EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Home
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

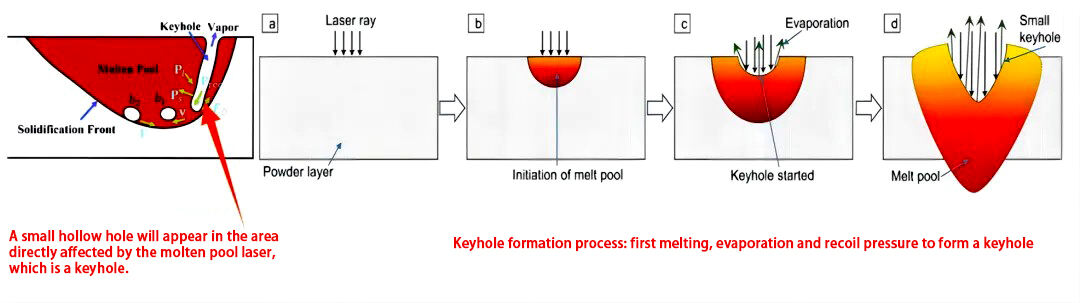
definizione di foro chiave: Quando l'intensità della radiazione è superiore a 10^6W/cm^2, quando la superficie di un materiale fonde e evaporizza sotto l'azione di un laser, e quando la velocità di evaporazione è sufficientemente elevata, la spinta di rimbalzo...
Contattaci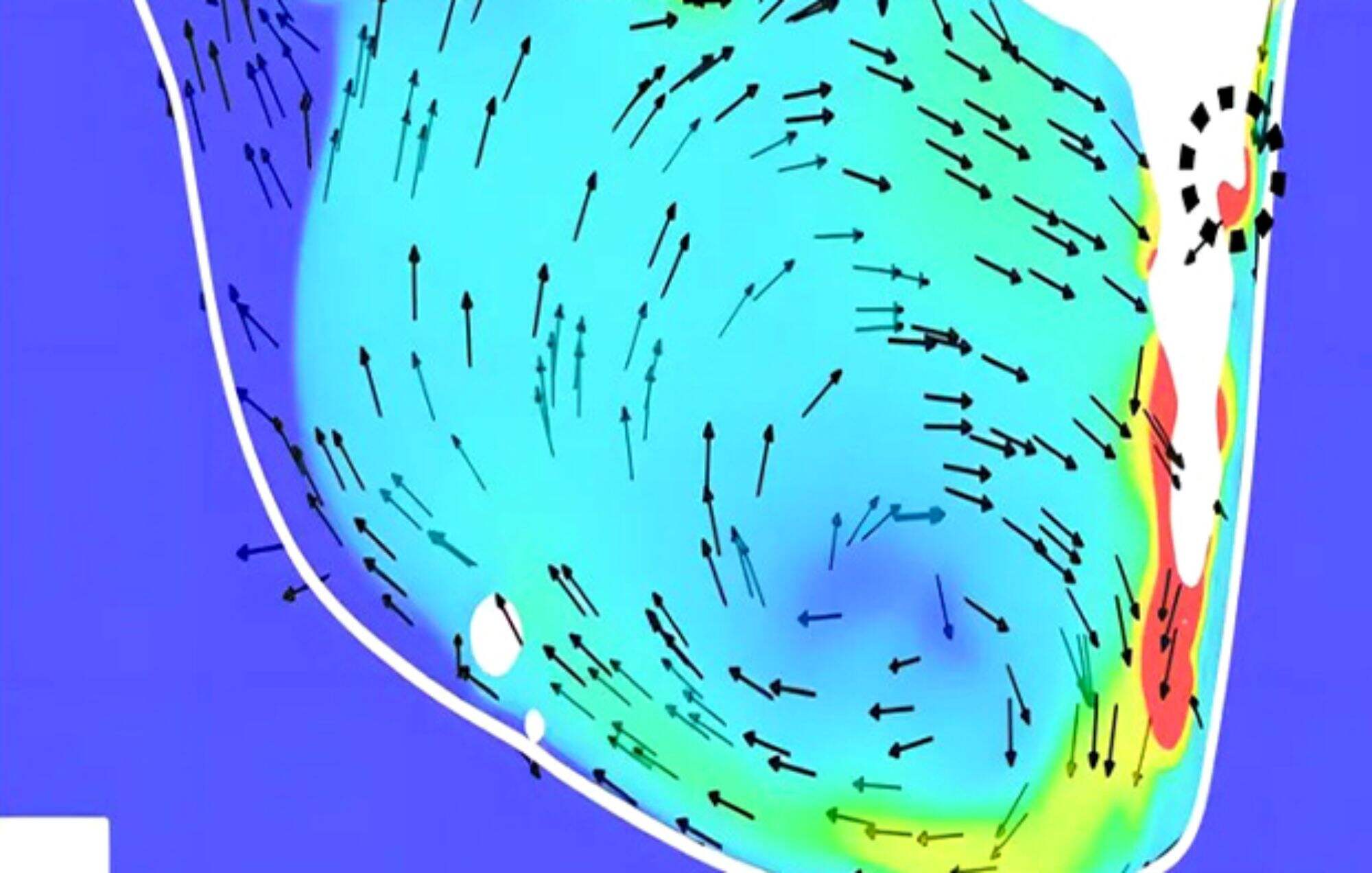
1.definizione di buco della chiave
Definizione di buco chiave: quando l'intensità di radiazione è maggiore di 10 ^ 6w / cm ^ 2, quando la superficie di un materiale si scioglie ed evapora sotto l'azione di un laser, e quando la velocità di evaporazione è sufficientemente grande, la pressione di ricorso generata dal vapore è sufficiente
L'effetto buco della serratura saldatura laser si riferisce alla formazione di piccole bolle o fori a causa dell'espansione termica del materiale e dell'evaporazione dei gas interni durante il processo di saldatura laser. questi fori possono influenzare la qualità della saldatura e la resistenza della cucitura della saldatura.l'effetto buco di chiave
