 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Pagina Iniziale
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

ABSTRACT:L'obiettivo dello studio è analizzare il miglior schema di processo per la saldatura laser della lega di alluminio 6063 al fine di migliorare la resistenza del punto di saldatura, considerando che la resistenza del punto di saldatura realizzato con laser a impulsi sulla lega di alluminio 6063 è bassa e non soddisfa...
Contattaci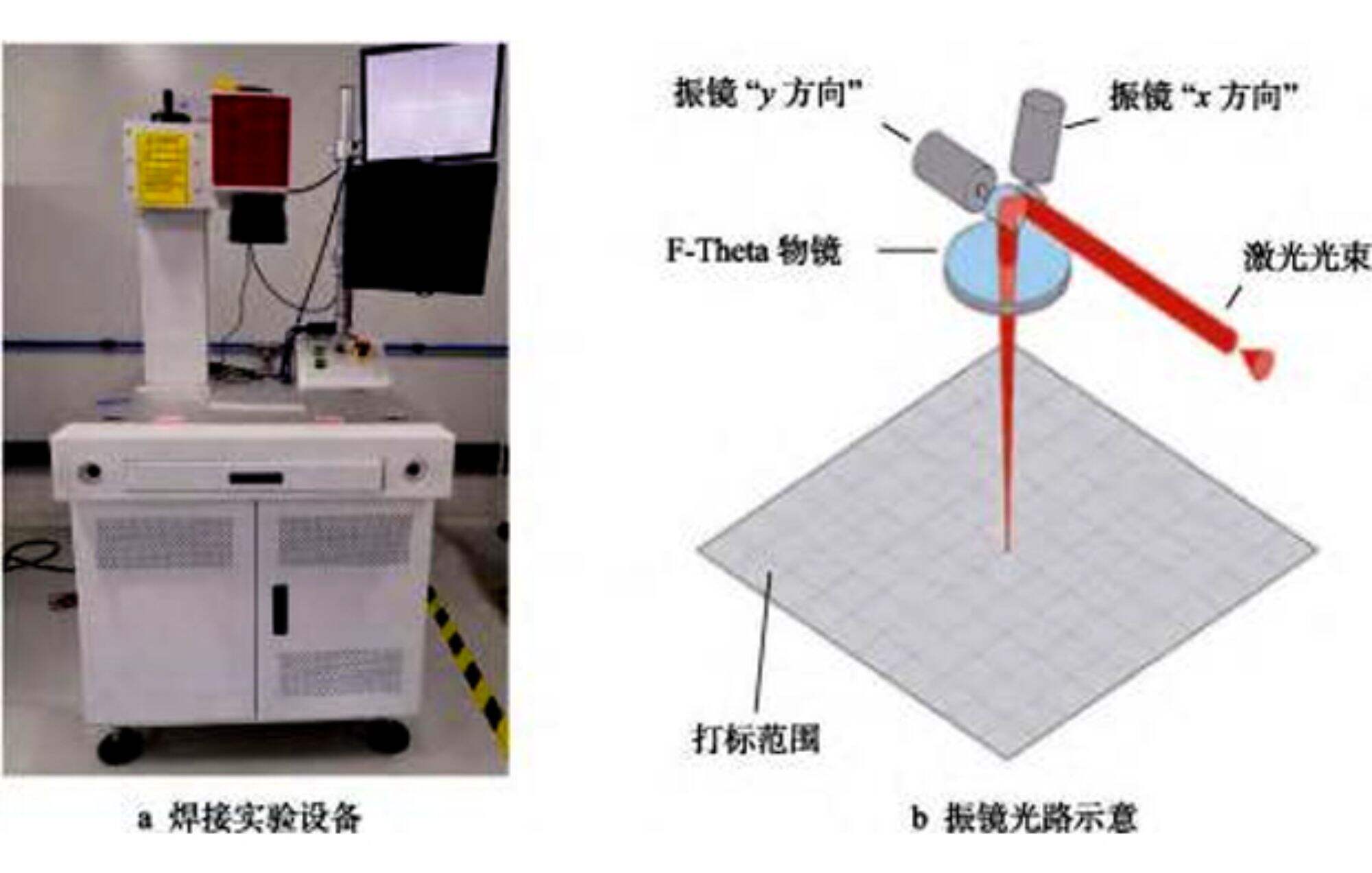
Riassunto :Il lavoro mira a studiare l'ottimo saldatura laser schema di processo per la lega di alluminio 6063 al fine di migliorare la resistenza del punto di saldatura, considerando che la resistenza della lega di alluminio 6063 saldata con laser a impulso è bassa e non soddisfa i requisiti effettivi. Il laser a fibra mono-modo è stato utilizzato per saldare la lega di alluminio 6063, e i punti a spirale sono stati formati da una linea estremamente sottile per sostituire l'impulso singolo saldatura a laser a punto . l'esperimento ortogonale è stato effettuato alla potenza laser, velocità di saldatura e defocus per ottenere i parametri ottimali. attraverso l'analisi sull'aspetto e la microstruttura della saldatura, è stata spiegata la ragione dell'aumento della tensione del punto di saldatura. quando la
Parole chiave :lega di alluminio 6063; laser a fibra monomodo; saldatura laser - tensione
I materiali in lega di alluminio hanno i vantaggi di peso leggero, alta resistenza, facile da elaborare e modellare e buona resistenza alla corrosione. sono stati ampiamente utilizzati in industrie come l'aerospaziale, l'hardware e l'automobile. con il progresso della scienza e della tecnologia, sono stati
L'alluminio 6063 ha una elevata resistenza e una buona resistenza all'attrito, ed è un materiale in lega di alluminio con una vasta gamma di applicazioni. i materiali sottili generalmente utilizzano nd: sorgente laser yag per la saldatura a punti, che può ridurre la deformazione termica e migliorare l
L'articolo utilizza un laser a fibra mono-modo da 1000 w per saldare il filo a spirale, formando un punto di saldatura. ottimizzando i parametri del processo, si ottiene la massima resistenza alla trazione del punto di saldatura. si confronta anche con la resistenza alla trazione dei punti di sal
1 esperimento di saldatura
1.1 materiali
