EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d’accueil
- Produits
- À Propos de Nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-Nous

définition du trou de serrure : Lorsque l'intensité du rayonnement est supérieure à 10^6W/cm^2, lorsque la surface d'un matériau fond et s'évapore sous l'action d'un laser, et lorsque la vitesse d'évaporation est suffisamment grande, la pression de recul...
Contactez-nous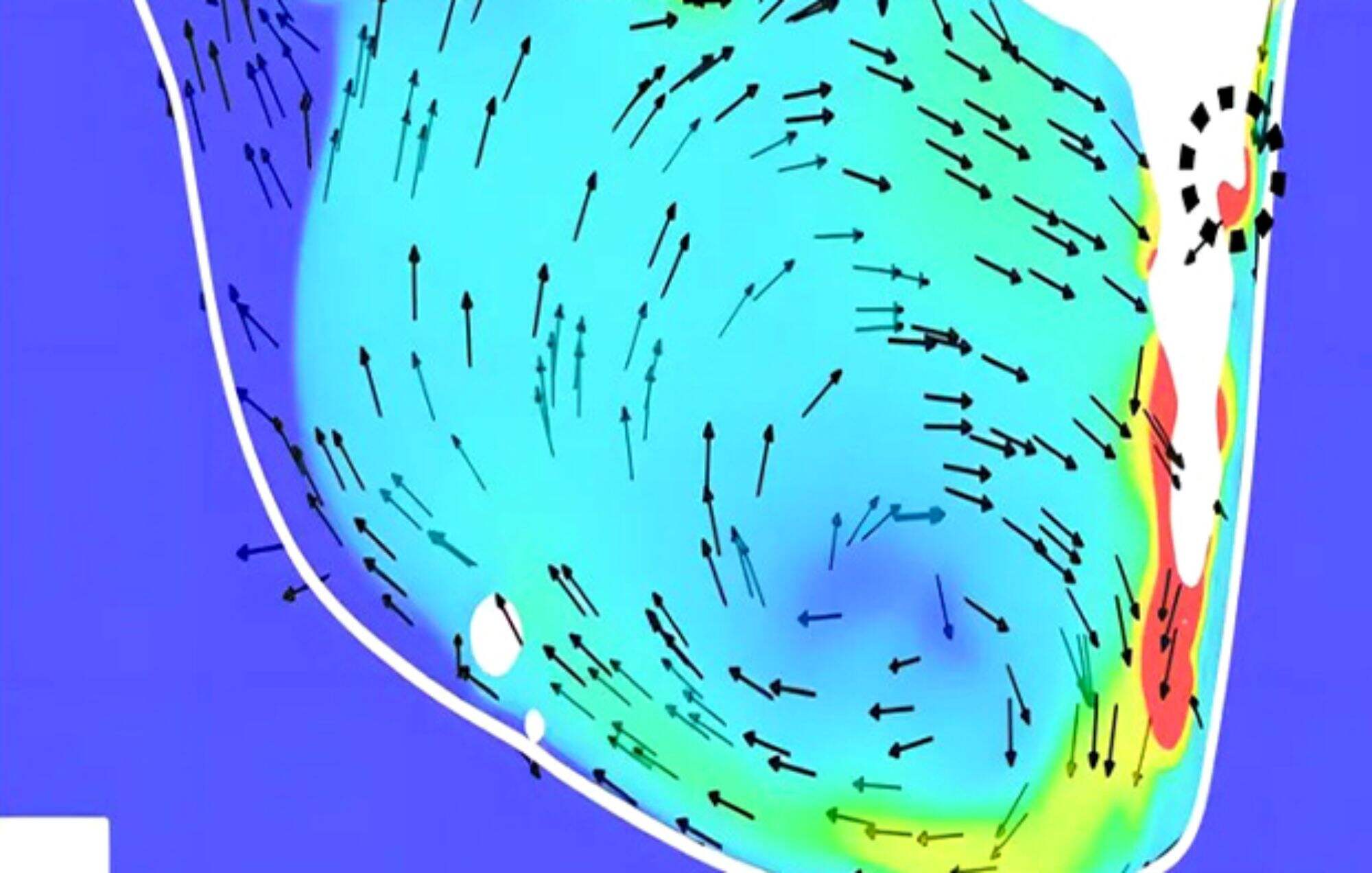
définition du trou de serrure
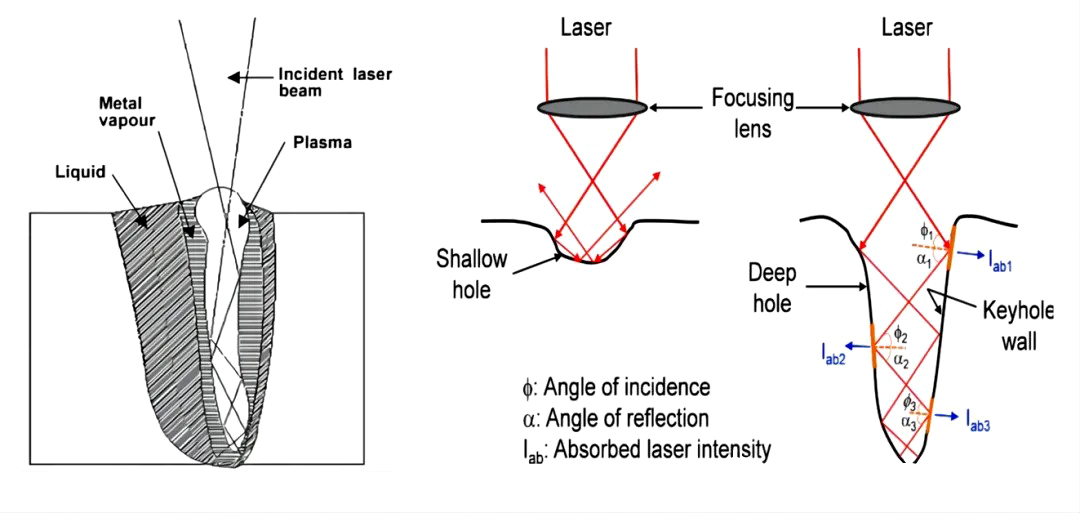
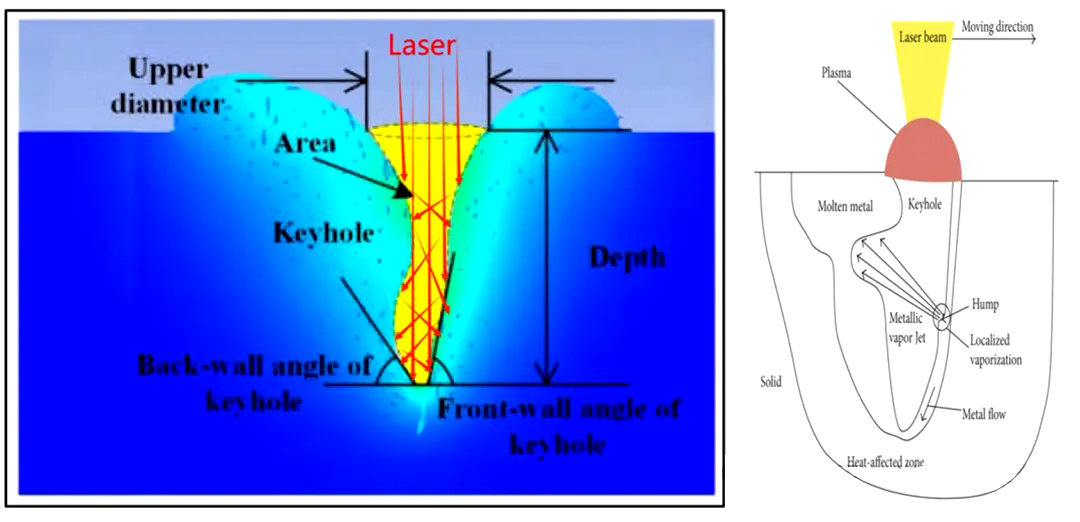
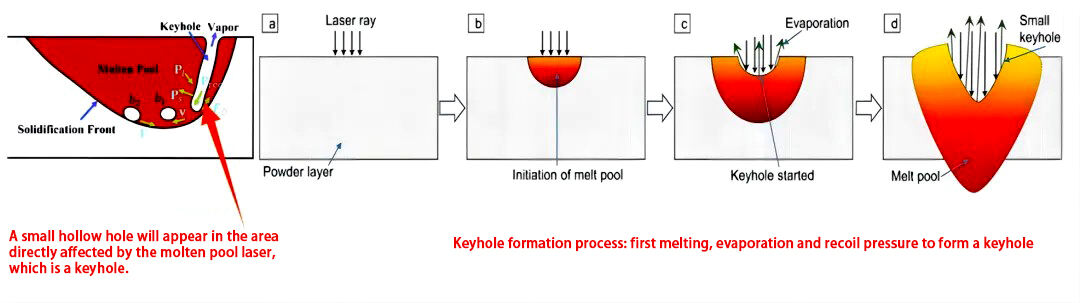
Définition du trou de serrure : Lorsque l'intensité du rayonnement est supérieure à 10^6W/cm^2, lorsque la surface d'un matériau fond et s'évapore sous l'action d'un laser, et lorsque la vitesse d'évaporation est suffisamment grande, la pression de recul générée par la vapeur est suffisante pour surmonter la tension superficielle du métal liquide et la gravité du liquide, en poussant ainsi une partie du métal liquide. Cela provoque le creusement de la piscine de fusion dans la zone d'action du laser, formant un petit cratère. Le faisceau agit directement sur le fond du petit cratère, ce qui fait que le métal fond davantage et s'évapore. La vapeur à haute pression continue de pousser le métal liquide au fond du cratère vers les environs de la piscine de fusion, approfondissant ainsi le petit trou. Comme ce processus se poursuit, un trou ressemblant à un trou de serrure se forme finalement dans le métal liquide.
