 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d'accueil
- Produits
- À propos de nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-nous

1. Définition et caractéristiques du soudage laser par conduction thermique Le soudage laser par conduction thermique est une méthode de soudage laser. Ce mode de soudage a une faible profondeur de pénétration et un faible rapport épaisseur/largeur. Lorsque la densité de puissance est inférieure à ...
Contactez-nous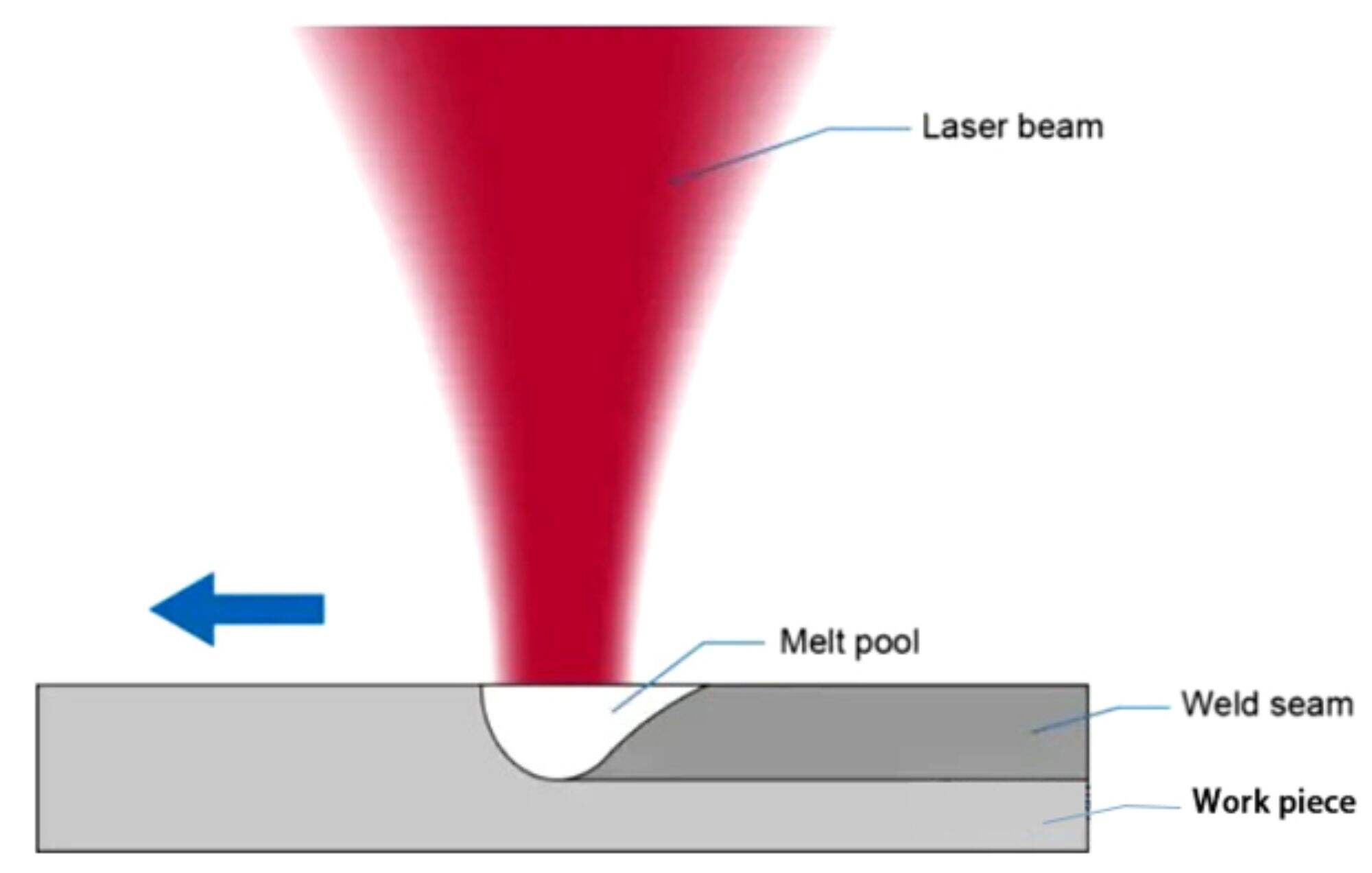
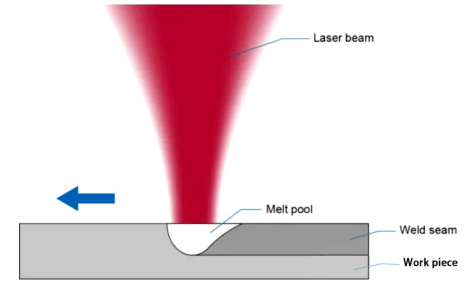
1. Définition et caractéristiques du soudage laser par conduction thermique
Le soudage laser par conduction thermique est une méthode de soudage laser . Ce mode de soudage a une faible profondeur de pénétration et un faible rapport épaisseur/largeur. Lorsque la densité de puissance est inférieure à 10^4~10^5 W/cm2, il est classifié comme soudage par conduction, qui se caractérise par une faible profondeur de fusion et une vitesse de soudage plus lente.
