EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Homepage
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

il rame prefacciato ha una buona duttilità, elevata conduttività termica e conduttività elettrica ed è ampiamente utilizzato in aerospaziale, ingegneria navale, cavi e componenti elettrici ed elettronici.
Contattaci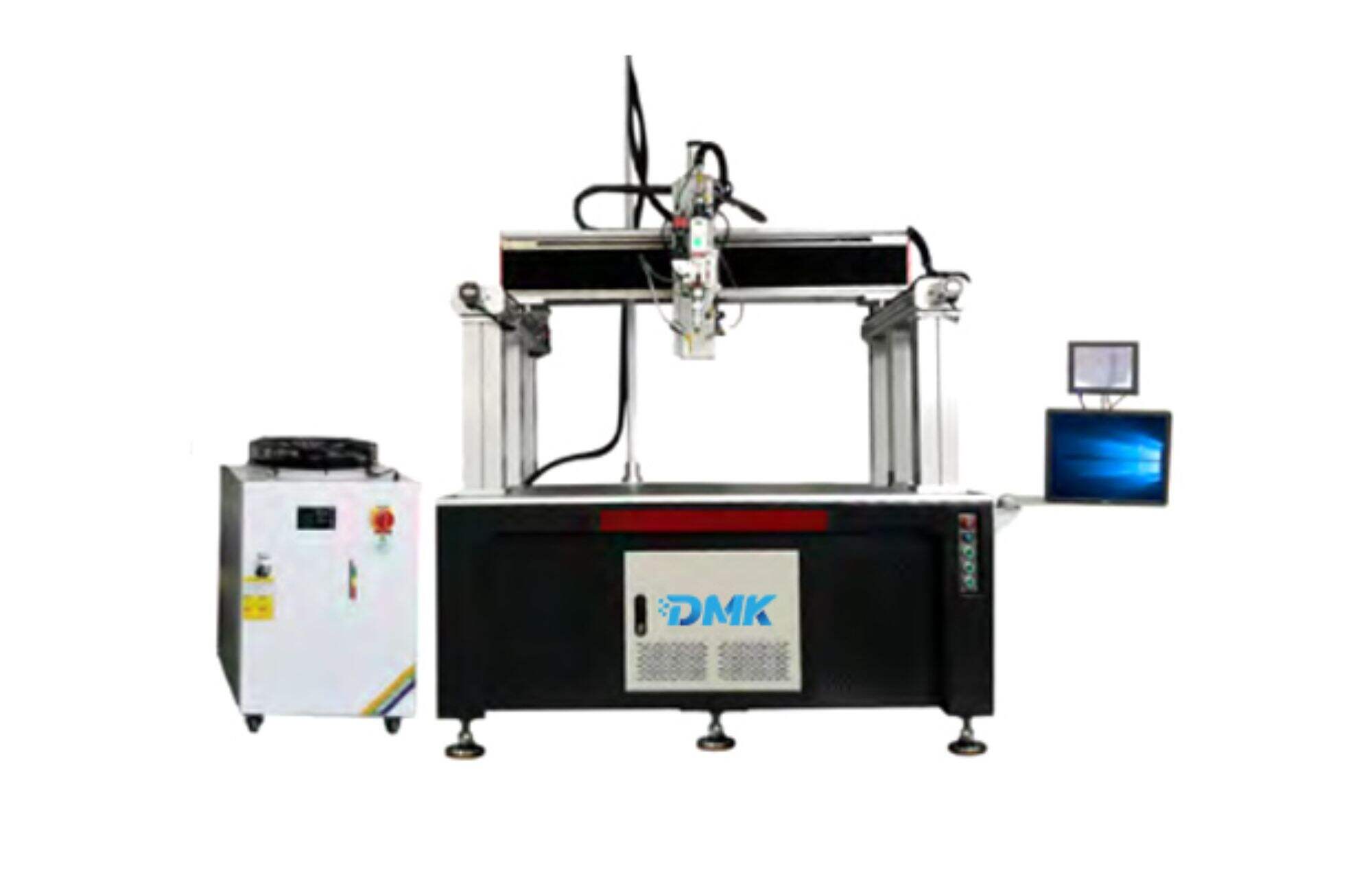
0 Prefazione
Il rame rosso ha una buona duttilità, elevata conduttività termica e conduttività elettrica, ed è ampiamente utilizzato nell'aerospaziale, nell'ingegneria navale, nei cavi e nei componenti elettrici ed elettronici. i metodi di saldatura tradizionali del rame rosso come la saldatura a
La saldatura laser ha un minor apporto di calore complessivo, che può migliorare notevolmente i problemi di grande deformazione post-saldatura e di cattiva apparenza. la tecnologia di saldatura laser si è sviluppata rapidamente negli ultimi anni. a causa del basso tasso di assorbimento dei laser a lunghezza d'onda vicino
La nuova tecnologia di saldatura a laser per semiconduttori e fibre composite è stata utilizzata nell'esperimento per saldare il rame rosso con laser. L'influenza dei parametri di processo sulla formazione della giunzione di saldatura è stata analizzata per fornire riferimenti tecnici per la produzione effettiva.