Il materiale è una lega di alluminio, di grado 6061, e uno spessore di 0,5 mm. la composizione chimica del materiale è indicata nella tabella 1. taglia il materiale in piastre di 200 mm x 100 mm, pulisce con alcool e acqua e mette da parte. il metodo di saldatura è la saldatura a giro e
Tabella 1Composizone chimica della lega di alluminio 6061 (frazione di massa) in %
|
AL |
Mg |
Si |
Fe |
Cu |
Cr |
Mn |
- Sì |
|
margine |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 Apparecchiature
L'apparecchiatura sperimentale utilizza un laser a fibra mono-mode prodotto da ipg per saldatura , con un diametro di fibra di 0,14 μm e una potenza media di 1000 w. La piattaforma sperimentale è costituita principalmente da un laser, un computer, un sistema di percorso ottico e un sistema di controllo, come mostrato nella figura 1a.il laser viene riflesso dal galvanometro di scansione ed è sorgente , con una potenza massima fino a 8000w. Dopo che il raggio laser è focalizzato dal sistema di percorso ottico, la dimensione del punto è di circa 0,4 ~ 1,0 mm. Il tester elettronico di trazione prodotto da jinan huaxing experimental equipment co., ltd (modello: wdh-10) viene utilizzato per la prova di trazione della cucitura della saldatura. l'aspetto della saldatura viene testato con un microscopio metallografico, con il marchio di Beijing North Star e il numero di
Piattaforma sperimentale fig.1
2 esperimenti e risultati del processo di saldatura laser
2.1 Confronto tra disegno grafico e aspetto della saldatura
Pulsato saldatura a laser a punto utilizza un laser Nd: YAG da 500 W per il saldataggio, con un processo di saldatura la dimensione del raggio focalizzato di un pulsato saldatura a laser a punto il laser emette un impulso che agisce sul materiale, formando un punto di saldatura. Il diagramma schematico del punto di saldatura è illustrato nella figura 2a. A causa del punto focalizzato del laser a fibra mono-modo di soli 0,28 mm, il laser il raggio forma un punto di saldatura percorrendo una spirale, il diametro della spirale è di 0,8 mm, e la spirale ha 4 giri. c'è un certo grado di sovrapposizione laser tra ciascuno la linea di rotazione, che forma un punto di saldatura laser di diametro di 0,8 mm, è rappresentata dallo schema del la superficie di un punto di saldatura con laser a impulso è rappresentata dalla figura 2b. come mostrato nella figura 2c, e l'aspetto del punto di saldatura formato dalla spirale è la dimensione dei due punti di saldatura è quasi identica e non la differenza significativa può essere osservata visivamente.

