 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d'accueil
- Produits
- À Propos de Nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-nous

Effet de plasma dans le processus de soudage laser. Dans le processus de soudage laser, le plasma est un phénomène courant qui a une influence importante sur l'efficacité et la qualité du processus de soudage. Le plasma est constitué d'un gaz ionisé dans lequel les atomes ou molécules...
Nous contacter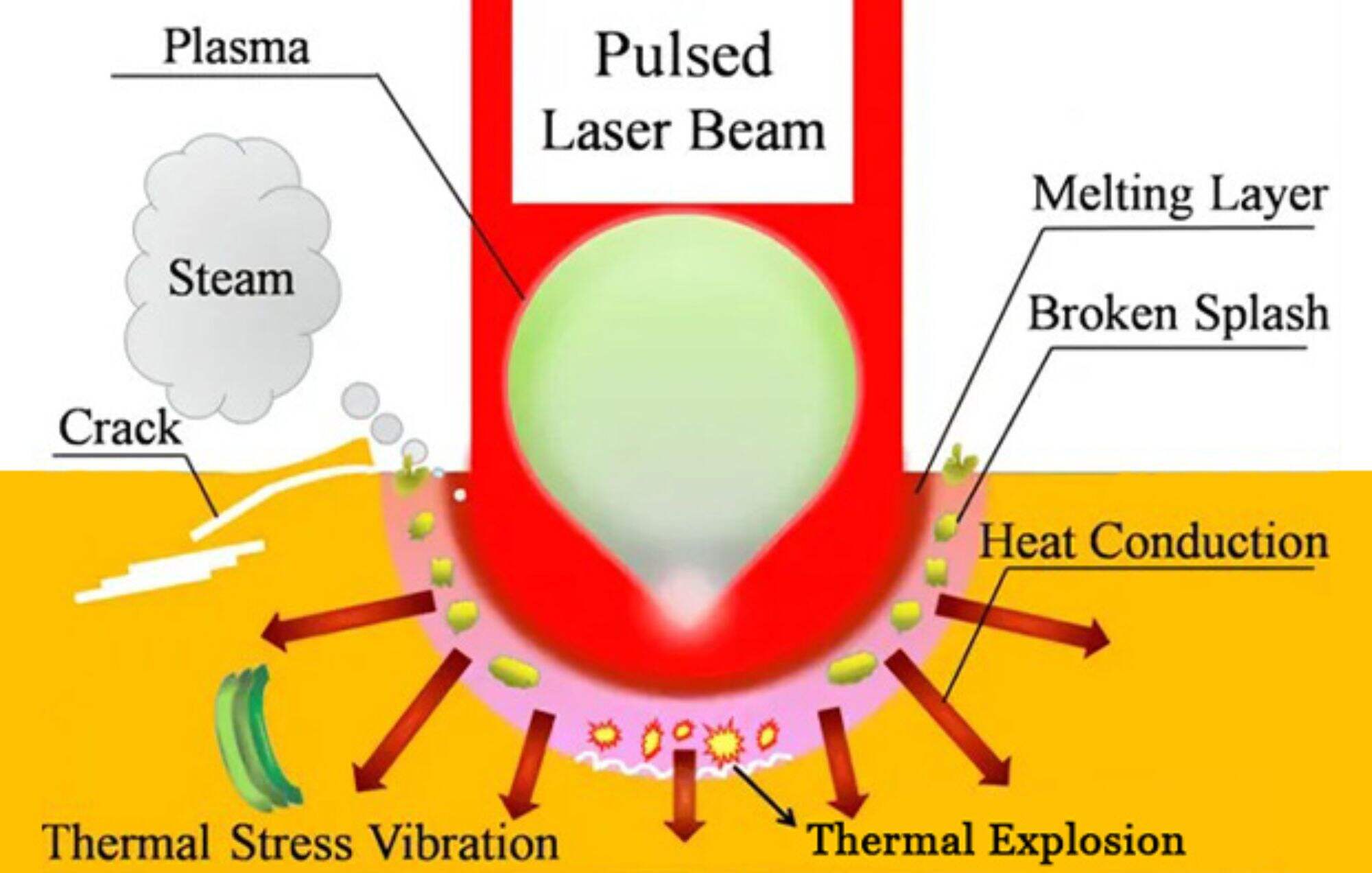
Effet de plasma dans le processus de soudage laser
Dans le soudage laser processus, le plasma est un phénomène courant qui a une influence importante sur l'efficacité et la qualité du processus de soudage. Le plasma est constitué d'un gaz ionisé dans lequel les atomes ou molécules du gaz perdent ou gagnent des électrons, formant des ions positifs et des électrons libres. Cet état de la matière est considéré comme le quatrième état de la matière, différent des solides, liquides et gaz.
