 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Homepage
- Prodotti
- Chi Siamo
- Video
- Applicazione
- Notizie
- Centro Assistenza
- Contattaci

1. Principio di rilevamento dei giunti con saldatura laser Il sensore di rilevamento dei giunti laser funziona sul principio della triangolazione laser. In altre parole, il fascio laser viene amplificato per formare una linea laser proiettata sulla superficie dell'oggetto misurato. La riflessione...
Contattaci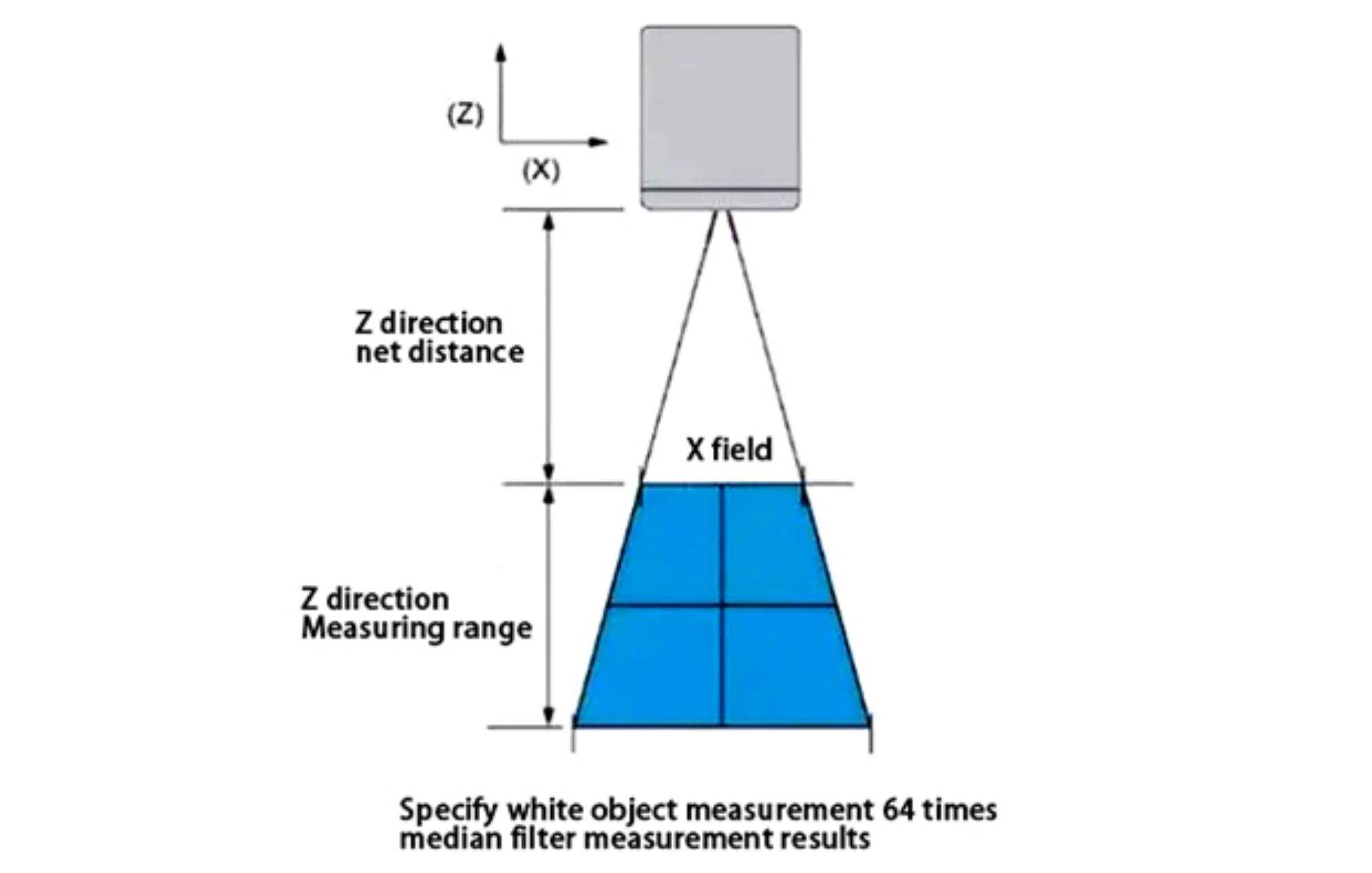
1.Tracciamento delle cuciture di saldatura laser principio
Il tracciamento laser-seam il sensore opera sul principio della triangolazione laser. cioè, il raggio laser viene amplificato per formare una linea laser proiettata sulla superficie dell'oggetto da misurare. la luce riflessa passa attraverso un sistema ottico di alta qualità ed è proiettata su una matrice di imaging. attraverso il calcolo, viene ottenuta
Modello e parametri del sensore
| modello |
X sul posto (mm) |
Z distanza netta (mm) |
Z Intervallo di misurazione (mm) |
X risoluzione (mm) |
Z risoluzione (mm) |
Z lineare Precision (%) |
Riproponi Precision (%) |
| HD6-0007 (Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020 (Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032 (Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050 (Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090 (Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| Hd6-0150 (luce rossa e luce blu facoltative) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| Hd6-0200 (luce rossa e luce blu facoltative) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| Hd6-0300 (luce rossa e luce blu facoltative) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| Hd6-0500 ((luce rossa) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| Hd6-0600 ((luce rossa) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| Hd6-0800 ((luce rossa) | 800 | 600 | 500 | 1. il numero di 269 | 0.408 | ±0.4 | 0.010 |
| Hd6-1100 ((luce rossa) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| Hd6-0050w ((luce rossa) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020w (Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| Hd6-0022w ((luce rossa) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
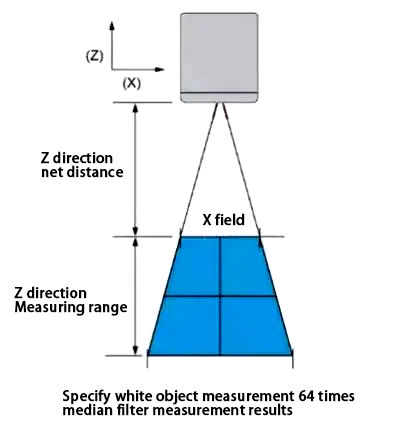
L'oggetto bianco si riferisce a un blocco standard di laboratorio e il risultato di misurazione si riferisce al valore medio dell'asse z misurato 64 volte in ripetizione.
2.il concetto di tracciamento delle cuciture di saldatura laser tECNOLOGIA
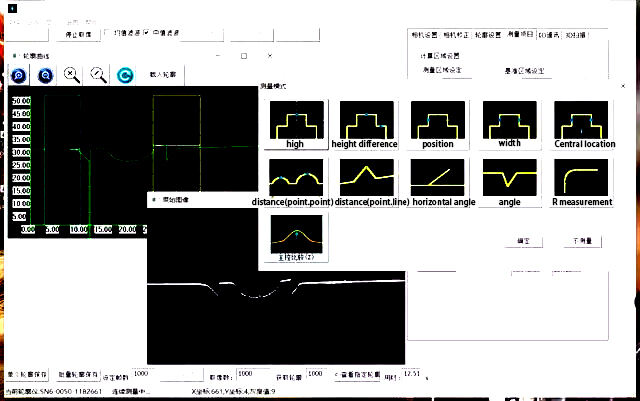
