EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Pagina principale
- Prodotti
- CHI SIAMO
- VIDEOS
- APPLICAZIONE
- Notizie
- Centro assistenza
- CONTATTACI

Riassunto: per la saldatura del rame nel connettore della batteria, sono stati utilizzati laser a impulso e laser a fibra continua per le prove di saldatura laser. Per il laser a impulso, i parametri di processo di potenza massima, larghezza dell' impulso e distanze focali sono stati portati a ortog
CONTATTACI
Abstract: Per il saldatura del rame nel connettore della batteria, sono stati utilizzati il laser a impulso e il laser continuo a fibra per i test di saldatura laser. Per il laser a impulso, i parametri di processo come potenza di picco, larghezza dell'impulso e distanze fuoco sono stati sottoposti a esperimenti ortogonali, ottenendo una forza massima di taglio di 28N. Per il laser continuo a fibra, i parametri di processo come potenza, velocità di saldatura e distanze fuoco sono stati sottoposti a esperimenti ortogonali, ottenendo una forza massima di taglio di 58N. L'aspetto dei punti ha mostrato che nei punti saldati con l'impulso esistevano pori. Al contrario, nei punti saldati con il laser continuo a fibra non erano presenti pori, il che è utile per migliorare la forza di taglio.
Parole chiave: rame; saldatura laser ; esperimenti ortogonali; parametro di processo
0 introduzione
Il rame viola possiede vantaggi come una buona conduzione del calore, un'eccellente conducibilità elettrica e facilità di lavorazione e modellazione. Viene utilizzato ampiamente in fili e cavi elettrici, ferramenta e produzione elettronica. Ogni unità all'interno di un cellulare ha bisogno di energia elettrica per funzionare, come il modulo della fotocamera, lo schermo, il parlante, la memoria, la scheda madre, ecc. La batteria è generalmente fissata in un'area specifica e ha bisogno di un connettore per collegarla a questi componenti, formando un percorso conduttivo per l'approvvigionamento di energia. Il rame viola è il materiale più comunemente utilizzato per i connettori delle batterie dei telefoni cellulari. L'attuale modalità di saldatura delle piastre connettive in rame viola è principalmente la saldatura a resistenza. Correnti elevate dagli elettrodi positivi e negativi fondono la piastra connettiva in rame. Quando gli elettrodi si separano, il materiale si raffredda formando una cucitura saldata. Sebbene la struttura di questo dispositivo di saldatura sia semplice e la sua operazione pratica e conveniente, gli elettrodi positivi e negativi utilizzati nella saldatura a resistenza tendono a logorarsi e guastarsi, richiedendo l'interruzione della linea di produzione per il loro sostituzione, riducendo così l'efficienza produttiva.
Saldatura laser , che utilizza i laser come fonte di calore per la lavorazione, ha i vantaggi di una piccola area colpita dal calore, alta resistenza alla saldatura, non contatto con il pezzo da lavorare e elevata efficienza produttiva. è stato ampiamente applicato nella saldatura di materiali come acciaio inossidabile, lega di
L'articolo utilizza sia laser pulsati che laser a fibra continua per condurre esperimenti di ottimizzazione del processo su pezzi di pali di batterie di rame viola, fornendo un riferimento per la produzione effettiva.
1 esperimento di saldatura
1.1 Materiali sperimentali
Lo strato superiore del materiale sperimentale è di rame viola, con uno spessore di 0,2 mm. lo strato inferiore è di rame viola nichellata, con uno spessore di 0,2 mm. la composizione chimica dei due strati di materiale è mostrata nella tabella 1. i materiali sono tagliati in lunghezze e larghezze di 20 mm
Tab.1 Composizione chimica dei materiali di prova (frazione di massa/%)
|
Materiale |
Cu |
P |
Ni |
Fe |
- Sì |
S |
|
Rame viola |
99.96 |
0.000 7 |
0.000 2 |
0.000 8 |
0.000 9 |
0.000 9 |
|
Di rame viola niccellato |
99.760 |
0.000 5 |
0.200 0 |
0.000 6 |
0.000 9 |
0.000 8 |
|
(A) |
b) |
(c) |
|
a) materiali di saldatura Fig.1 Metodo di saldatura e test di forza tagliente |
||
1.2 attrezzature e metodi di saldatura
La esperimento di saldatura utilizza un laser a fibra pulsata quasi continuo di 150w e un laser a fibra continua di 1000w prodotto dalla società Wuhan raycus. la potenza media del laser a fibra pulsata quasi continuo è di 150w, la potenza massima è di 1500w e la larghezza dell'impulso è di 0,2 mm ~ 25 ms.