Fig.2diagramma e aspetto delle macchie di saldatura
2.2 esperimento ortogonale dei parametri di processo
I principali parametri di lavorazione per i pulsati saldatura a laser a punto che include il picco del laser la potenza, la larghezza dell'impulso e la quantità di defocus. quando la potenza laser di picco è di 2400 w, il laser la potenza di picco è relativamente piccola, con conseguente minore punto di saldatura forza di trazione di 3 n. Quando la potenza laser di picco è 3600 w, c'è spruzzo sulla superficie della saldatura la forza di trazione del punto di saldatura è anche bassa, a 4 n. quando la larghezza dell'impulso è 3 ms, il diametro del punto di saldatura è più piccolo e la forza di trazione è minore, a 3 n. Quando la larghezza dell'impulso è di 9 ms, il diametro del il punto di saldatura è di 0,9 mm, che superano il range di saldatura di 0,6 mm. 0, a causa della grande la densità di potenza, c'è schizzi sulla cucitura di saldatura, e l'aspetto non la misurazione della concentrazione di luce è effettuata in modo che il fuoco sia più chiaro e più chiaro. densità di potenza, la forza di trazione al il punto di saldatura è inferiore, a 4 n. i tre livelli di questi fattori sono illustrati nella tabella 2.
Tabella 2 fattori e livelli di saldatura a punto laser a impulsi
|
numero |
fattore |
||
|
Potenza di picco/w |
B larghezza dell'impulso/ms |
C quantità di sfocatura/mm |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
I principali parametri di processo della saldatura a spirale laser a fibra mono-modo sono: potenza media del laser, velocità di saldatura e quantità di defocus, quando il laser medio la potenza è di 500 w, la forza di trazione al punto di saldatura è inferiore, a 4 n; Quando la media la potenza del laser è di 900 w, alcuni spruzzi di materiale e la forza di trazione al punto di saldatura è anche più basso, a 3 n;quando la velocità di saldatura è di 90 mm/s, l'accumulo di calore è troppo elevato alta, causando la combustione del materiale, e la forza di trazione al punto di saldatura è inferiore, a 5 N ;Quando la velocità di saldatura è di 170 mm/s, l'accumulo di calore è inferiore, sia il larghezza e profondità di saldatura sono più piccole e la forza di trazione al punto di saldatura è inferiore, al 4 n;quando la quantità di defocalizzazione è pari a 0, la densità di potenza è maggiore, causando spruzzi sul la fusione di un dispositivo di fusione è effettuata con un dispositivo di fusione di un dispositivo di fusione. la forza di trazione è di 6 mm, a causa del forte calo della densità di potenza, la forza di trazione al punto di saldatura è inferiore, a 4 n. i tre i fattori di variazione e i tre livelli sono indicati nella tabella 3.
Tab.3 fattori e livelli di saldatura a spirale laser a fibra mono-modo
|
numero |
fattore |
||
|
D potenza media/w |
E velocità di saldatura (mm·s- 1) |
C quantità di sfocatura/mm |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
L'esperimento ortogonale a tre livelli dell'impulso saldatura a laser a punto comprende nove set ,quando la potenza di picco è di 3000 w, la larghezza dell'impulso è di 8 ms e la quantità di defocalizzazione è di 1 mm, la forza di trazione del punto di saldatura raggiunge il suo picco a 17 n ,questi sono considerati i parametri ottimali del processo. Per il fattore di picco del laser potenza (a), sono stati condotti tre esperimenti con livello 1 (a=2500 w), sommare la forza di trazione dei punti di saldatura da questi 3 esperimenti per ottenere il totale statistico k1=35, quando viene scelto il livello 2, la somma dei la resistenza alla trazione dei punti di saldatura è il totale statistico k2=46, quando livello 3 è scelto, la somma è totale statistico k3=33, maggiore è il valore statistico k, maggiore è il valore di forza di trazione a tale livello ,il valore più alto è k2 ,questo indica che quando il fattore a è al livello 2 (a = 3000 w), la resistenza alla trazione del punto di saldatura è la più elevata; Analogamente, il valore statistico k della resistenza alla trazione del punto di saldatura di altri fattori (larghezza dell'impulso, defocus) può essere ottenuta, come mostrato nella tabella 4. per r, più piccolo è il valore r, minore è l'impatto di tale fattore sulla resistenza alla trazione del il punto di saldatura ;Al contrario, più grande è il valore r, maggiore è l'impatto di tale fattore sulla resistenza alla trazione del punto di saldatura.dalla tabella 4, si si può vedere che i fattori che influenzano la resistenza alla trazione del punto di saldatura sono, in ordine di importanza: potenza di picco, larghezza dell'impulso e sfocata.