Il tracciamento delle cuciture il sensore è costituito principalmente da una telecamera ccd, laser a semiconduttore, lente di protezione laser, deflettore anti-splash e dispositivo di raffreddamento dell'aria. utilizza i principi della propagazione ottica e dell'imaging per ottenere le informazioni di posizione di ogni punto all'interno dell'area di scan
Per la gamma di rilevamento, le capacità di rilevamento e i problemi comuni durante il processo di saldatura, ci sono impostazioni di funzione corrispondenti. il sensore è solitamente installato davanti alla pistola di saldatura a una distanza predeterminata (piombo), in modo da poter osservare la distanza dal corpo del sensore di cucitura
Il dispositivo calcola la deviazione tra la cucitura di saldatura rilevata e la pistola di saldatura, emette dati di deviazione e l'esecutore di movimento corregge la deviazione in tempo reale, guidando la pistola di saldatura per la saldatura automatica. questo processo realizza una comunicazione in tempo reale con il
Tuttavia, in molti casi, la precisione e la consistenza del pezzo di lavoro e del suo montaggio non sono facili da soddisfare ai requisiti dei pezzi di lavoro su larga scala o della produzione di saldatura automatica su larga scala. vi è anche l'influenza dello stress e della deformazione causata dal surriscaldamento.quindi, quando
3.componenti e funzioni di sensori di tracciamento delle cuciture di saldatura
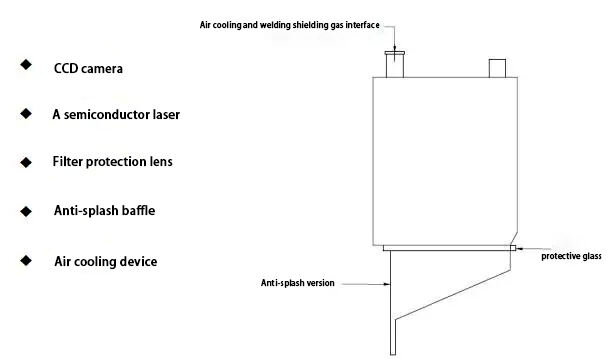
Telecamera a cctv
La funzione principale della fotocamera ccd nel sensore di tracciamento della cucitura di saldatura è quella di leggere le immagini. quando si scatta una scena con una fotocamera ccd, la luce riflessa dall'oggetto viene trasmessa al ccd attraverso la lente della fotocamera ccd. dopo che il ccd è es
Il chip di controllo ccd utilizza le linee di segnale di controllo negli elementi fotosensibili per controllare la corrente generata dai fotodiodi, che viene emessa dal circuito di trasmissione corrente. la fotocamera ccd raccoglie i segnali elettrici generati da un singolo processo di imaging e li emette collettivamente all'
Tuttavia, i dati di immagine ottenuti nel passo precedente da soli non possono generare direttamente un'immagine. devono essere estratti al processore di segnale digitale (dsp). nel dsp, questi dati di immagine subiscono un post-elaborazione come correzione del colore, trattamento del bilanciamento del bianco (a seconda delle impostazioni dell
Un laser a semiconduttore
Il laser è generato da una fonte luminosa attraverso un generatore lineare che produce potenza con densità uniforme, alta linearità e buona stabilità, e uscite in un modello in linea retta. ci sono laser rossi e blu tra cui scegliere, e la lunghezza d'onda, l'angolo e la larghezza
Lenti protettive da filtro