L'effet de trou de serrure en soudage laser fait référence à la formation de petites bulles ou de trous en raison de la dilatation thermique du matériau et de l'évaporation des gaz internes pendant le processus de soudage laser. Ces trous peuvent affecter la qualité du soudage et la résistance de la couture de soudage. L'effet de creux se produit principalement pour les raisons suivantes :
1) Dilatation thermique du matériau : La haute densité d'énergie du faisceau laser augmente rapidement la température dans la zone de soudage, provoquant une dilatation thermique du matériau. Cela entraîne la génération de contraintes et de déformations dans la zone de soudage. Lorsque la dilatation thermique du matériau de soudage n'est pas uniforme, il est facile de former des trous.
2) Évaporation des gaz internes : Il existe de petits gaz ou impuretés dans le matériau de soudage. Lorsque le faisceau laser est dirigé sur la zone de soudage, la haute température provoque l'évaporation rapide de ces gaz, formant des bulles ou des trous. Ces bulles peuvent entraver la formation de la mare de soudage et le remplissage du métal fondu, affectant ainsi la qualité de la soudure.
3) Réactions chimiques du matériau : À haute température, le matériau de soudage réagit chimiquement avec l'oxygène, la vapeur d'eau et d'autres éléments présents dans l'environnement environnant, générant des oxydes ou d'autres composés. Ces composés abaissent le point de fusion de la zone de soudage, augmentent la libération de gaz pendant le processus de soudage et provoquent davantage l'effet de trou clé.
Lorsque la pression de la vapeur métallique générée par le faisceau laser dans les micro-pores atteint un équilibre avec la tension superficielle et la gravité du métal liquide, les micro-pores ne s'enfoncent plus, formant ainsi un micro-pore à profondeur stable. C'est ce qu'on appelle l'« effet de trou clé ».
2.Formation et développement du trou clé
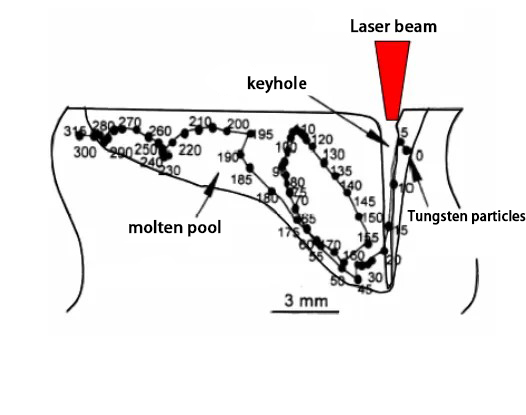
Pendant le processus de soudage, la paroi du trou clé est constamment en état de forte fluctuation. La fine couche de métal fondu sur la paroi avant du trou clé s'écoule vers le bas avec les fluctuations de la paroi. Toute protubérance sur la paroi avant du trou clé va s'évaporer fortement sous l'irradiation des lasers à haute densité d'énergie. La vapeur générée est expulsée vers l'arrière, frappant le métal fondu sur la paroi postérieure, provoquant des oscillations dans la mare de fusion et affectant l'écoulement des bulles dans la mare de fusion lors du processus de solidification.
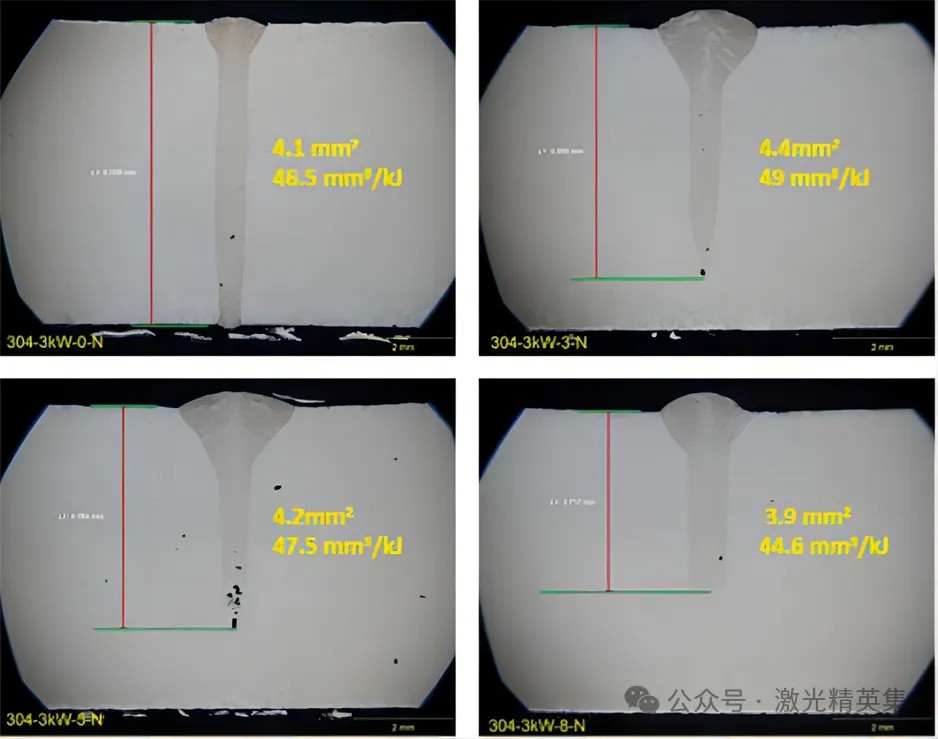
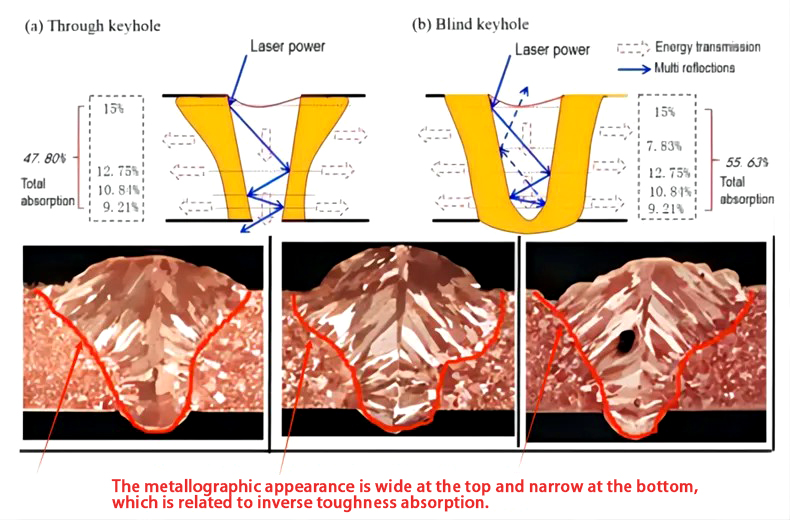