1)espansione termica del materiale: l'elevata densità energetica del raggio laser aumenta rapidamente la temperatura nella zona di saldatura, causando la dilatazione termica del materiale. Ciò porta alla generazione di tensione e deformazione nella zona di saldatura. quando l'espansione termica del materiale di saldatura non è
2) evaporazione dei gas interni: nel materiale di saldatura sono presenti piccoli gas o impurità. Quando il raggio laser è spinto sulla zona di saldatura, l'alta temperatura fa evaporare rapidamente questi gas, formando bolle o fori. Queste bolle possono ostacolare la formazione della vasca di saldatura e il riempimento
3) reazioni chimiche del materiale: a alte temperature, il materiale di saldatura reagisce chimicamente con ossigeno, vapore acqueo e altri elementi presenti nell'ambiente circostante, generando ossidi o altri composti.
Quando la pressione del vapore metallico generato dal raggio laser nei micropori raggiunge l'equilibrio con la tensione superficiale e la gravità del metallo liquido, i micropori non continuano più a approfondirsi, formando un microporo stabile a profondità. Questo è ciò che viene indicato come "
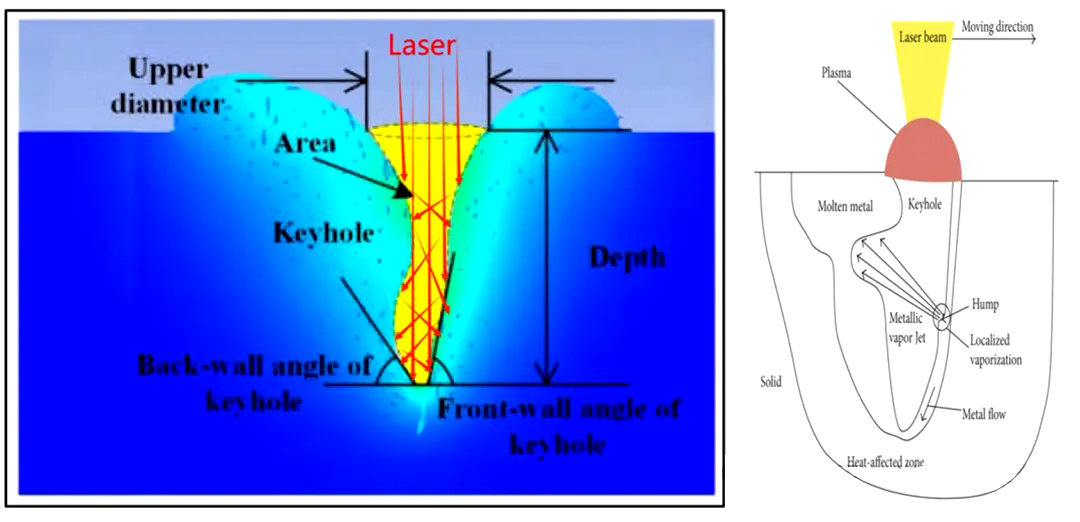
2.formazione e sviluppo di buchi della chiave
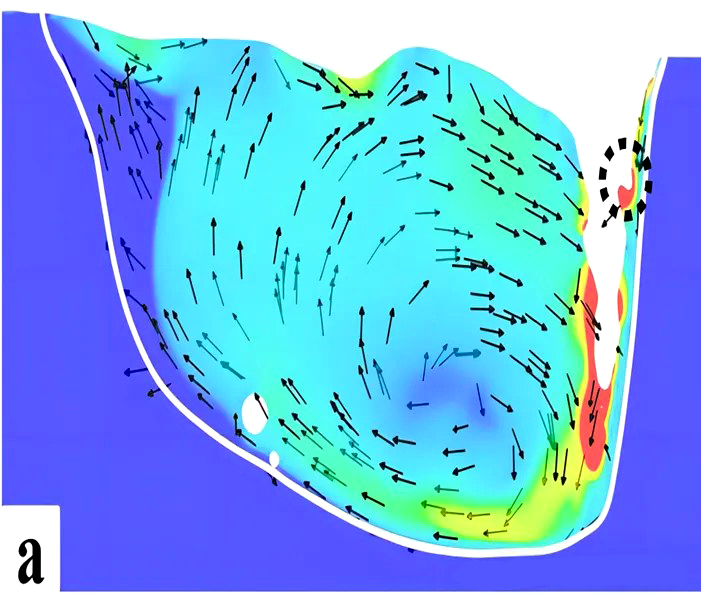
Durante il processo di saldatura, la parete del buco della serratura è sempre in uno stato di alta fluttuazione. lo strato più sottile di metallo fuso sulla parete anteriore del buco della serratura scorre verso il basso con la fluttuazione della parete. qualsiasi sporgenza sulla parete anteriore del bu
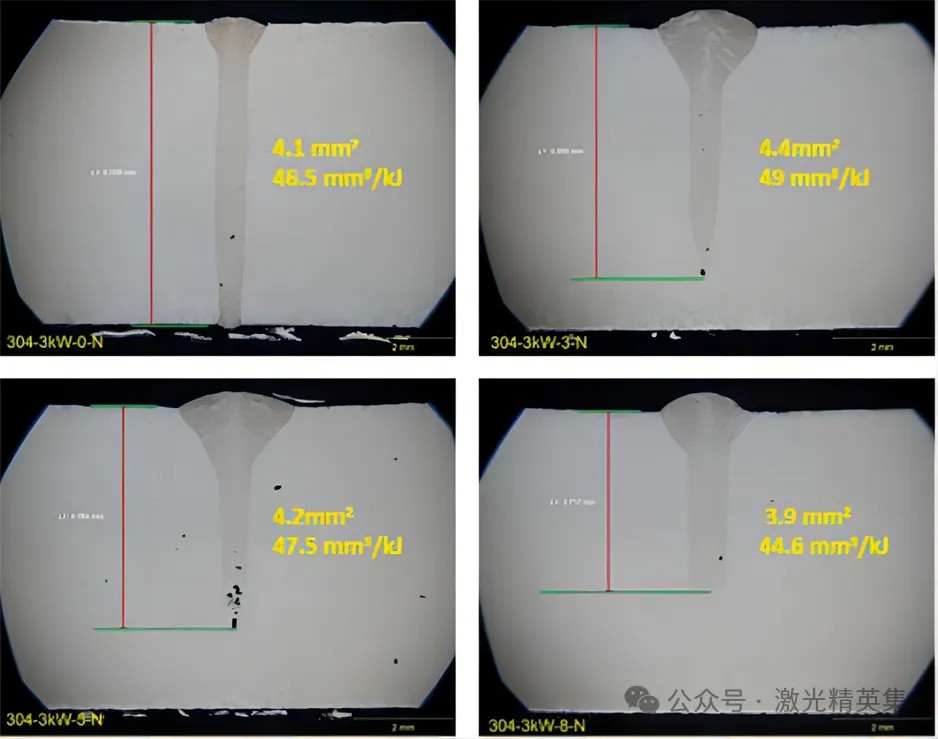
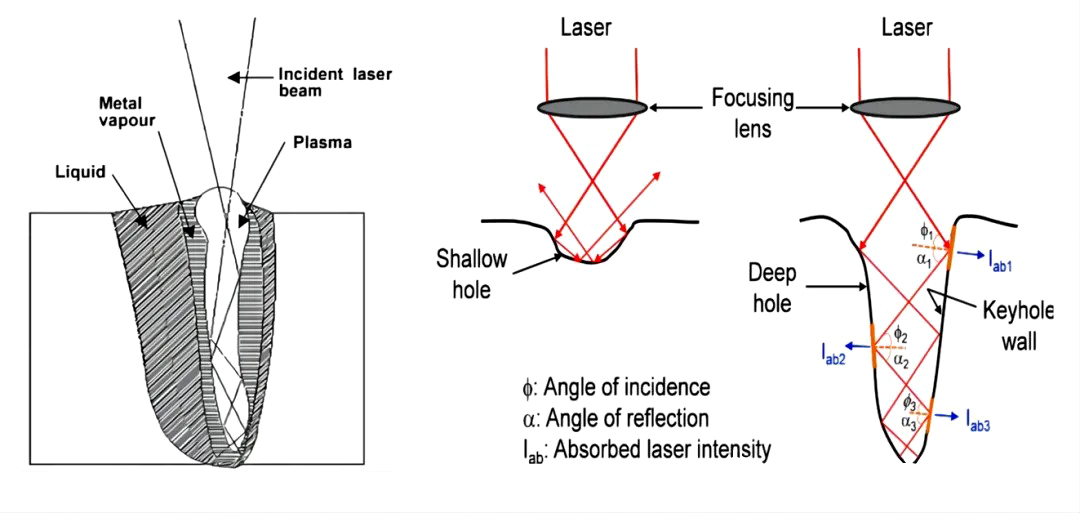
La presenza di micropori, l'energia del raggio laser penetra nel materiale, formando questa cucitura di saldatura profonda e stretta. l'immagine in alto mostra la tipica morfologia trasversale di una saldatura a penetrazione profonda laser. la profondità della saldatura e la profondità del buco
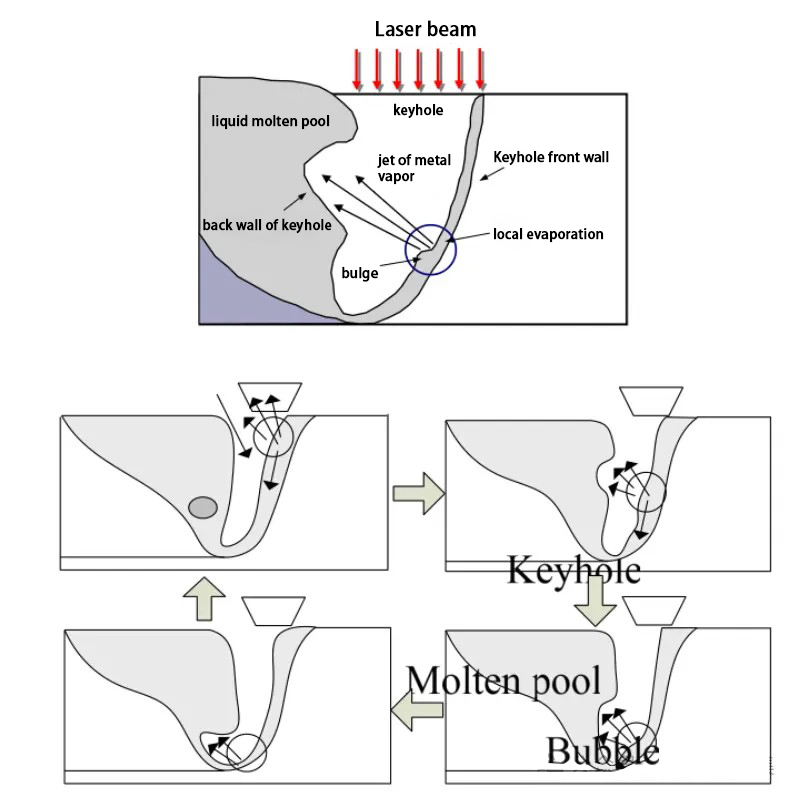
L'instabilità del buco della serratura durante il processo di saldatura è causata principalmente dall'evaporazione del metallo locale nella parete anteriore del buco della serratura.
1) l'evaporazione locale provoca l'infiltrazione di gas protettivi;
2) la combustione degli elementi di lega;
3) durante la saldatura laser dell'alluminio e delle sue leghe, la solubilità dell'idrogeno nell'alluminio diminuisce drasticamente durante il processo di raffreddamento.
3.analisi dell'assorbimento dell'energia laser nel buco della serratura
Prima della formazione del piccolo foro e del plasma, l'energia del laser viene principalmente trasferita all'interno del pezzo da lavorare attraverso la conduzione del calore. il processo di saldatura appartiene alla saldatura a conduzione (entro 0,5 mm di profondità di fusione), e il tasso di assorbimento del materiale al laser è compreso tra il 25 Il processo di saldatura diventa saldatura a penetrazione profonda (più di 0,5 mm di profondità di fusione) , e il tasso di assorbimento può raggiungere il 60~90% o più. L'effetto buco della serratura gioca un ruolo estremamente importante in particolare, il sistema di controllo dei rischi è stato sviluppato per la produzione di prodotti di qualità superiore. saldatura laser il raggio laser che entra nel buco della serratura viene quasi completamente assorbito da riflessi multipli sulla parete del buco.