1.1 Effet de Plasma - Définition de Plasma
Génération de plasma
Dans soudage laser , la génération de plasma suit généralement les étapes suivantes :
Rayonnement laser : Lorsqu'un faisceau laser à haute énergie frappe la surface d'une pièce, il chauffe d'abord la surface, provoquant une évaporation rapide du matériau.
Soudage laser cela est généralement accompagné d'un tourbillon de flammes, incluant des jets de flammes, de la lumière jaune, bleue et violette. Cette flamme est souvent appelée plasma.
Définition du plasma : Le plasma généré par la vaporisation de matériaux métalliques en raison du rayonnement laser lors du processus de soudage au laser est appelé plasma photo-induit. Les composants principaux du plasma photo-induit sont la vapeur métallique, les électrons libres, les ions et les particules électriquement neutres.
Le plasma, également appelé gaz ionisé, est constitué d'ions produits après l'ionisation d'atomes ou de groupes atomiques ayant perdu certains électrons. C'est un gaz ionisé macroscopiquement neutre sur une échelle supérieure à la longueur de Debye. Son mouvement est principalement dominé par les forces électromagnétiques et présente un comportement collectif significatif.
1.2 Effet de Plasma - Formation de Plasma
Évaporation et ionisation du matériau : En raison de l'énergie élevée du laser, le matériau évaporé (généralement de la vapeur métallique) absorbera davantage d'énergie laser. Lorsque l'énergie est suffisamment élevée, les atomes et molécules dans la vapeur seront ionisés pour former un plasma. Pendant ce processus, des électrons sont expulsés des atomes ou molécules, créant une grande quantité d'électrons libres et d'ions positifs.
Formation du nuage de plasma : Le plasma formé créera une structure en forme de nuage, située entre le faisceau laser et la surface de la pièce travaillée. En raison de ses caractéristiques de haute température et de haute densité, le nuage de plasma peut absorber et disperser davantage d'énergie laser, affectant ainsi la transmission du faisceau laser.
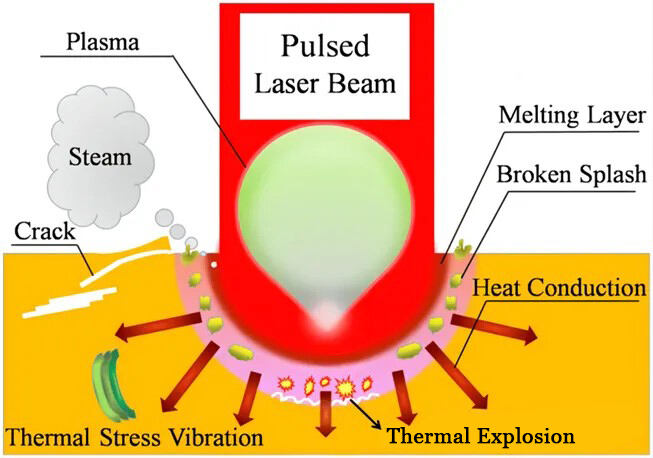
Pendant le processus de soudage par pénétration profonde au laser, lorsque la densité d'énergie du laser incident est suffisamment élevée, elle peut vaporiser le métal et former un trou clé dans la piscine fondue. En même temps, les électrons libres dans la vapeur métallique éjectée de la surface métallique et du trou clé, ainsi que ceux présents dans une partie du gaz de protection, absorbent l'énergie laser et accélèrent, augmentant leur énergie cinétique, ce qui les amène à entrer en collision avec les particules de vapeur et le gaz de protection, déclenchant ainsi une réaction en chaîne. Ce processus entraîne une ionisation importante, formant une couche dense de plasma au-dessus du trou clé. Cette couche de plasma dense peut avoir un impact significatif sur le processus de soudage au laser.