En raison de la présence des micropores, l'énergie du faisceau laser pénètre dans le matériau, formant cette couture de soudage profonde et étroite. L'image ci-dessus montre la morphologie typique de la section transversale d'une soudure par laser en profondeur. La profondeur de la soudure et la profondeur du trou clé sont proches (pour être précis, la comparaison métallographique montre que la soudure est de 60 à 100 µm plus profonde que le trou clé, différant par une couche de phase liquide). Plus la densité d'énergie laser est élevée, plus le trou clé est profond, et plus la profondeur de la soudure est grande. En soudures laser haute puissance, le rapport maximal entre la profondeur et la largeur de la soudure peut atteindre 12:1.
L'instabilité du trou clé pendant le processus de soudage est principalement causée par l'évaporation du métal local sur la paroi avant du trou clé. Les facteurs responsables des porosités sont :
1) L'évaporation locale entraîne l'infiltration du gaz protecteur ;
2) La combustion des éléments alliés ;
3) Lors du soudage au laser de l'aluminium et de ses alliages, la solubilité de l'hydrogène dans l'aluminium diminue considérablement pendant le processus de refroidissement.
3. Analyse de l'absorption de l'énergie laser dans le trou clé
Avant la formation du petit trou et du plasma, l'énergie du laser est principalement transférée à l'intérieur de la pièce par conduction thermique. Le processus de soudage appartient au soudage par conduction (jusqu'à 0,5 mm de profondeur de fusion), et le taux d'absorption du matériau pour le laser est compris entre 25 % et 45 %. Une fois que le trou clé se forme, l'énergie du laser dépend principalement de l'effet du trou clé pour être directement absorbée à l'intérieur de la pièce. Le processus de soudage devient un soudage à pénétration profonde (plus de 0,5 mm de profondeur de fusion) , et le taux d'absorption peut atteindre 60 à 90 % ou plus. L'effet du trou clé joue un rôle extrêmement important dans l'intensification de l'absorption des lasers dans les processus tels que soudage laser , découpage et perçage. Le faisceau laser entrant dans l'orifice est presque complètement absorbé par de multiples réflexions sur les parois de l'orifice.
On pense généralement que le mécanisme d'absorption d'énergie du laser dans l'orifice comprend deux processus : l'absorption par bremsstrahlung inverse et l'absorption de Fresnel.
3.1 Absorption de Fresnel
L'absorption de Fresnel est le mécanisme d'absorption des parois de l'orifice pour le laser, qui décrit le comportement d'absorption du laser lors de multiples réflexions dans l'orifice. Lorsque le laser pénètre dans l'orifice, des réflexions multiples se produisent sur la paroi interne de l'orifice, et à chaque processus de réflexion, une partie de l'énergie du laser est absorbée par la paroi de l'orifice.