Si ritiene generalmente che il meccanismo di assorbimento dell'energia del laser nel buco della serratura comprenda due processi: assorbimento inverso dei freni e assorbimento dei fresni.
3.1 assorbimento fresnel
L'assorbimento fresnel è il meccanismo di assorbimento della parete del buco della serratura per il laser, che descrive il comportamento di assorbimento del laser sotto molteplici riflessi nel buco della serratura. quando il laser entra nel buco della serratura, si verificano molteplici riflessi sulla parete
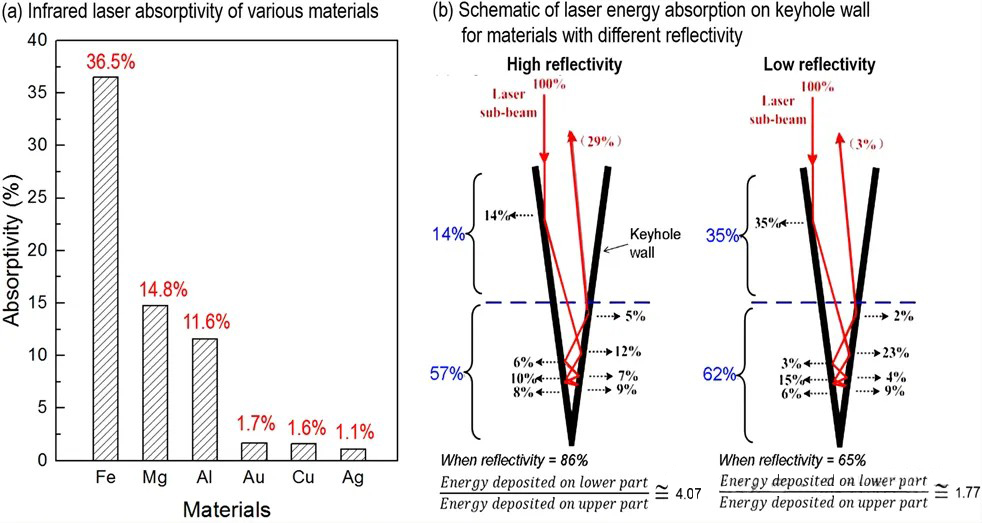
Dal grafico di sinistra, si può vedere che il tasso di assorbimento dell'acciaio per i laser a infrarossi è circa 2,5 volte quello del magnesio, 3,1 volte quello dell'alluminio, e 36 volte quello di oro, argento e rame. Per i materiali ad alta riflettività, le riflessioni multiple del raggio laser nel piccolo foro sono il principale meccanismo di assorbimento dell'energia nel processo di saldatura laser a fusione profonda.
Il basso tasso di assorbimento porta a un minore efficienza di accoppiamento energetico durante la saldatura laser di materiali ad alto riflesso (71% vs. 97%), e a una maggiore concentrazione di assorbimento energetico nella parte inferiore del piccolo foro durante il processo di saldatura laser di materiali ad alto riflesso, la distribuzione dell'energia lungo la direzione di profondità del piccolo buco è squilibrata, il che accelera l'instabilità del piccolo buco e porta a porosità, fusione incompleta e cattiva apparenza.
3.2 assorbimento di resistenza inversa
Un altro meccanismo di assorbimento dei piccoli fori è attraverso resistenza plasmonica inversa assorbimento delle radiazioni il laser viaggia nel plasma tra due riflessi dalla parete del foro, parte della sua energia viene assorbita dal plasma e l'energia assorbita dal plasma viene trasmessa alla parete del foro attraverso la convezione e la radiazione.
Il ruolo e la proporzione dei due meccanismi di assorbimento dell'energia : i due meccanismi di assorbimento dell'energia laser all'interno di piccoli fori hanno impatti diversi sulla formazione della cucitura di saldatura.