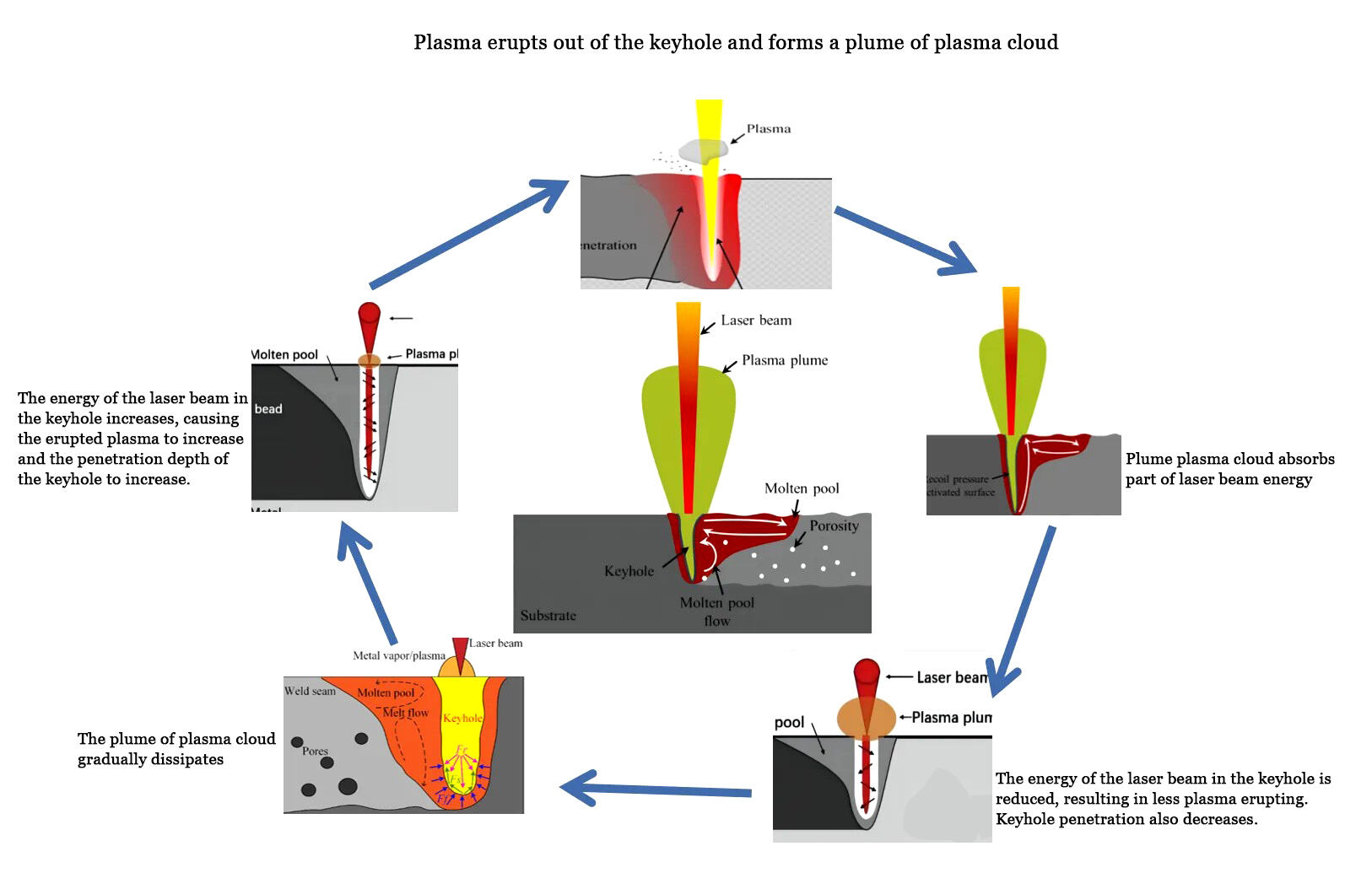
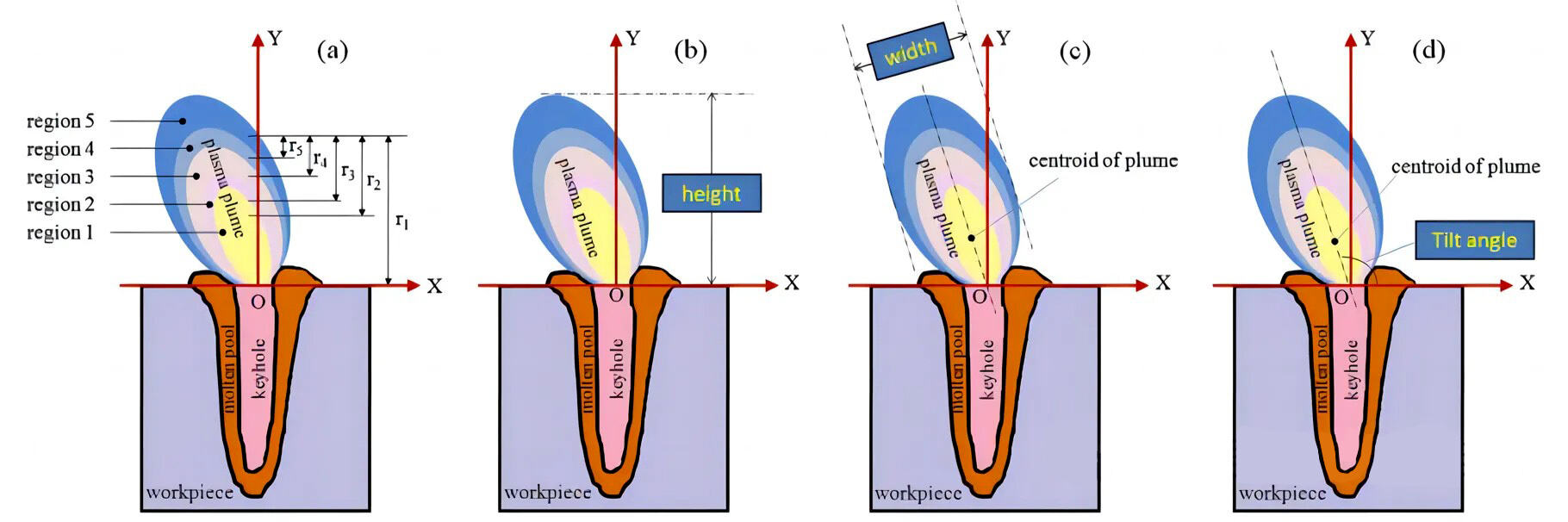
1.3 Effet de Plasma - Périodicité du Plasma
1.4 Le rôle du plasma dans la transmission d'énergie
Pendant le processus de soudage laser à haute puissance, lorsque le faisceau laser à haute densité d'énergie est émis continuellement, l'énergie est transférée à la surface de la pièce travaillée, fondant et évaporant continuellement le matériau métallique. Le nuage de vapeur s'éjecte rapidement vers le haut depuis le trou clé et s'ionise rapidement dès qu'il rencontre les conditions d'ionisation, formant ainsi un plasma. Le plasma généré se compose principalement de plasma de vapeur métallique.
Une fois que le plasma est formé, il réfracte et absorbe le faisceau lumineux incident, provoquant des phénomènes de réflexion, de diffusion et d'absorption qui peuvent bloquer le faisceau laser. Cela affecte en conséquence le couplage entre l'énergie laser et la pièce travaillée, influençant des facteurs tels que la profondeur de fusion, la formation de pores et la composition de la couture de soudure. Finalement, cela impacte directement la qualité du soudage laser et la fiabilité du procédé.
1.5 Réfraction du laser par le plasma
Plus de plasma s'accumule, plus cela affecte le soudage laser. Plus le laser se disperse, plus la densité d'énergie diminue, entraînant une baisse brutale de la profondeur de fusion. Par conséquent, des problèmes courants tels que des soudures incomplètes surviennent souvent en raison de l'absence de gaz de protection.
Effet de lentille négative du plasma
L'air est un milieu optiquement dense, tandis que le plasma est un milieu optiquement rare. Leur réfraction du laser provoque un écartement du faisceau laser, dégradant les performances de focalisation du laser et causant sa divergence, ce qui abaisse ainsi la densité d'énergie. Lorsque le faisceau laser incident traverse le plasma, cela provoque également un changement dans la direction de propagation du faisceau laser. L'angle de déviation est lié au gradient de densité électronique et à la longueur du plasma. Cela peut entraîner une distribution inégale de la densité d'énergie atteignant la surface du matériau, et les fluctuations d'énergie varieront avec les fluctuations du plasma.