Fig.2 Piattaforma sperimentale per la saldatura
Ogni impulso del laser a fibra di impulso quasi continuo forma un punto di saldatura, adatto per la saldatura a punto di impulso. il diagramma schematico del punto di saldatura è mostrato nella figura 3 ((a) sopra. la potenza media del laser a fibra continua da 1000 w è di 1000 w, senza potenza
 |
 |
|
a) giunto di saldatura a impulso formato da laser a fibra a impulso quasi continuo Fig.3 Diagramma schemático dei punti di saldatura |
|
2 risultati sperimentali e analisi
2.1 ottimizzazione del processo di saldatura laser a impulsi
I principali parametri del processo di saldatura per la saldatura laser a impulso quasi continuo sono la potenza laser di picco, la larghezza dell'impulso e la quantità di defocalizzazione. Si effettua un esperimento ortogonale a tre fattori a tre livelli su questi tre parametri di processo, e i risultati dell'esper
Tab.2 Esperimento ortogonale e risultato del laser a impulso
|
Numero |
Potenza massima/w |
Larghezza dell'impulso/ms |
Quantità di sfocatura/mm |
Forza di taglio/n |
| 1 | 100 | 4 |
0
|
13
|
| 2 | 100 | 6 |
1 - 1
|
15
|
| 3 | 100 | 8 | 2 |
16
|
| 4 | 1200 | 4 | 2 |
25
|
| 5 | 1200 | 6 |
0
|
23 |
| 6 | 1200 | 8 |
1 - 1
|
28 |
| 7 | 1400 | 4 | 2 | 22 |
| 8 | 1400 | 6 | 1 | 21 |
| 9 | 1400 | 8 | 0 | 20 |
2.2 ottimizzazione del processo di saldatura laser a fibra continua
I principali parametri di processo di produzione continua saldatura Laser ad Fibra sono potenza media del laser, velocità di saldatura (la velocità del laser che corre la linea a spirale), e quantità di defocus (come con la saldatura laser a impulso quasi continuo, la defocus positiva viene utilizzata per l'esperimento). esperimenti ortogonali e risultati di test di trazione con questi tre paramet
Tab.3 Esperimento ortogonale e risultato del laser a fibra
|
Numero |
Potenza media/w |
Velocità di saldatura/(mm/s) |
Quantità di sfocatura/mm |
Forza di taglio/n |
| 1 | 500 | 100 | 0 | 33 |
| 2 | 500 | 150 | 1 | 35 |
| 3 | 500 | 200 | 2 | 32 |
| 4 | 600 | 100 | 2 | 49 |
| 5 | 600 | 150 | 0 | 58 |
| 6 | 600 | 200 | 1 | 53 |
| 7 | 700 | 100 | 2 | 44 |
| 8 | 700 | 150 | 1 | 43 |
| 9 | 700 | 200 | 0 | 40 |
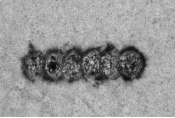
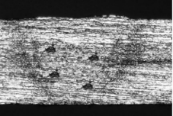
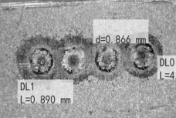
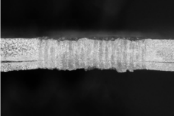
2.3 analisi comparativa dell'aspetto
Per analizzare la differenza di trazione nella forza di taglio tra laser pulsato e laser continuo saldatura Laser ad Fibra quando la potenza massima del laser pulsato è di 1200 w, la larghezza dell'impulso è di 8 ms e il defocus è di 1 mm, vi è uno schizzo parziale sulla superficie del punto di saldatura, lasciando buche sulla superficie, come mostrato nella figura 4 ((((((((((( saldatura laser .
|
(A) |
b) |
(c) |
|
b) |
(e) |
(f) |
|
a) superficie di saldatura laser a impulsi Fig.4 Aspetto dei punti |
||
Il laser a impulso e il laser a fibra continua sono utilizzati separatamente per saldare i connettori della batteria del telefono e viene eseguita la prova di resistenza. dopo la saldatura a laser a impulso, la resistività testata è di 0,120Ω·mm2/m, superiore alla resistività originale del rame che è di
3 conclusione
Un laser a fibra di impulso quasi continuo di 150 w e un laser a fibra continua di 1000 w sono utilizzati separatamente per esperimenti di saldatura sul rame, al fine di condurre esperimenti di ottimizzazione del processo. quando la potenza massima del laser a impulso è di 1200 w, la larghezza dell'impulso è
Un'analisi dell'aspetto del punto di saldatura e della sezione trasversale mostra che il punto di saldatura laser a impulso ha schizzi sulla superficie e la cucitura di saldatura ha pori all'interno. il punto di saldatura laser a fibra continua ha una superficie uniforme e uniforme senza pori all'interno del