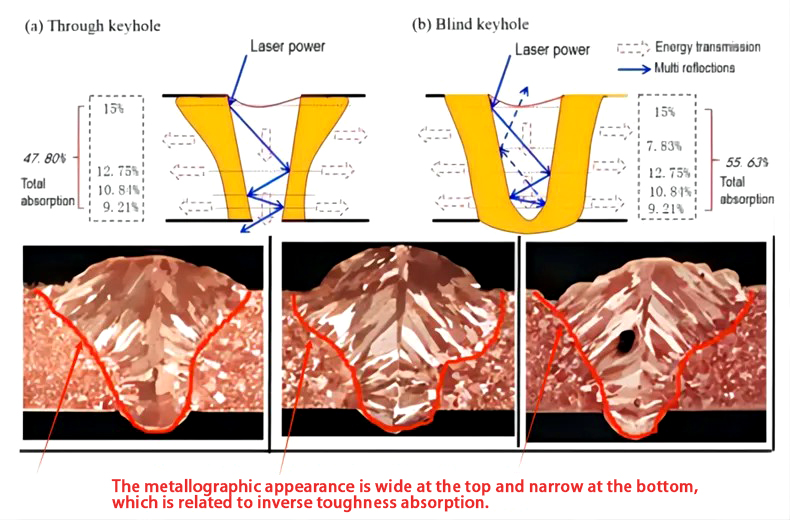
• la maggior parte dell'energia assorbita dal plasma viene rilasciata nella parte superiore del piccolo foro e una minore parte nel fondo, il che rende facile ottenere un foro a forma di "vetro da vino", ma non favorisce l'estensione della profondità del foro.
•l'energia rilasciata dall'assorbimento di fresnel della parete del foro è relativamente uniforme nella direzione della profondità del foro, il che è utile per aumentare la profondità del foro e ottenere infine una cucitura di saldatura relativamente profonda e stretta.
Dal punto di vista del miglioramento della qualità e dell'efficienza della saldatura, se il plasma all'interno del piccolo foro può essere controllato in modo da essere più vantaggioso per la stabilità della saldatura, la modulazione laser, la modalità anulare regolabile e la fonte di calore composta sono tutte soluzioni tecniche potenzialmente
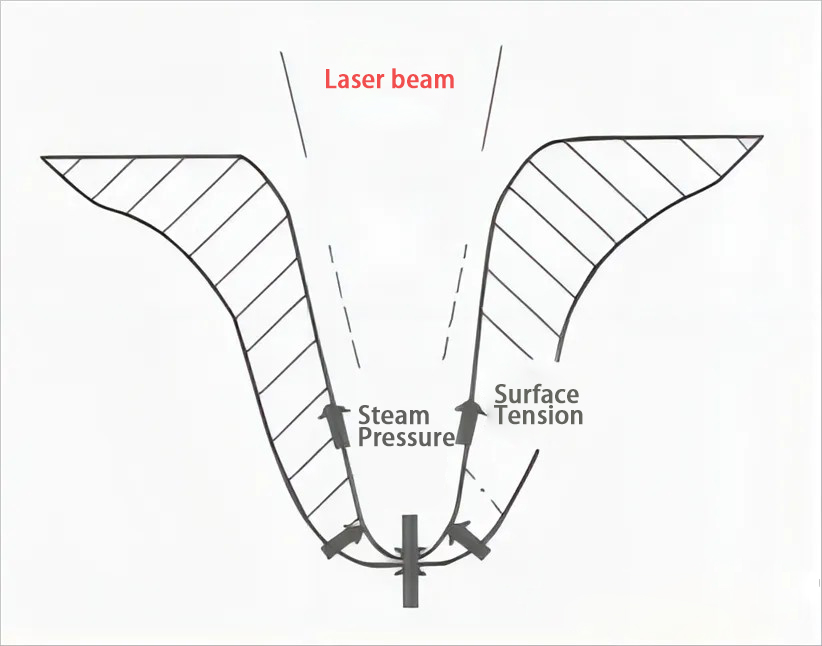
4. equilibrio della pressione all'interno del buco della serratura
Durante la saldatura a fusione profonda laser, il materiale si vaporizza drasticamente e la pressione di espansione del vapore ad alta temperatura spinge il metallo liquido da parte, formando un piccolo foro. all'interno del piccolo foro, oltre alla pressione di vapore del materiale e alla pressione di ablazione (noto anche come forza di reazione di
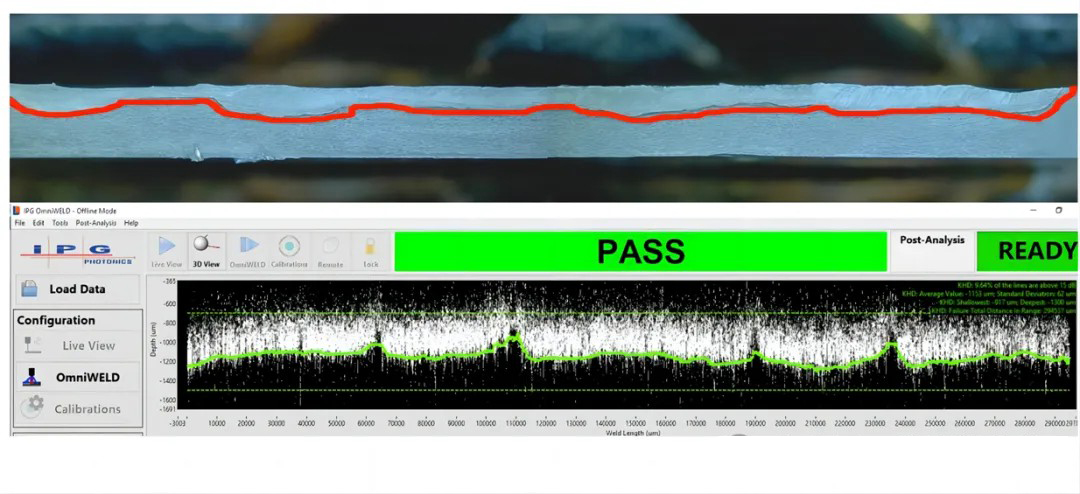
5. instabilità del buco della serratura
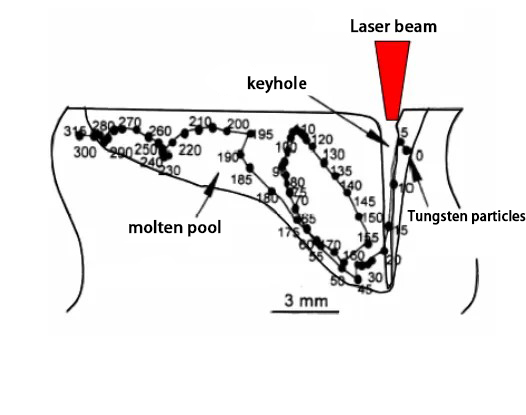
