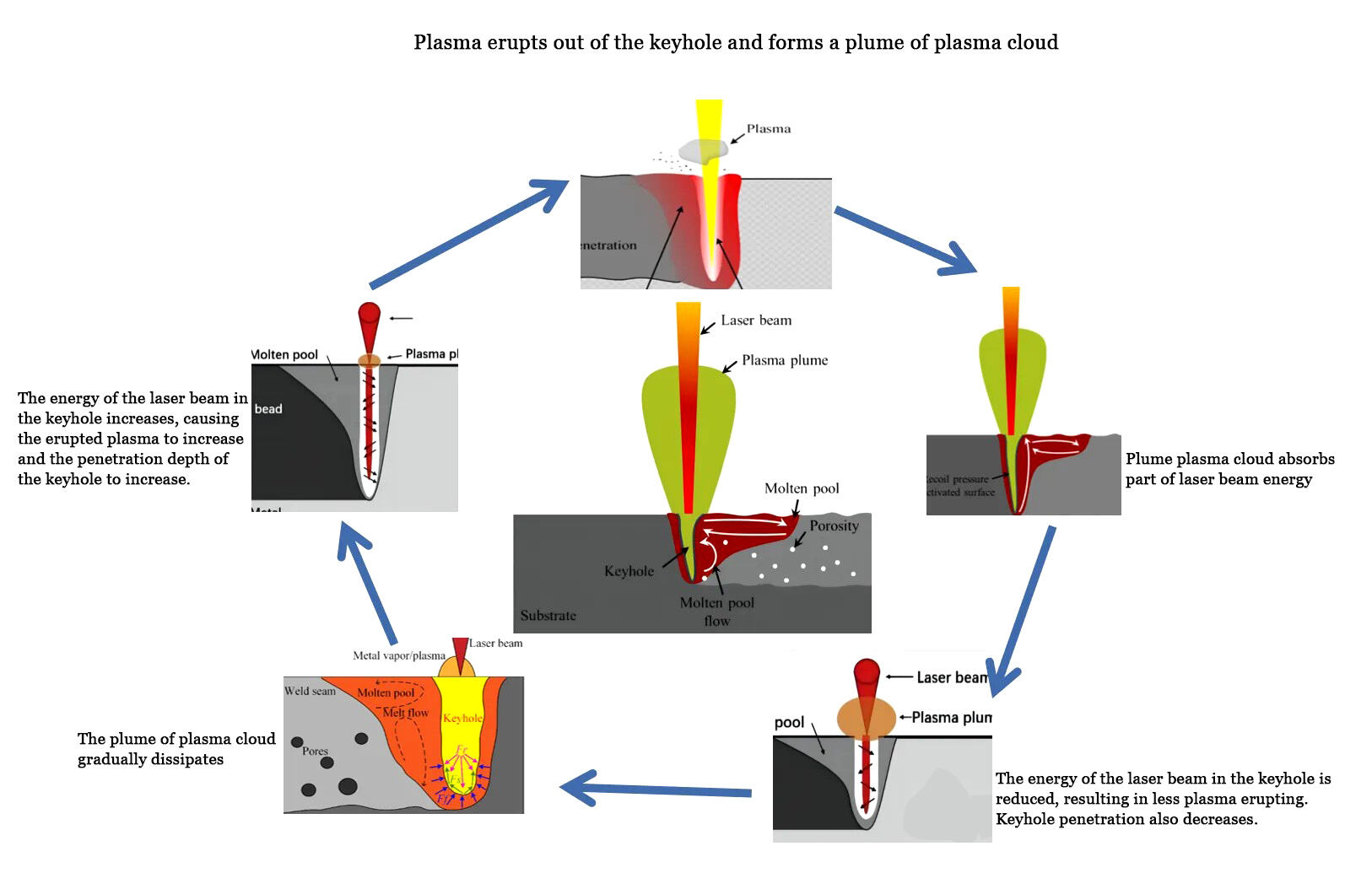
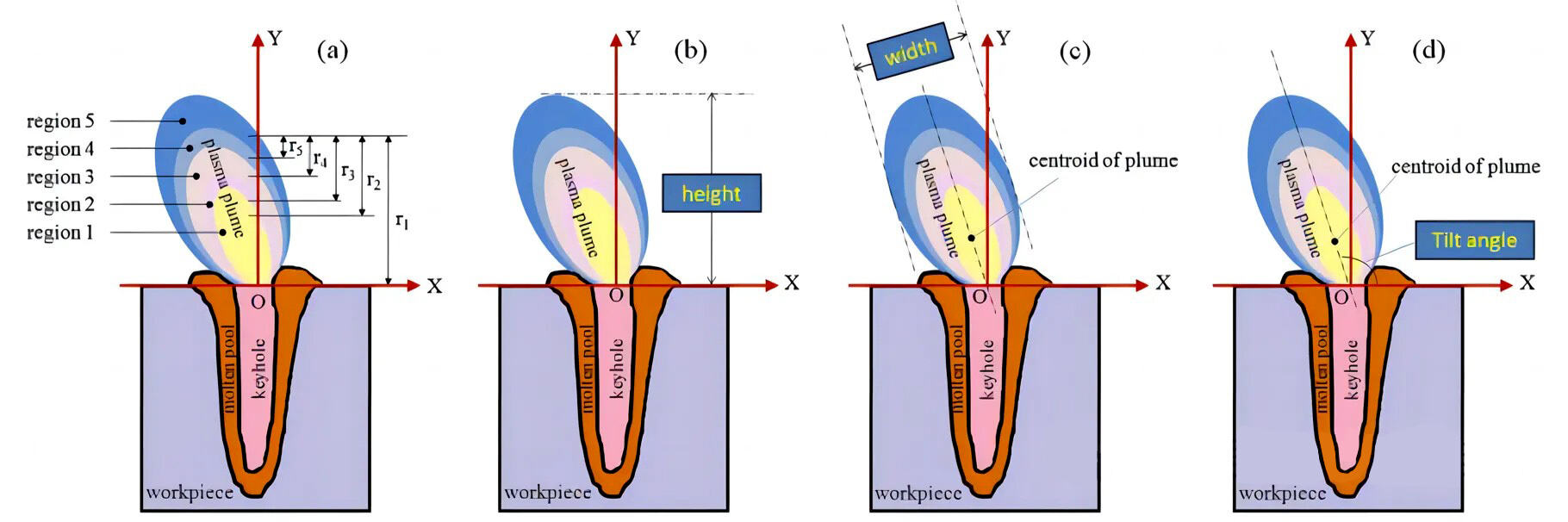
1.3 effetto plasmatico - periodicità plasmatica
1.4 il ruolo del plasma nella trasmissione dell'energia
Durante il processo di saldatura laser ad alta potenza, mentre il raggio laser con una elevata densità di energia emette continuamente, l'energia viene trasferita alla superficie del pezzo da lavorare, fondendo e evaporando costantemente il materiale metallico. la nube di vapore spruzza rapidamente verso l'alto dal buco della
Dopo che il plasma si è formato, si rifrange e assorbe il fascio di luce incidente causando riflessione, dispersione e assorbimento, che può proteggere il raggio laser. Ciò influisce quindi sull'accoppiamento dell'energia laser e del pezzo da lavorare, influenzando fattori come la profondità di fusione
1.5 rifrazione del laser da plasma
Più plasma si accumula, più influenza la saldatura laser. più il laser diverge, più bassa è la densità di energia, portando a una forte diminuzione della profondità di fusione. Pertanto, problemi comuni come la saldatura incompleta si verificano spesso a causa dell'assenza di gas di schermatura.
Effetto di lente plasmatica negativa
L'aria è un mezzo otticamente denso, mentre il plasma è un mezzo otticamente scarso. la loro rifrazione del laser provoca un raggio laser divergente, degradando le prestazioni di messa a fuoco del laser e causando la divergenza del laser, riducendo così la densità di energia. quando il raggio laser incidente passa attraverso il plasma
Come illustrato nella figura sopra: il plasma è come una lente, che si trova tra il materiale e il laser. metodi di soffiatura diversi porteranno a effetti di saldatura diversi: soffiatura laterale potrebbe non soffiare il plasma, e soffiatura diretta è meglio.