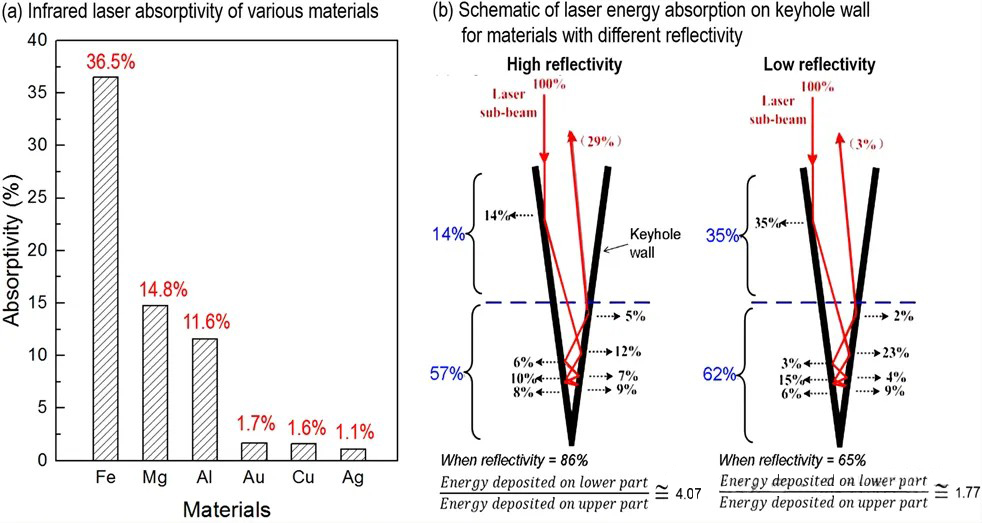
D'après le graphique à gauche, on peut voir que le taux d'absorption de l'acier pour les lasers infrarouges est environ 2,5 fois supérieur à celui du magnésium, 3,1 fois supérieur à celui de l'aluminium et 36 fois supérieur à celui de l'or, de l'argent et du cuivre. Pour les matériaux à haute réflectivité, les réflexions multiples du faisceau laser dans le petit trou sont le principal mécanisme d'absorption d'énergie dans le processus de soudage laser par fusion profonde.
Le faible taux d'absorption entraîne une efficacité de couplage énergétique plus basse lors du soudage laser des matériaux hautement réfléchissants (71 % contre 97 %), ainsi qu'une concentration plus élevée de l'absorption d'énergie au fond du petit trou. Lors du processus de soudage laser des matériaux hautement réfléchissants, la distribution de l'énergie le long de la profondeur du petit trou est déséquilibrée, ce qui accélère l'instabilité du trou et provoque des porosités, une fusion incomplète et une apparence défectueuse.
3.2 Absorption inverse de la toughness
Un autre mécanisme d'absorption par le petit trou est par l'absorption de rayonnement plasmonique inverse le plasma photo-induit existe non seulement au-dessus de la sortie du petit trou, mais il remplit également le trou. Le laser se propage dans le plasma entre deux réflexions sur le mur du trou, une partie de son énergie est absorbée par le plasma, et l'énergie absorbée par le plasma est transférée au mur du trou par convection et rayonnement.
Le rôle et la proportion des deux mécanismes d'absorption d'énergie les deux mécanismes d'absorption de l'énergie laser à l'intérieur des petits trous ont des impacts différents sur la formation de la soudure.
• La majeure partie de l'énergie absorbée par le plasma est libérée dans la partie supérieure du petit trou, et moins dans la partie inférieure, ce qui facilite l'obtention d'un trou en forme de "verre à vin", mais n'est pas favorable à l'allongement de la profondeur du trou.
• L'énergie libérée par l'absorption de Fresnel du mur du trou est relativement uniforme dans la direction de la profondeur du trou, ce qui est bénéfique pour augmenter la profondeur du trou et finalement obtenir une soudure relativement profonde et étroite.
Du point de vue de l'amélioration de la qualité et de l'efficacité du soudage, si le plasma à l'intérieur du petit orifice peut être contrôlé de manière à être plus avantageux pour la stabilité du soudage, la modulation laser, le mode annulaire ajustable et la source de chaleur composite sont tous des solutions techniques potentiellement efficaces.
4. Équilibre de pression à l'intérieur du trou clé
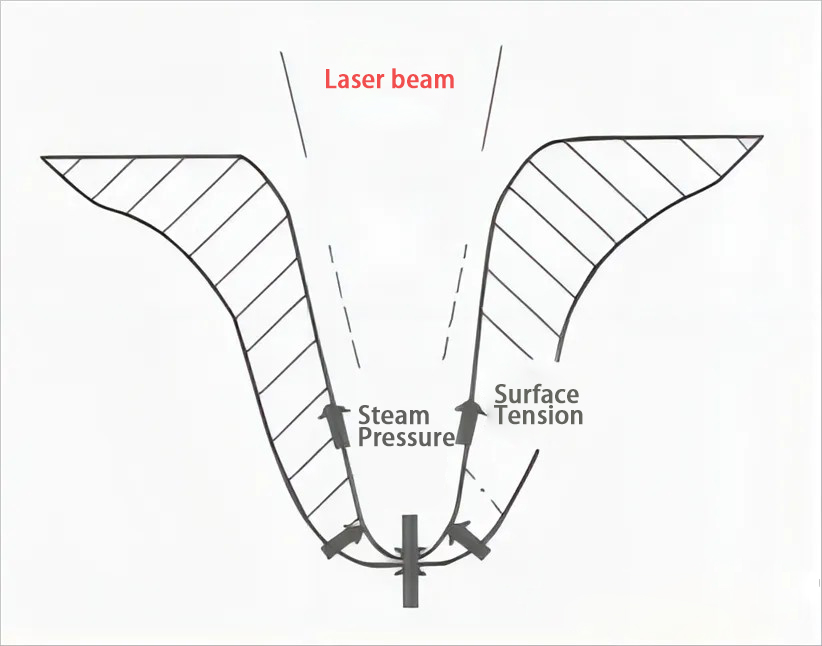
Pendant le soudage par fusion profonde au laser, le matériau vaporise de manière spectaculaire et la pression d'expansion de la vapeur à haute température pousse le métal liquide de côté, formant un petit trou. À l'intérieur du petit trou, en plus de la pression de vapeur du matériau et de la pression d'ablation (également appelée force de réaction d'évaporation ou pression de recul), il existe également une tension superficielle, une pression statique liquide causée par la gravité, ainsi qu'une pression dynamique fluide générée par l'écoulement du matériau fondu. Parmi ces pressions, seule la pression de vapeur aide à maintenir le petit trou ouvert, tandis que les trois autres forces tentent toutes de faire se fermer le petit trou. Pour maintenir la stabilité du petit trou pendant le processus de soudage, la pression de vapeur doit être suffisante pour surmonter les autres forces de résistance, afin d'atteindre un état stable et de maintenir la stabilité à long terme du trou clé. Pour simplifier, on considère généralement que les forces agissant sur la paroi du trou clé sont principalement la pression d'ablation (pression de recul des vapeurs métalliques) et la tension superficielle.