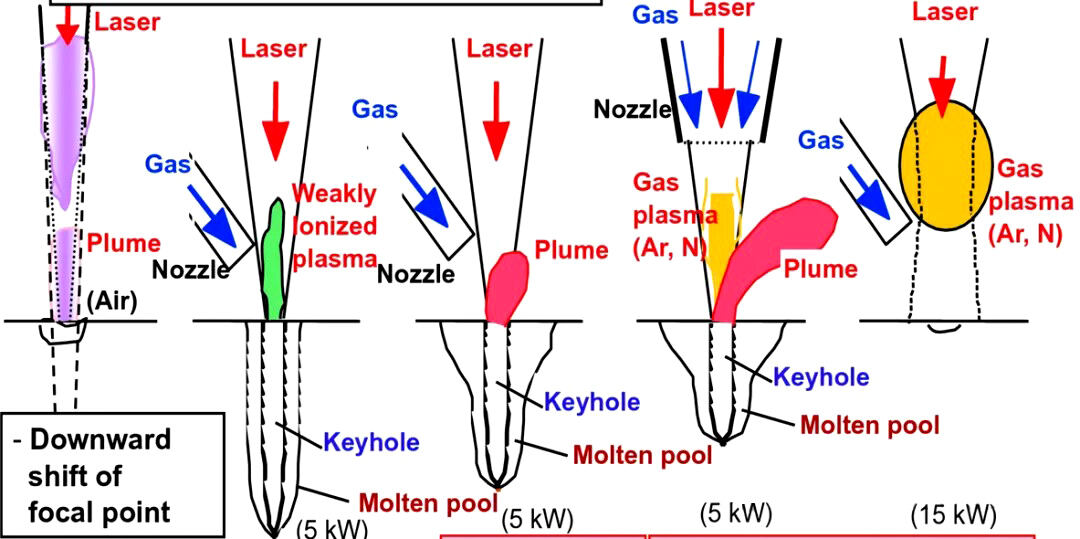
Comme le montre l'image ci-dessus : le plasma agit comme une lentille, se situant entre le matériau et le laser. Différentes méthodes de soufflage entraîneront différents effets de soudage : le soufflage latéral peut ne pas éloigner le plasma, tandis que le soufflage direct est meilleur.
1.6 Absorption de la lumière laser par le plasma
L'absorption de l'énergie laser par le plasma fait augmenter sa température et son degré d'ionisation. Le processus d'absorption peut être divisé en absorption normale et absorption anormale.
L'absorption normale, également appelée absorption inverse de bremsstrahlung, correspond à la situation où les électrons sont excités par le champ électrique du laser et subissent des oscillations à haute fréquence. Ils entrent en collision avec les particules environnantes (principalement des ions), transférant de l'énergie entre elles, ce qui augmente ainsi la température et l'ionisation du plasma.
L'absorption anormale fait référence à un processus où l'énergie laser est convertie en énergie d'onde plasma par une série de mécanismes non collisionnels, puis transformée en énergie thermique du plasma par différents mécanismes de dissipation, avant d'être transférée dans l'air et dissipée.
En raison de l'effet absorbant du plasma sur le laser, seule une partie de l'énergie laser incidente peut traverser le plasma et atteindre la surface de la pièce. Cela augmente les pertes de transmission d'énergie dans le chemin optique externe (de la sortie QBH du laser à la surface du matériau), réduit la densité d'énergie laser et diminue le taux d'absorption global. Si la fenêtre est située à la limite supérieure, cela peut facilement entraîner un soudage défectueux, surtout pour les matériaux à haute réflectivité (comme l'aluminium et le cuivre).
1.7 Suppression de l'effet plasma
Les principaux facteurs affectant l'indice de réfraction du plasma et l'effet de lentille négative sont :
Densité de puissance laser :
Plus la densité de puissance est élevée, plus la température du plasma est haute, ce qui signifie que la densité des électrons dans le plasma est également plus grande. Plus la densité des électrons est élevée, plus l'indice de réfraction est faible, ce qui amplifie ainsi l'effet de lentille négative.
Longueur d'onde du laser : La relation entre la longueur d'onde et la fréquence angulaire est ω = 2πc/λ (où c est la vitesse de la lumière, et λ est la longueur d'onde). Plus la longueur d'onde du laser est grande, plus la fréquence angulaire et l'indice de réfraction sont faibles, ce qui rend l'effet de lentille négative plus marqué. Le soudage à courte longueur d'onde (lumière bleue, lumière verte) présente des avantages et est relativement plus stable.