1.6 assorbimento della luce laser dal plasma
L'assorbimento dell'energia laser da parte del plasma provoca un continuo aumento della temperatura e del grado di ionizzazione.
L'assorbimento normale, noto anche come assorbimento da frenatura inversa, si riferisce alla situazione in cui gli elettroni sono eccitati dal campo elettrico laser e subiscono oscillazioni ad alta frequenza. si scontrano con le particelle circostanti (principalmente gli ioni), trasferendo energia l'uno all'altro, aumentando
L'assorbimento anomalo si riferisce a un processo in cui l'energia laser viene convertita in energia di onda plasmatica attraverso una serie di meccanismi di non collisione, e quindi convertita in energia termica plasmatica attraverso diversi meccanismi di dissipazione, che viene quindi condotta nell'aria e dissipata.
A causa dell'effetto assorbente del plasma sul laser, solo una parte dell'energia laser incidente può penetrare nel plasma e raggiungere la superficie del pezzo. Ciò aumenta la perdita di trasmissione di energia nel percorso ottico esterno (dal laser qbh alla superficie del materiale), riduce la densità di energia laser e diminuisce il tasso di ass
1.7 soppressione dell' effetto plasmatico
I principali fattori che influenzano l'indice di rifrazione del plasma e l'effetto della lente negativa sono:
Densità di potenza del laser:
Maggiore è la densità di potenza, maggiore è la temperatura del plasma, il che significa che maggiore è la densità di elettroni nel plasma. maggiore è la densità di elettroni, più piccolo è l'indice di rifrazione, potenziando così l'effetto lente negativa.
Lunghezza d'onda laser:la relazione tra lunghezza d'onda e frequenza angolare è ω = 2πc/λ (dove c è la velocità della luce e λ è la lunghezza d'onda). maggiore è la lunghezza d'onda laser, minore è la frequenza angolare e l'indice di
Tipo di gas protettivo: alla stessa temperatura, il grado di ionizzazione dell'argon è maggiore, con conseguente maggiore densità di elettroni e un indice di rifrazione inferiore, rendendo più pronunciato l'effetto di lente negativa.
Flusso di gas protettivo:l'aumento del flusso di gas entro un certo intervallo può far soffiare via la nube di plasma sopra il bacino fuso, riducendo così l'effetto lente negativo del plasma.
Materiali da saldare: In genere, non c'è scelta. Quando il punto di fusione del materiale da saldare è basso e facile da ionizzare, la densità numerica degli elettroni nel plasma aumenta, causando un aumento significativo dell'effetto lente negativa. Se questa possibilità ha un maggiore impatto sul laser, si dovrebbero prendere in considerazione altre tecniche di lavorazione a fascio ad alta energia, come i fasci di elettroni.
Sono molti i fattori che influenzano il plasma durante il processo di saldatura, che possono essere riassunti come segue:
Lunghezza d'onda del laser: il valore di accensione e la soglia di mantenimento del plasma sono proporzionali al quadrato della lunghezza d'onda. I laser a onde corte (luce blu, luce verde) hanno tempi di mantenimento del plasma brevi e il processo sarà più stabile;
Densità di potenza laser:la temperatura degli elettroni e la densità del plasma aumentano con l'aumento della densità di potenza laser,la densità di potenza eccessiva è la causa principale dell'instabilità del plasma (la fonte di calore composita (punto anulare, composito a fibra semiconduttore, compos