Pendant le soudage par conduction thermique, l'énergie du rayonnement laser agit sur la surface du matériau, et l'énergie du rayonnement laser est convertie en chaleur à la surface. La chaleur diffuse vers l'intérieur par conduction thermique, ce qui fait fondre le matériau et forme une piscine fondue dans la zone de liaison entre les deux matériaux. La piscine fondue avance avec le faisceau laser, mais le métal fondu dans la piscine ne se déplace pas. À mesure que le faisceau laser avance, le métal fondu dans la piscine se solidifie, formant une soudure qui relie les deux pièces de matériel.
L'énergie du rayonnement laser n'agit que sur la surface du matériau, et la fonte du matériau sous-jacent est réalisée par conduction thermique. Après absorption de l'énergie laser par une fine couche de 10 à 100 nm à la surface et sa fonte, la température de surface continue d'augmenter, entraînant la propagation de l'isotherme de la température de fusion au sein du matériau. La température de surface maximale ne peut atteindre que la température de vaporisation. Par conséquent, la profondeur de fusion qui peut être obtenue avec cette méthode est limitée par la température de vaporisation et la conductivité thermique. Elle est principalement utilisée pour souder des pièces minces (environ 1 mm) et de petite taille.
La densité de puissance du faisceau utilisé dans le soudage est faible. Après que la pièce a absorbé le laser, la température n'a besoin d'atteindre que le point de fusion de la surface, puis la chaleur est transférée à l'intérieur de la pièce pour former une mare fondue par conduction thermique, ce qui est donc économique. De plus, la couture de soudage est lisse et sans porosité, et peut être utilisée pour le traitement de soudage des pièces d'apparence.
Applications typiques : soudage de l'évier en acier inoxydable, soudage de compensateurs métalliques, soudage de raccords tubulaires métalliques, etc.
2. Définition et caractéristiques du soudage laser par pénétration profonde
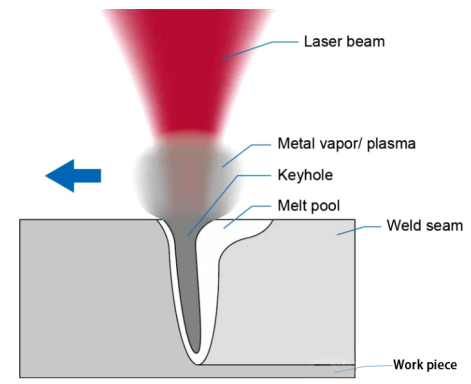
Lorsque la densité de puissance est supérieure à 10^5~10^7 W/cm2, la surface métallique s'enfonce en raison de la chaleur, formant un "trou" et créant un soudage par pénétration profonde, qui présente les caractéristiques d'une vitesse de soudage rapide et d'un grand rapport d'aspect.
Le processus physique métallurgique de soudage par pénétration profonde au laser est très similaire à celui du soudage par faisceau d'électrons, c'est-à-dire que le mécanisme de conversion d'énergie est réalisé via la structure de « petit trou ». Sous l'irradiation d'un faisceau de puissance volumique suffisamment élevée, le matériau s'évapore pour former des petits trous. Ce petit trou rempli de vapeur ressemble à un corps noir, absorbant presque toute l'énergie du rayonnement incident, et la température d'équilibre dans le trou atteint environ 25 000 degrés. La chaleur se transfère depuis la paroi externe de cette cavité à haute température, provoquant la fonte du métal entourant la cavité. Le petit trou est rempli de vapeur à haute température générée par l'évaporation continue du matériau de la paroi sous l'irradiation du faisceau. Les parois du petit trou sont entourées de métal fondu, et le métal liquide est entouré de matériaux solides. L'écoulement liquide à l'extérieur de la paroi du trou et la tension superficielle de la couche de paroi sont en phase avec la pression de vapeur continuellement générée dans la cavité du trou, maintenant ainsi un équilibre dynamique. Le faisceau lumineux entre continuellement dans le petit trou, et le matériau à l'extérieur du petit trou est en mouvement continu. À mesure que le faisceau lumineux se déplace, le petit trou reste toujours dans un état stable de flux. C'est-à-dire que le petit trou et le métal fondu entourant la paroi du trou avancent à la vitesse de progression du faisceau pilote. Le métal fondu remplit l'espace laissé après le retrait du petit trou et se solidifie en conséquence, formant ainsi la soudure. Tout cela se produit si rapidement que la vitesse de soudage peut facilement atteindre plusieurs mètres par minute.