Type de gaz protecteur : À température égale, le degré d'ionisation de l'argon est plus élevé, entraînant une densité électronique plus importante et un indice de réfraction plus faible, ce qui accentue l'effet de lentille négative. En comparaison, l'effet protecteur du gaz hélium est meilleur.
Débit de gaz protecteur : Augmenter le débit de gaz dans une certaine plage peut souffler la nuée plasma au-dessus de la piscine fondue, réduisant ainsi l'effet de lentille négative du plasma.
Matériaux à souder : En général, il n'y a pas de choix. Lorsque le point de fusion du matériau à souder est bas et facile à ioniser, la densité de nombre d'électrons dans le plasma augmente, entraînant une augmentation significative de l'effet de lentille négative. Si cette possibilité a un impact majeur sur le laser, d'autres traitements par faisceaux d'énergie tels que les faisceaux d'électrons devraient être envisagés.
Il existe de nombreux facteurs qui influencent le plasma pendant le processus de soudage, qui peuvent être résumés comme suit :
Longueur d'onde du laser : La valeur d'allumage et le seuil de maintenance du plasma sont proportionnels au carré de la longueur d'onde. Les lasers à courte onde (lumière bleue, lumière verte) ont des temps de maintenance du plasma plus courts et le processus sera donc plus stable ;
Densité de puissance du laser : La température et la densité des électrons du plasma augmentent avec l'augmentation de la densité de puissance du laser, une densité de puissance excessive est la principale cause de l'instabilité du plasma (une source de chaleur composite (tache annulaire, fibre-semiconductor composite, arc laser composite) peut réaliser un contrôle de la distribution de l'énergie de la source de chaleur. Comparé au soudage au laser à fibre simple, l'effet de plasma a moins d'impact sur le processus de soudage, ce qui rend le processus plus stable);
Taille du point : Plus le diamètre du point est petit, plus les valeurs d'allumage et de maintenance du plasma sont élevées (le soudage oscillant peut être évité);
Propriétés du matériau : La densité et l'énergie d'ionisation du matériau ont une grande influence sur le plasma. Plus l'énergie d'ionisation est faible et plus la réflectivité du métal est élevée, plus il est sensible à l'effet de plasma affectant la stabilité du soudage en profondeur;
Gaz ambiant et pression : On pense généralement que les gaz avec une bonne conductivité thermique et une haute énergie d'ionisation ont une valeur de mise en route du plasma et un seuil de maintenance élevés. Plus la pression ambiante est faible, plus la température des électrons, la densité des électrons et la hauteur du centre du plasma sont basses. Sous vide et à pression négative, le soudage par laser en pénétration profonde est plus stable qu'à pression normale.
Écoulement gazeux : À mesure que le débit du gaz ambiant augmente, le volume du plasma diminue, réduisant ainsi l'absorption du laser, ce qui peut également atténuer efficacement l'impact du plasma sur le processus de soudage en pénétration profonde. Cependant, un débit d'air excessif provoque des fluctuations à la surface de la mare de soudage et des projections de métal fondu, ainsi que des défauts comme des fissures et une rugosité de surface causés par une dissipation excessive de chaleur.
Vitesse de soudage : La température centrale du plasma augmente avec la diminution de la vitesse de soudage. Plus la vitesse de soudage est faible, plus il est facile de générer du plasma et plus celui-ci devient instable. Dans une certaine mesure, augmenter la vitesse peut également améliorer la stabilité du processus de soudage.
Contrôler le plasma en modifiant certains des facteurs ci-dessus pour réduire ou éliminer son interférence avec le laser
Les méthodes de contrôle incluent les suivantes :
Soudage oscillant : La tête de traitement au laser oscille d'avant en arrière le long de la direction de soudage. Après l'apparition du trou clé et avant la formation du plasma, le point lumineux est déplacé instantanément vers le bord arrière de la flaque de soudure ou vers un autre emplacement pour éviter que le plasma n'affecte le chemin de transmission de la lumière.
Soudage par impulsion laser : Ajuster l'impulsion et la fréquence du laser pour que le temps d'irradiation du laser soit inférieur au temps de formation du plasma. Cela garantit que le laser touche toujours pendant la phase de dispersion du cycle de formation et de dissipation du plasma, évitant ainsi l'interférence du plasma sur la transmission de la lumière.