Dimensione del punto: più piccolo è il diametro del punto, maggiore è il valore di accensione e il valore di manutenzione del plasma (può essere evitata la saldatura oscillante);
Proprietà del materiale: la densità e l'energia di ionizzazione del materiale hanno una grande influenza sul plasma. più bassa è l'energia di ionizzazione e più alta è la riflettività del metallo, più è suscettibile all'effetto plasma che influenza la stabilità della saldatura a penetrazione profonda;
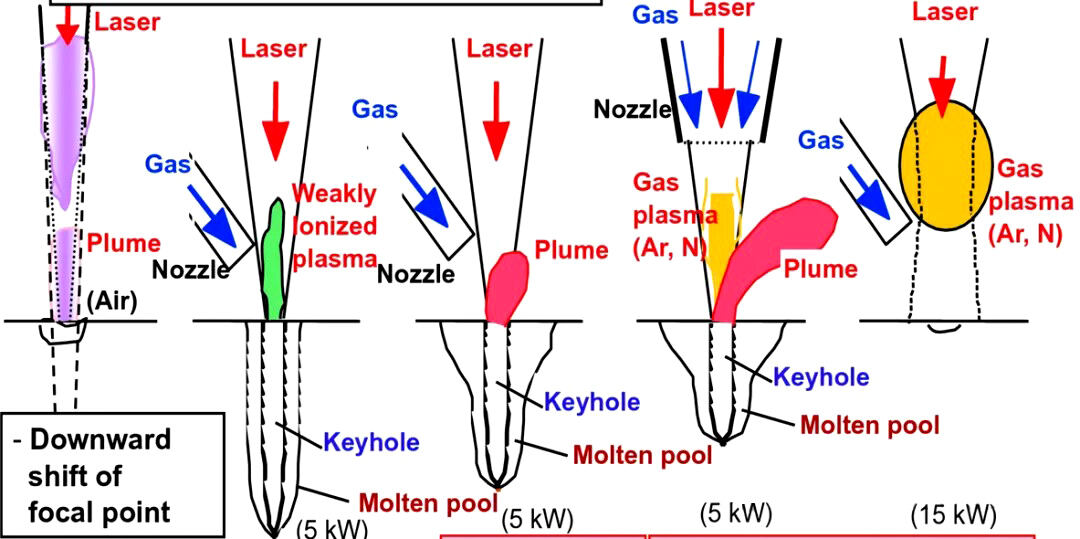
Gas e pressione ambientali: si ritiene generalmente che i gas con buona conduttività termica e alta energia di ionizzazione abbiano un elevato valore di accensione del plasma e una soglia di mantenimento. più bassa è la pressione dell'aria ambiente, più bassa è la temperatura degli elettroni, la densità degli elettroni e l'altezza del centro
Flusso di gas: man mano che aumenta il flusso di gas ambientale, il volume del plasma diminuisce, riducendo così il tasso di assorbimento del laser, il che può anche ridurre efficacemente l'impatto del plasma sul processo di saldatura a penetrazione profonda.Tuttavia, un flusso d'aria eccessivo
Velocità di saldatura: la temperatura del plasma aumenta con la diminuzione della velocità di saldatura. più bassa è la velocità di saldatura, più è facile generare plasma e più instabile.
Controllare il plasma modificando alcuni dei fattori sopra indicati per ridurre o eliminare le interferenze con il laser
I metodi di controllo comprendono i seguenti:
Saldatura a svoltare: la testa di lavorazione laser oscilla avanti e indietro lungo la direzione di saldatura. dopo l'apparizione del buco della serratura e prima che si formino i plasma, il punto luminoso viene immediatamente spostato sul bordo posteriore del pozzo di saldatura o in un'altra posizione
Saldatura laser a impulso: regolazione dell'impulso e della frequenza del laser per rendere il tempo di irradiazione del laser inferiore al tempo di formazione del plasma. questo garantisce che il laser colpisca sempre durante la fase di dispersione del ciclo di formazione e dissipazione del plasma, evitando interferenze del plasma sulla trasmissione
Saldatura a bassa pressione: con saldatura a bassa pressione, quando la pressione è inferiore a un certo livello, la densità di vapore metallico sulla superficie del materiale e all'interno del buco della serratura è piccola e il plasma scompare.
Gas anti-sparatura:
Una è quella di usare gas ausiliari per soffiare via il plasma;
Un altro metodo è quello di sopprimere l'ionizzazione dei gas ambientali e comprimere il vapore degli ioni metallici utilizzando un gas con buona conduttività termica e alta energia di ionizzazione. può essere utilizzato un ugello coaxiale a doppio strato con il colpo principale. l'ugello esterno
Il laser emette, irradia la superficie del materiale e genera un plasma. quando la densità del plasma fotoindotto è troppo alta, aumenterà significativamente la perdita di energia laser, indebolendo l'incidente di densità di energia sulla superficie del pezzo da lavorare. la quantità di vapore metallico prodotto diminuisce e il plasma gradualmente scomp