5. Instabilité du trou de serrure
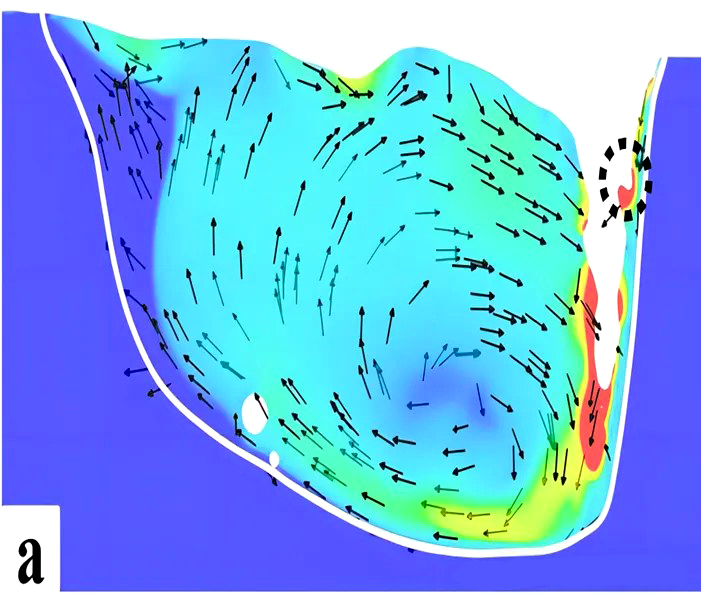
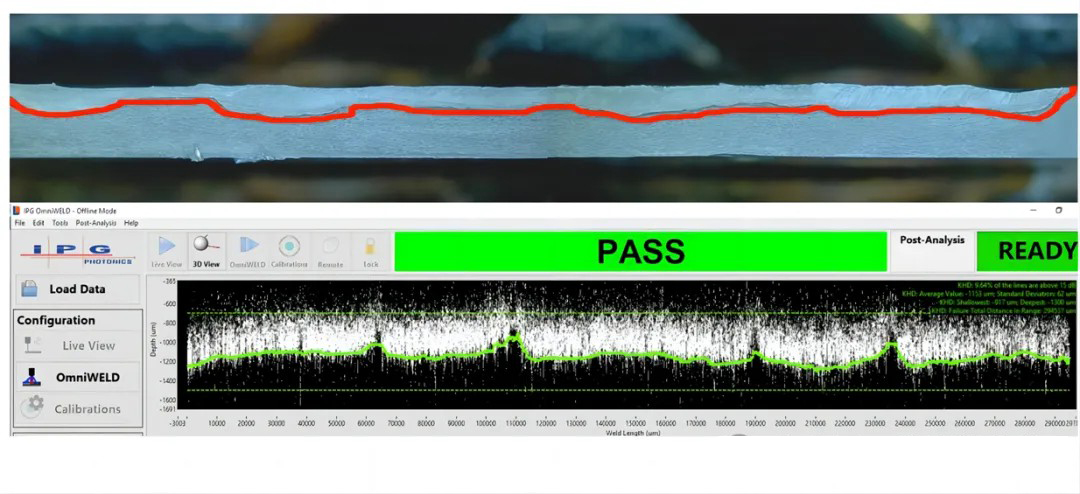
Lorsque le laser agit sur la surface du matériau, une grande quantité de métal s'évapore, la pression de recul pousse la piscine fondue vers le bas, formant un orifice, ainsi que du plasma, ce qui augmente la profondeur de fusion. Pendant le processus de mouvement, lorsque le laser frappe le mur avant de l'orifice, toutes les positions où le laser entre en contact avec le matériau provoquent une évaporation violente du matériau. En même temps, il y a une perte de masse sur la paroi de l'orifice, et la pression de recul générée par l'évaporation pousse également le métal liquide vers le bas, faisant fluctuer la paroi interne de l'orifice vers le bas, contournant le fond de l'orifice et se déplaçant vers la piscine fondue à l'arrière de l'orifice. En raison des mouvements fluctuants de la piscine fondue liquide de la paroi avant à la paroi arrière, le volume interne de l'orifice change constamment, et la pression interne de l'orifice change également en conséquence. La variation de la pression entraîne une variation du volume du plasma effusif. Le changement du volume du plasma provoque des variations dans l'écran, la réfraction et l'absorption de l'énergie laser, causant des variations dans l'énergie du laser atteignant la surface du matériau. Tout le processus est dynamique et cyclique, aboutissant finalement à une profondeur de fusion métallique en dents de scie et ondulée, et il n'y a pas de joint de soudage avec une profondeur uniformément lisse.