Soudage à basse pression : Utiliser un soudage sous pression réduite, lorsque la pression est en dessous d'un certain niveau, la densité de vapeur métallique à la surface du matériau et à l'intérieur du trou clé est faible, et le plasma disparaît.
Soufflage de gaz protecteur :
L'un consiste à utiliser un gaz auxiliaire pour éloigner le plasma ;
Une autre méthode consiste à supprimer l'ionisation des gaz environnementaux et à comprimer la vapeur d'ions métalliques en utilisant un gaz avec une bonne conductivité thermique et une énergie d'ionisation élevée. Un tuyau coaxial à double couche aligné avec le flux principal peut être utilisé. Le tuyau extérieur forme un certain angle avec la direction horizontale. La composante radiale du flux d'air provenant de la couche externe est utilisée pour souffler le plasma autour. Un tuyau droit peut également être utilisé pour viser le plasma et souffler de l'air latéralement dans la direction de soudage. Cela impose des exigences strictes en termes de précision de positionnement du tuyau de soufflage latéral et de contrôle du flux d'air. Parmi de nombreuses méthodes de contrôle, contrôler le plasma par le flux d'air est relativement flexible et simple. Par conséquent, le gaz de protection à soufflage latéral est une méthode largement utilisée dans la soudage laser par perçage profond.
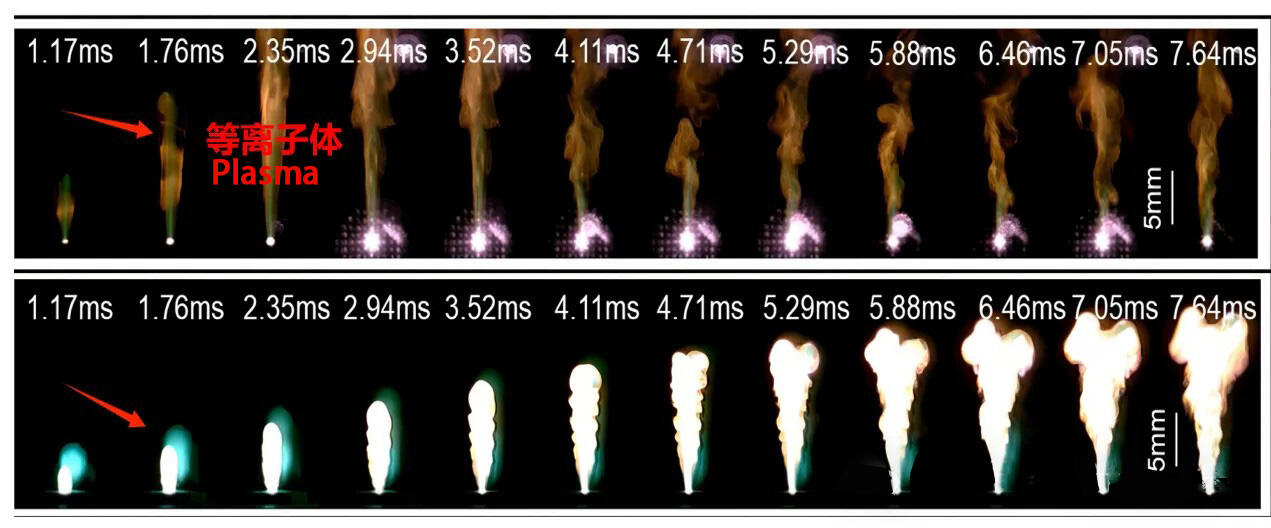
Le laser émet, irradie la surface du matériau et génère un plasma. Lorsque la densité du plasma photo-induit est trop élevée, cela augmentera significativement les pertes d'énergie laser, affaiblissant la densité d'énergie incidente sur la surface de la pièce. La quantité de vapeur métallique produite diminue, et le plasma disparaît progressivement. À ce moment-là, le laser peut être directement irradié sur la surface de la pièce, générant à nouveau une grande quantité de vapeur métallique, et l'intensité du plasma augmente progressivement, boucliant à nouveau le laser incident. L'intensité du plasma reste dans un processus de changement périodique. Par l'analyse spectrale et l'enregistrement vidéo haute vitesse, la fréquence des oscillations d'intensité du plasma est observée être d'environ quelques centaines d'Hertz. Cela peut également entraîner des fluctuations périodiques en dents de scie dans le soudage au laser, en particulier dans le soudage des plaques minces (La modulation CW modulée du laser est une direction pour résoudre ces problèmes).