Quando il laser agisce sulla superficie del materiale, una grande quantità di metallo evapora, la pressione di ritorno preme il pozzo fuso verso il basso, formando un buco della chiave, così come il plasma, che aumenta la profondità di fusione.durante il processo di movimento, quando il laser colpisce la parete anteri
La visione sezionale del centro della cucitura ottenuta tagliando longitudinalmente lungo il centro parallelo alla cucitura della saldatura, nonché il grafico di variazione della profondità del buco della serratura misurato in tempo reale da ipg-ldd, confermano questo.
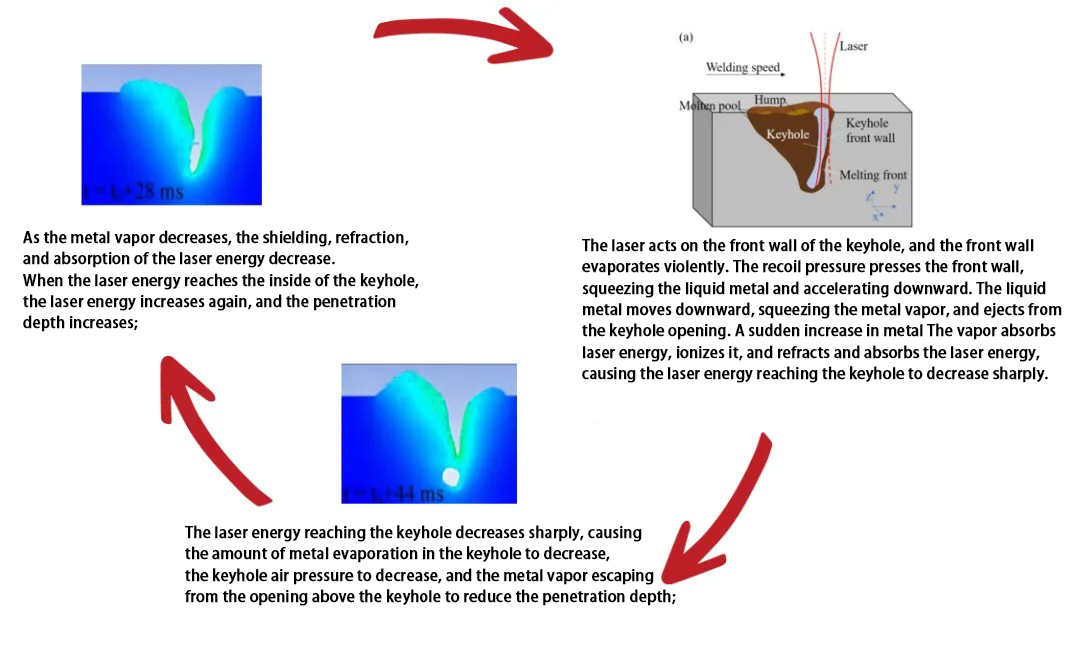
6. fluttuazioni periodiche del buco della chiave
1. il laser agisce sulla parete anteriore del buco della serratura, causando una violenta evaporazione della parete anteriore. la pressione di ricorso preme sulla parete anteriore, spremendo il metallo liquido per accelerare il suo movimento verso il basso. il movimento verso il basso del metallo liquido
2) la forte diminuzione dell'energia laser che raggiunge il buco della serratura provoca una diminuzione della quantità di vaporizzazione del metallo all'interno del buco della serratura. Ciò fa diminuire la pressione del buco della serratura, la quantità di vapore metallico che scappa dall'apertura superiore del buco della ser
3. con la diminuzione della quantità di vapore metallico, diminuiscono la protezione, la rifrazione e l'assorbimento dell'energia laser, causando un aumento dell'energia laser che raggiunge l'interno del buco della serratura e una maggiore profondità di fusione.