1 esperimento di saldatura
1.1 materiali da saldare e attrezzature di saldatura
Il materiale sperimentale è rame rosso, con uno spessore di 1,0 mm, lunghezza × larghezza di 100 mm × 50 mm. il metodo di saldatura è lo splicing. il materiale da saldare è fissato con un apparecchio artigianale per ridurre la deformazione durante il processo di saldatura saldatura .
Un laser composito di un laser semiconduttore e un laser a fibra sono utilizzati per saldare rame rosso. la lunghezza d'onda del laser semiconduttore è di 976nm, la potenza massima è di 1000w, e il diametro centrale della fibra è di circa 400 micron. il laser a fibra
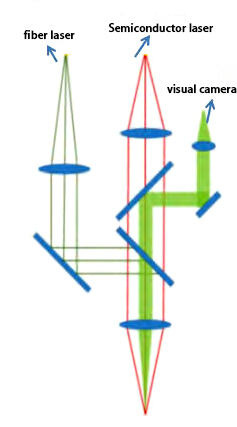 a) diagramma schematico del percorso ottico della saldatura ibrida |
 b) attrezzature sperimentali |
|
Figura 1 attrezzature di saldatura laser |
|
1.2 attrezzature per l'ispezione delle saldature
La microstruttura della cucitura di saldatura è stata testata e analizzata utilizzando un microscopio metallografico, modello wyj-4xbd. questo è stato fatto per analizzare gli effetti di diversi parametri di processo sulla microstruttura della cucitura di saldatura.la resistenza alla trazione della cucitura di saldat
|
a) strumento di prova della resistenza alla trazione della saldatura |
b) apparecchiature per la prova delle microstrutture di saldatura |
c) Tester di microhardness di saldatura |
|
Figura 2 attrezzature di prova della saldatura |
||
2 analisi del processo sperimentale e dei risultati
2.1 effetto del laser a semiconduttori sull'aspetto e la resistenza delle saldature
Dopo numerosi esperimenti preliminari, quando si utilizza solo un laser a fibra per la saldatura (con la potenza del laser semiconduttore impostata a 0w), se la potenza del laser a fibra è di 900w e la velocità di saldatura è di 30 mm/s, la cucitura della saldatura saldatura Laser ad Fibra , ci sono ancora pori all'interno della cucitura della saldatura. Questo perché durante il processo di fusione del rame viola, il laser a fibra ha un grande ingresso di calore al rame e un'alta temperatura, che aumenta notevolmente la solubilità dell'idrogeno nell'aria nella piscina fusa. Allo stesso tempo, a causa della
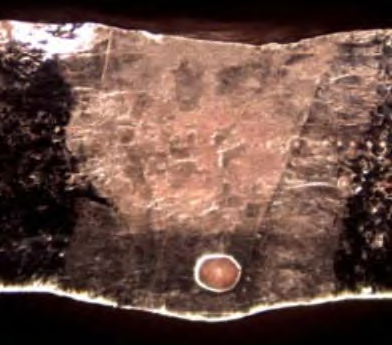