La vue en coupe de la zone centrale de la soudure obtenue par découpe longitudinale le long du centre, parallèlement à la soudure, ainsi que le graphique des variations de profondeur du keyhole mesurées en temps réel par IPG-LDD, corroborent cela.
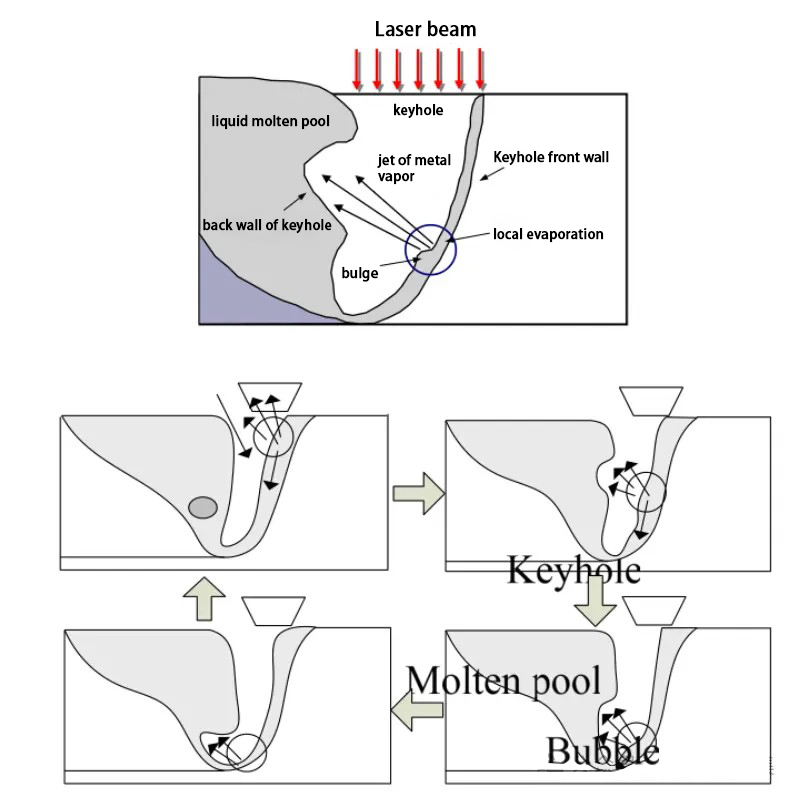
6. Fluctuations périodiques du keyhole
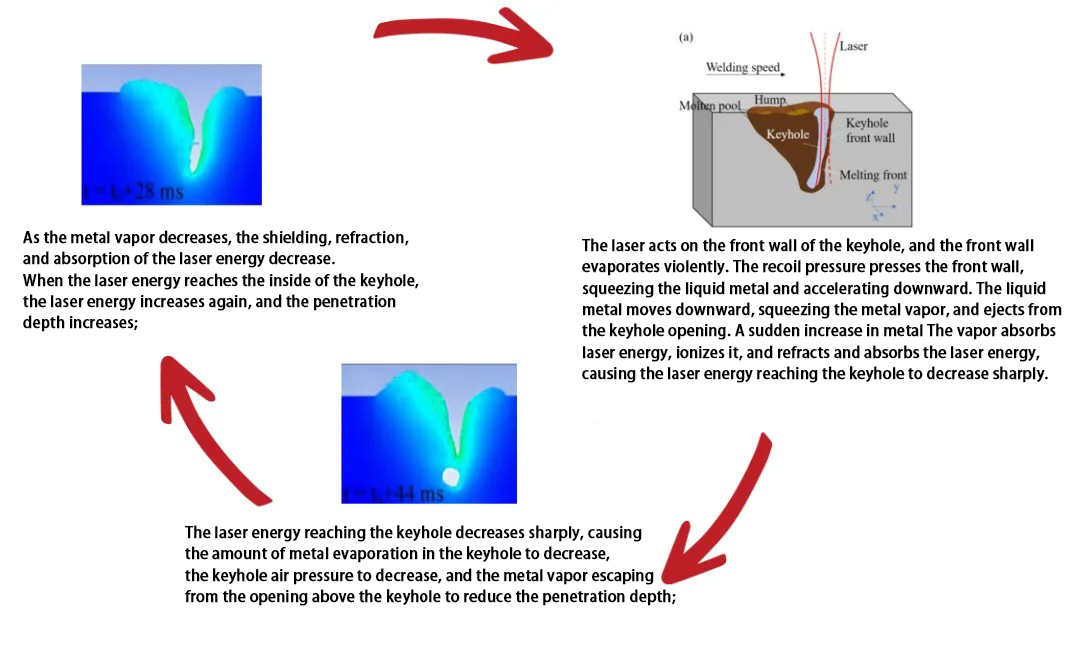
1. Le laser agit sur le mur avant du keyhole, provoquant une évaporation violente du mur avant. La pression de recul écrase le mur avant, comprimant le métal liquide pour accélérer son mouvement vers le bas. Le mouvement vers le bas du métal liquide comprime la vapeur de métal pour qu'elle s'échappe par l'ouverture du keyhole. La vapeur de métal soudainement augmentée absorbe l'énergie laser et ionise, tout en réfractant et absorbant également l'énergie laser, ce qui entraîne une baisse brutale de l'énergie laser atteignant le keyhole.