Tabella 4 risultati dell'esperimento ortogonale di saldatura a punto laser a impulsi
|
numero |
Potenza di picco/w |
B larghezza dell'impulso/ms |
C Disfocalizzazione quantità/mm |
Tensione delle giunture di saldatura/n |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
K 1 |
35 |
33 |
40 | |
|
K 2 |
46 |
36 |
31 |
|
|
K 3 |
33 |
45 |
38 |
|
|
R |
13 |
12 |
9 |
L'esperimento ortogonale a tre fattori e tre livelli di una linea spirale laser a fibra monomodo la saldatura comprende un totale di 9 gruppi. velocità è 160 mm/s e la quantità di defocus è 1 mm, la resistenza alla trazione della saldatura il punto raggiunge il valore più alto di 47 n, che è il parametro ottimale del processo.
Quando il fattore di potenza media del laser g è impostato al livello 1 (a=600 w), si formano un totale di 3 gruppi sperimentali,si sommano le resistenze alla trazione di questi 3 gruppi di punti di saldatura per ottenere la statistica f1=98;analogamente,si può ottenere la statistica per il valore 5. tra questi, y è il valore di intervallo. Dal valore di intervallo si può vedere che i fattori che influenzano le dimensioni del giunto di saldatura sono, da primario a secondario, la defocalizzazione, la potenza media e la velocità di saldatura.
2.3 Analisi dell'aspetto della saldatura e della microstruttura
La figura 3a mostra una sezione trasversale della saldatura a punto sotto i parametri di processo ottimali per la saldatura a punti laser pulsata,la larghezza della superficie della cucitura è grande, ma con l'aumento della profondità di fusione, la larghezza della cucitura di saldatura diminuisce
Tabella 5 risultati dell'esperimento ortogonale di saldatura a spirale monomodo
|
numero |
D potenza media/w |
E velocità di saldatura/mm·s- 1) |
F sfocamento quantità/mm |
tensione delle giunture di saldatura/n |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G 1 |
98 |
104 |
123 |
|
|
G 2 |
119 |
102 |
95 |
|
|
G 3 |
104 |
115 |
98 |
|
|
Y |
21 |
13 |
25 |
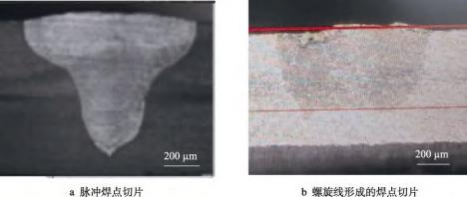
Sezione trasversale del punto di saldatura
La figura 4a rappresenta la struttura metallografica del materiale originale in lega di alluminio 6061. La dimensione dei grani è irregolare, la forma irregolare e i grani sono relativamente grandi, che è una struttura tipica 'al .la figura 4b mostra la microstruttura del centro della cucitura della saldatura sotto i parametri di processo ottimali della saldatura a impulsi laser. presenta una struttura dendritica di lega di alluminio. la dimensione del grano ha visto una significativa raffinazione rispetto al materiale madre della lega di alluminio 6061.
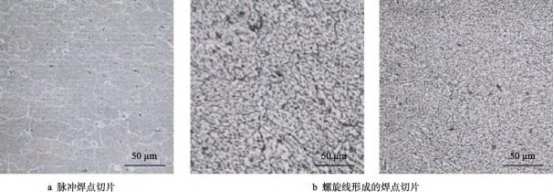
Fig.4 microstruttura del punto di saldatura
3 conclusione
La lega di alluminio 6063 è stata saldata separatamente utilizzando metodi di saldatura a punto laser a impulso e di saldatura a spirale laser a fibra in singolo modo, e è stato condotto un esperimento di ottimizzazione ortogonale. la forza massima di trazione dei punti di saldatura raggiunta dalla sal
L' aspetto dei risultati del polso saldatura a laser a punto la saldatura a spirale laser a fibra in modalità singola e sotto parametri di processo ottimali è quasi identica, senza differenze significative; non vi è inoltre alcuna discrepanza notevole nella struttura metallurgica e nelle dimensioni del grano. La larghezza della cucitura della saldatura tra gli strati superiore e