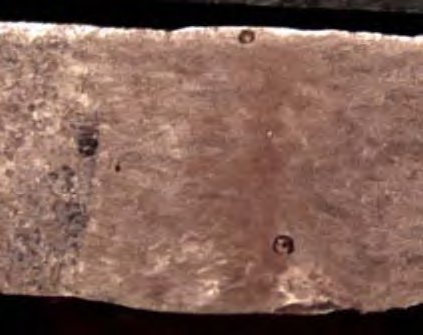
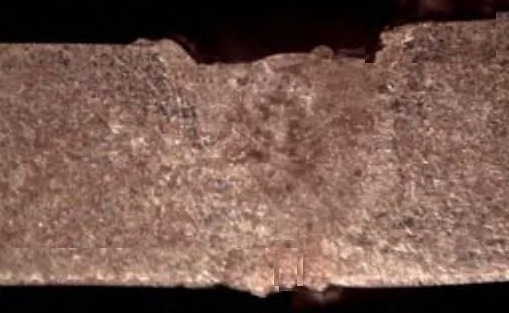
L'articolo utilizza un metodo di saldatura composito utilizzando un laser a semiconduttore e un laser a fibra. la potenza del laser a fibra è mantenuta costante a 900w e la velocità di saldatura a 30mm/s. la potenza del laser a semiconduttore è impostata rispettivamente
|
(a) la potenza del laser semiconduttore è di 0w |
b) la potenza del laser semiconduttore è di 600w |
|
(c) la potenza del laser semiconduttore è di 800w |
d) la potenza del laser semiconduttore è di 1000w |
|
Figura 3 vista della sezione trasversale della saldatura |
|
La resistenza alla trazione della cucitura della saldatura viene testata con una macchina di prova della tensione,quando i parametri della potenza del laser in fibra sono impostati a 900w,la velocità di saldatura a 30mm/s e la quantità di defocus a 0mm sono mantenute costanti, viene cond
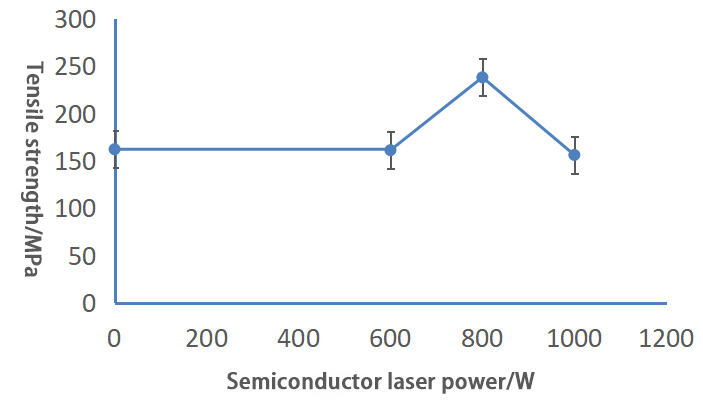
Figura 4 Resistenza alla trazione delle giunzioni saldate sotto diverse potenze laser semiconduttore
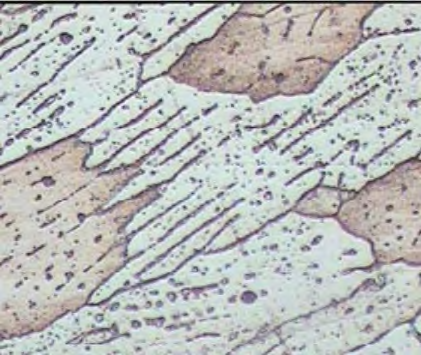
2.2 effetto del laser a semiconduttori sulla microstruttura della saldatura
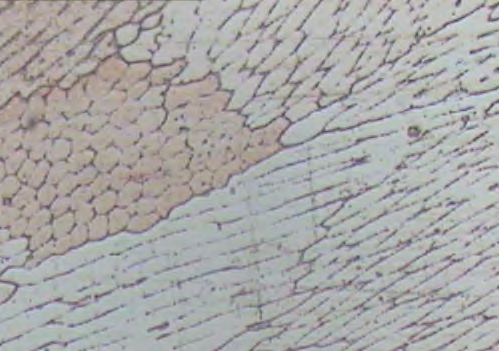
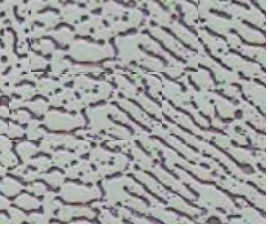
Con una potenza di 900w, il saldatore laser a fibra opera a una velocità di 30mm/s, con 0mm di defocus. le immagini metallografiche delle microstrutture delle zone di fusione a diverse potenze laser semiconduttore sono mostrate nella figura 5. quando la potenza laser semiconduttore è imp
|
(a) la potenza del laser semiconduttore è di 0w |
b) la potenza del laser semiconduttore è di 600w |
|
(c) la potenza del laser semiconduttore è di 800w |
d) la potenza del laser semiconduttore è di 1000w |
|
Figura 5 microstruttura della zona di fusione sotto diverse potenze laser semiconduttore |
|
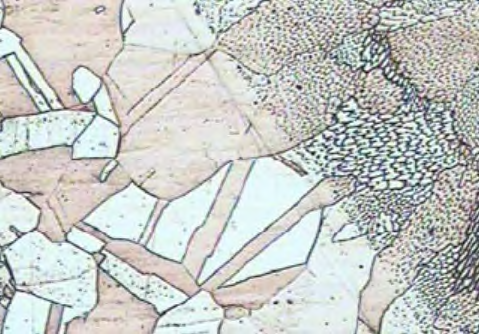
Con una potenza di 900w, il saldatore laser a fibra funziona a una velocità di 30mm/s, con 0mm di defocus. le immagini metallografiche di microstruttura delle zone colpite dal calore a diverse potenze laser a semiconduttori sono mostrate nella figura 6. la struttura delle zone colpite dal calore
|
(a) la potenza del laser semiconduttore è di 0w |