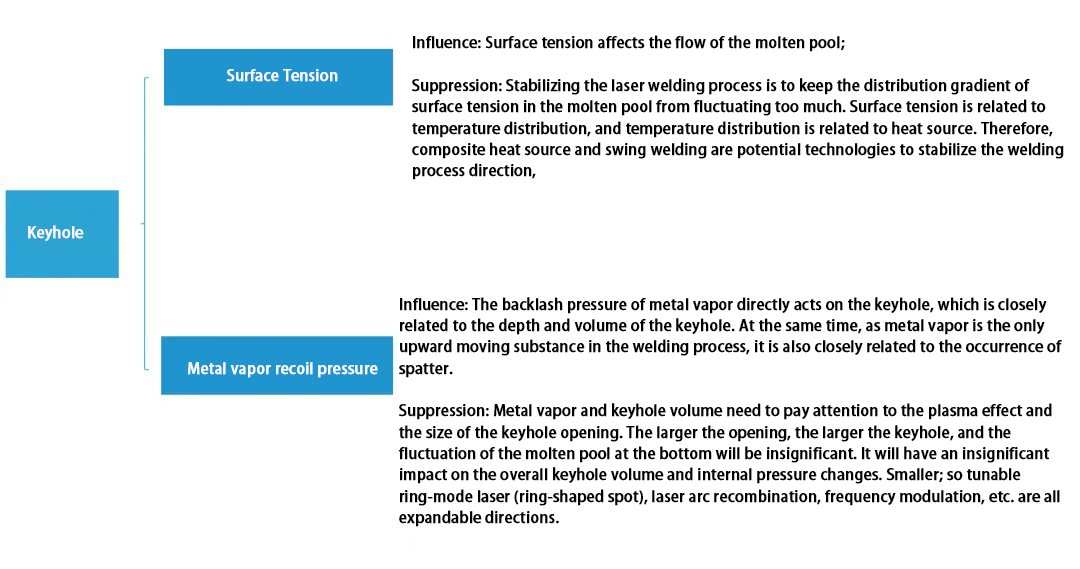
7.Il buco della chiave sopprime la direzione dell'onda
1) tensione superficiale
Influenza: la tensione superficiale influenza il flusso della vasca fusa;
Inibizione:la stabilizzazione del processo di saldatura laser comporta il mantenimento della distribuzione gradiente della tensione superficiale nella vasca fusa senza fluttuazioni eccessive. la tensione superficiale è correlata alla distribuzione della temperatura, che a sua volta è correlata alla fonte di calore. pertanto, le fonti di calore
2) pressione di ricollo del vapore metallico
Influenza:la pressione di ricorso del vapore metallico influisce direttamente sulla formazione dei buchi della serratura ed è strettamente correlata alla profondità e al volume dei buchi della serratura. Inoltre, poiché il vapore metallico è l'unica sostanza che si muove verso l'alto durante il processo di saldatura, è str
Inhibizione:la relazione tra vapore metallico e volume del buco della serratura richiede attenzione all'effetto plasma e alle dimensioni dell'apertura del buco della serratura. maggiore è l'apertura, maggiore è il buco della serratura, rendendo trascurabili le fluttuazioni nella piccola vasca fusa in Pertanto, il laser a modalità anello regolabile (punti a forma di anello), la combinazione laser-arco, la modulazione della frequenza, ecc., sono tutte potenziali direzioni di espansione.