A causa della polvere e degli schizzi prodotti durante il processo di saldatura, che possono avere un effetto sulla raccolta dei dati, una lente di protezione da filtro deve essere installata su ogni sensore. la lente di protezione da filtro serve a proteggere la fotocamera laser da una parte e a filtrare la luce dall'altra.quando lavori di pulizia delle lenti non può essere ignorato:
1) durante l'installazione è necessario indossare guanti e non lasciare impronte digitali;
2) non lasciare che nulla graffi la superficie della lente;
3) quando si toglie la lente, tenere il bordo della lente con le dita e non toccare il film;
4) utilizzare carta di tessuto pulito, carta da prova e solvente ottico per pulire la lente.
Di tipo pneumatico
Viene utilizzato principalmente per bloccare le interferenze al laser come schizzi di luce di arco, fumo e polvere, in modo da rendere il sistema di sensori più preciso e stabile in uso.
Dispositivo di raffreddamento dell'aria
A causa delle alte temperature durante la saldatura, la maggior parte dei sistemi utilizza ora un sistema di raffreddamento ad aria. Questo viene fatto da un lato per raffreddare il sensore e dall'altro per prolungare la vita utile del sensore.Il livello di protezione del involucro del sensore è ip67, e la temperatura appropriata
Il sensore completa il rilevamento in tempo reale online di cuciture comuni di saldatura attraverso algoritmi di programma complessi. ci sono impostazioni di funzione appropriate per la gamma di rilevamento, le capacità di rilevamento e i problemi comuni incontrati durante il processo di saldatura. il dispositivo calcola la deviazione tra la cucitura di
4.Tipo di saldatura
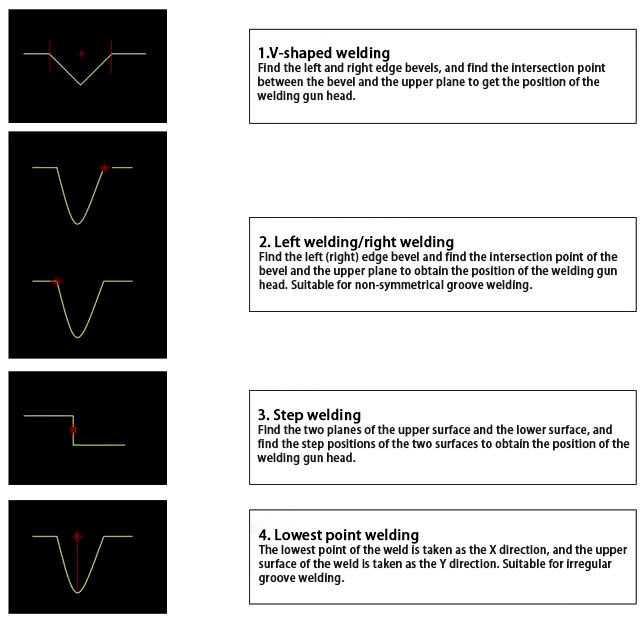
Applicare il processo di saldatura: saldatura ad arco di argon, saldatura ad arco laser, saldatura ibrida a laser, saldatura ad arco di plasma, saldatura a gas di anidride carbonica, saldatura ad arco sommersa, ecc.
L'applicazione è stata effettuata in base a una serie di criteri:
5.Sviluppo e prospettive
Nel settore delle macchine dedicate, apparecchi di rilevamento delle cuciture le marche importate eccellono soprattutto nel tracciamento di tubi di piccolo diametro, ma per le lunghe linee rette e circolari, le differenze tecnologiche tra i modelli nazionali e importati sono minori. tuttavia, il costo è solo da un terzo a metà di quello delle importazioni, rendendo le prospettive di mercato attraenti.
Con lo sviluppo della tecnologia di produzione avanzata, realizzare l'automazione e l'intelligenza del monitoraggio della saldatura è diventato una tendenza inevitabile. nei prossimi anni, il monitoraggio delle cuciture laser non solo avrà bisogno di aggiornamenti tecnologici, ma dovrà anche comprendere profondamente le applicazioni dei clienti