la forte diminution de l'énergie laser atteignant l'orifice provoque une réduction de la quantité de vaporisation du métal à l'intérieur de l'orifice. Cela entraîne une baisse de la pression dans l'orifice, la quantité de vapeur de métal s'échappant par l'ouverture supérieure de l'orifice diminue, et la profondeur de fusion diminue.
avec la diminution de la quantité de vapeur de métal, l'écran, la réfraction et l'absorption de l'énergie laser diminuent, ce qui provoque une augmentation de l'énergie laser atteignant l'intérieur de l'orifice et une augmentation de la profondeur de fusion.
l'orifice réprime la direction de l'onde
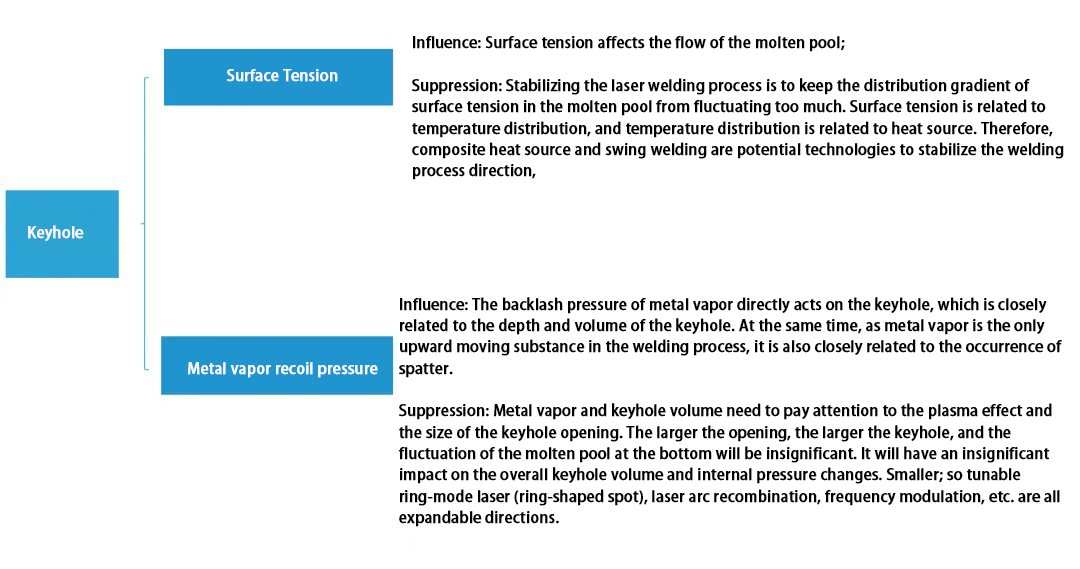
1) Tension superficielle
Influence : La tension superficielle affecte l'écoulement du bain fondant ;
Inhibition : Stabiliser le processus de soudage laser implique de maintenir la distribution graduelle de la tension de surface dans la piscine fondue sans fluctuations excessives. La tension de surface est liée à la distribution de température, qui est elle-même liée à la source de chaleur. Par conséquent, les sources de chaleur composites et le soudage oscillant sont des approches techniques potentielles pour stabiliser le processus de soudage.
2) Pression de recul de la vapeur métallique
Influence : La pression de recul de la vapeur métallique affecte directement la formation des cavités laser, et est étroitement liée à la profondeur et au volume de ces cavités. De plus, comme la vapeur métallique est la seule substance se déplaçant vers le haut pendant le processus de soudage, elle est étroitement liée à l'occurrence des projections.
Inhibition : La relation entre la vapeur métallique et le volume du trou clé nécessite une attention portée à l'effet de plasma et à la taille de l'ouverture du trou clé. Plus l'ouverture est grande, plus le trou clé est important, rendant les fluctuations dans la petite piscine fondue au fond négligeables. Cela a moins d'impact sur le volume global du trou clé et les variations de pression interne. Par conséquent, le laser à mode anneau ajustable (taches en forme d'anneau), la combinaison laser-arc, la modulation de fréquence, etc., sont tous des directions potentielles d'expansion.