b) la potenza del laser semiconduttore è di 600w |
|
(c) la potenza del laser semiconduttore è di 800w |
d) la potenza del laser semiconduttore è di 1000w |
|
Figura 6 microstruttura della zona colpita dal calore sotto diverse potenze laser semiconduttore |
|
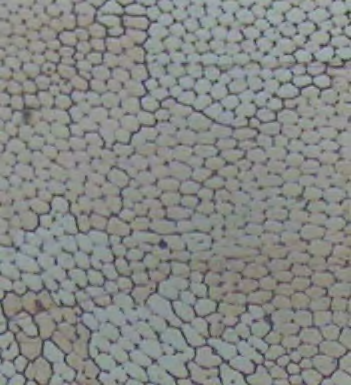
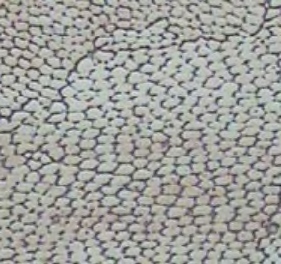
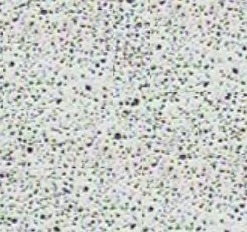
Con una potenza di 900w, una velocità di saldatura di 30mm/s e una quantità di defocus di 0mm per il laser a fibra, la microstruttura metallografica nell'area centrale della saldatura sotto diverse potenze laser semiconduttore è mostrata come nella figura 7, quando la potenza del laser semicond
|
(a) la potenza del laser semiconduttore è di 0w |
b) la potenza del laser semiconduttore è di 600w |
|
(c) la potenza del laser semiconduttore è di 800w |
d) la potenza del laser semiconduttore è di 1000w |
|
Figura 7 microstruttura dell'area centrale della cucitura della saldatura sotto diverse potenze laser semiconduttore |
|
2.3 effetto del laser a semiconduttori sulle proprietà meccaniche delle saldature
Con la potenza del laser a fibra impostata a 900w, una velocità di saldatura di 30 mm/s e una quantità di defocalizzazione di 0 mm, la microhardness sotto diverse potenze laser semiconduttore è mostrata nella figura 8. man mano che la potenza del laser semiconduttore aumenta, la d
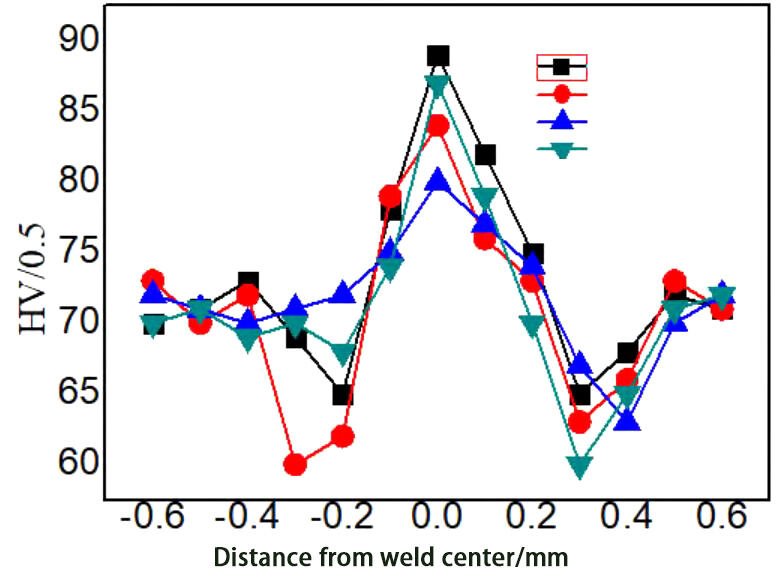
Figura 8 Distribuzione della microhardness delle giunzioni saldate sotto diverse potenze laser semiconduttore
3 conclusione
La Commissione ha saldatura laser , non è necessario precaldo o trattamento superficiale del rame. utilizzando laser compositi a fibra e semiconduttori, il rame può essere saldato in un solo passo, riducendo il processo di produzione e risparmiando costi di produzione. questo fornisce un valido riferimento tecnico per la produzione effettiva.
Durante il processo di saldatura, il laser a semiconduttore fornisce riscaldamento ausiliario alla saldatura, producendo la massima resistenza alla trazione nella saldatura senza porosità quando la potenza è impostata a 800w.la potenza del laser a semiconduttore influenza significativamente la microstruttura