Le soudage par pénétration profonde des matériaux nécessite une puissance laser très élevée. Contrairement au soudage par conduction thermique, le soudage par pénétration profonde ne seulement fait fondre le métal, mais le vaporise également. Le métal fondu est expulsé sous la pression de la vapeur métallique, formant ainsi de petits trous. Le faisceau laser continue d'éclairer la partie inférieure du trou, ce qui provoque l'extension du trou jusqu'à ce que la pression de vapeur à l'intérieur du trou s'équilibre avec la tension superficielle et la gravité du métal liquide. Après le soudage par pénétration profonde, une soudure étroite et uniforme se forme, dont la profondeur sera généralement supérieure à la largeur de la soudure. Ce procédé présente les caractéristiques d'une vitesse de traitement rapide et d'une zone thermiquement affectée réduite, ce qui minimise donc la déformation du matériau.
Applications typiques incluent le soudage de plaques d'acier épaisses (10-25 mm) et le soudage des coques en aluminium des batteries électriques.
3. Caractéristiques du soudage laser par pénétration profonde
Rapport d'aspect élevé. Comme le métal fondu se forme autour d'une chambre cylindrique de vapeur à haute température et s'étend vers la pièce travaillée, la soudure devient profonde et étroite.
Apport calorifique minimal. Comme la température à l'intérieur du petit trou est très élevée, le processus de fusion se produit extrêmement rapidement, l'apport calorifique à la pièce travaillée est très faible et les déformations thermiques ainsi que la zone affectée par la chaleur sont réduits.
Haute densité. Comme les petits trous remplis de vapeur à haute température favorisent l'agitation de la piscine de soudage et l'échappement des gaz, cela aboutit à une soudure pénétrante sans pores. Le taux de refroidissement élevé après la soudure peut facilement affiner la structure de la soudure.
Soudures solides. En raison de la source de chaleur intense et de l'absorption complète des composants non métalliques, la teneur en impuretés est réduite, la taille des inclusions et leur distribution dans le bassin de fusion sont modifiées. Le processus de soudage n'a pas besoin d'électrodes ni de fils de remplissage, et la zone de fusion est moins contaminée, ce qui fait que la résistance et la ductilité de la soudure sont au moins égales, voire supérieures, à celles du métal de base.
Contrôle précis. Comme le point focalisé est petit, la couture de soudage peut être positionnée avec une grande précision. La sortie laser n'a pas d'« inertie » et peut être arrêtée et redémarrée à haute vitesse. Des pièces complexes peuvent être soudées en utilisant la technologie de mouvement CNC du faisceau.
Procédé de soudage atmosphérique sans contact. Comme l'énergie provient du faisceau de photons et qu'il n'y a aucun contact physique avec la pièce, aucune force extérieure n'est exercée sur la pièce. De plus, le magnétisme et l'air n'ont aucun effet sur la lumière laser.
Avantages du soudage par pénétration profonde au laser :
1) Étant donné que le laser focalisé présente une densité de puissance bien plus élevée que les méthodes conventionnelles, cela entraîne une vitesse de soudage rapide, une zone thermiquement affectée réduite et une petite déformation, et peut également souder des matériaux difficiles à souder comme le titane.
2) Comme le faisceau est facile à transmettre et à contrôler, il n'est pas nécessaire de changer fréquemment les pistolets à souder et les embouts, et il n'est pas nécessaire d'avoir un vide pour le soudage par faisceau d'électrons, ce qui réduit considérablement les temps d'arrêt et les temps auxiliaires, donc le facteur de charge et l'efficacité de production sont élevés.
3) En raison de l'effet de purification et du taux de refroidissement élevé, la couture de soudage possède une grande résistance, une grande ductilité et des performances globales.
4) En raison de la faible apport thermique moyen et de la haute précision du traitement, les coûts de retraitement peuvent être réduits ; en outre, les coûts d'exploitation du soudage laser sont également bas, ce qui peut réduire les coûts de traitement des pièces.
5) Il est possible de contrôler efficacement l'intensité du faisceau et la positionnement précis, et il est facile de réaliser une opération automatique.
Inconvénients du soudage par pénétration laser :
1) La profondeur de soudage est limitée.
2) L'assemblage des pièces impose des exigences élevées.
3) L'investissement initial dans le système laser est relativement élevé.