 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d’accueil
- Produits
- À Propos de Nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-Nous

RÉSUMÉ : Cette étude vise à déterminer le schéma optimal de soudage laser pour l'alliage d'aluminium 6063 afin d'améliorer la résistance à la traction du point de soudure, en réponse au fait que la résistance à la traction des soudures par points réalisées sur cet alliage à l'aide d'un laser pulsé est faible et ne satisfait pas les exigences...
Contactez-nous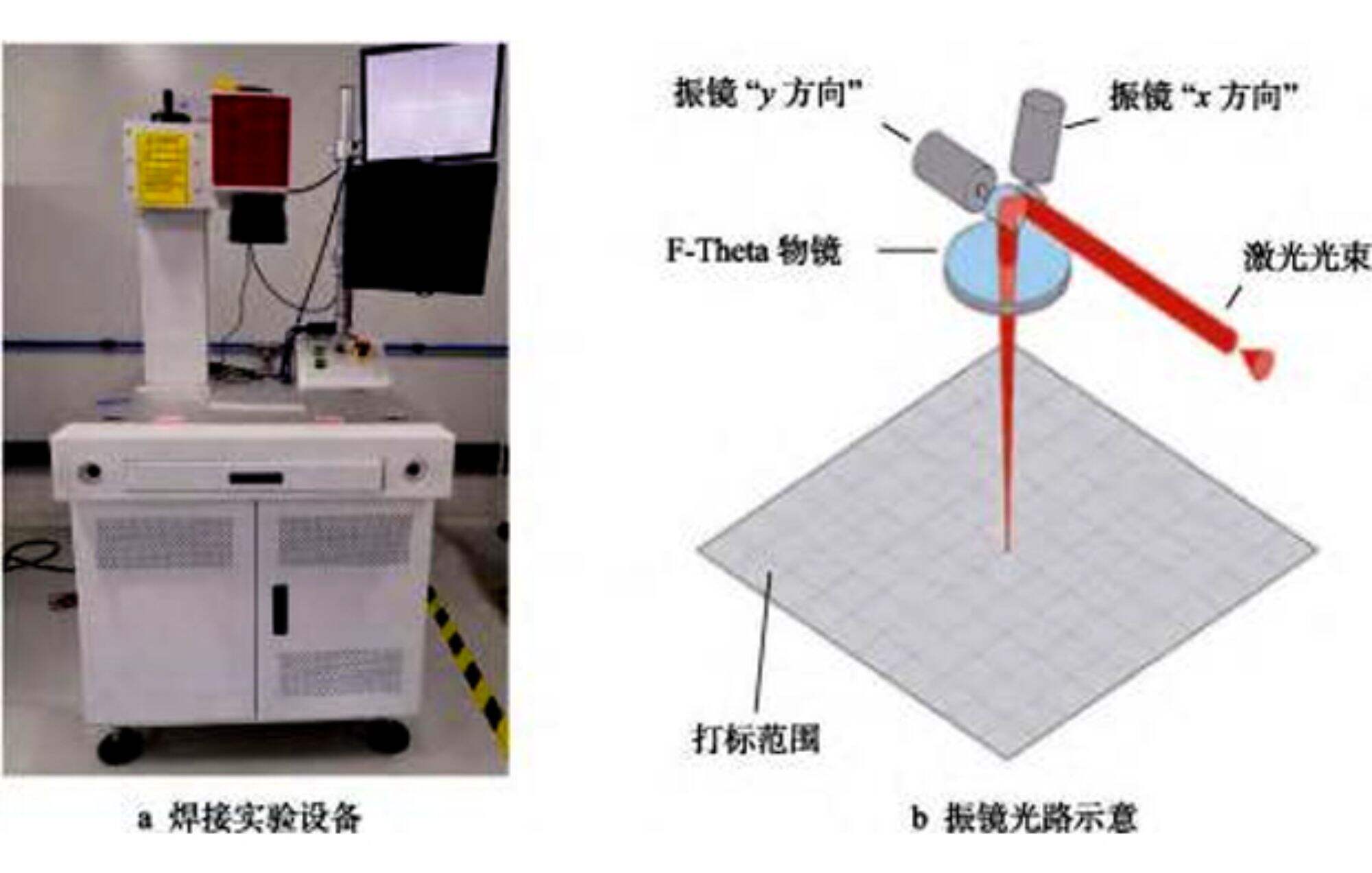
Abstrait :Le travail vise à étudier le schéma optimal soudage laser pour l'alliage d'aluminium 6063 afin d'améliorer la résistance du point de soudure, étant donné que la résistance de l'alliage d'aluminium 6063 soumis au soudage par impulsions laser est faible et ne répond pas aux besoins réels. Le laser à fibre optique monocouche a été utilisé pour souder l'alliage d'aluminium 6063, et des points en spirale ont été formés à l'aide d'une ligne extrêmement fine pour remplacer une impulsion unique soudage par points au laser l'expérience orthogonale a été réalisée pour la puissance du laser, la vitesse de soudage et le décalage focal afin d'obtenir les paramètres optimaux. Grâce à l'analyse de l'apparence et de la microstructure de la soudure, la raison de l'augmentation de la résistance du point de soudage a été expliquée. Lorsque la puissance du laser était de 70 W, la vitesse de soudage de 100 mm/s et le décalage focal de 0, la résistance des points atteignait un maximum de 65 N, et les paramètres de processus étaient les meilleurs. La résistance du point de soudage au laser à mode simple était trois fois supérieure à celle du point de soudage au laser pulsé. Dans le soudage au laser à fibre spirale à mode simple, l'énergie laser est répartie uniformément dans la plage du point de soudage et présente une grande densité de puissance, formant une forme de soudure dont la largeur de surface est presque identique à celle du fond de la soudure, ce qui est favorable à l'amélioration de la résistance du point de soudage et fournit une référence technique pour la production réelle.
Mots-clés :alliage d'aluminium 6063; laser à fibre à mode simple; soudage laser résistance
Les matériaux en alliage d'aluminium présentent les avantages d'un poids léger, d'une grande résistance, d'une facilité de traitement et de mise en forme, ainsi que d'une bonne résistance à la corrosion. Ils sont largement utilisés dans des secteurs tels que l'aérospatial, le matériel et l'automobile. Avec les progrès de la science et de la technologie, des exigences plus élevées ont été formulées concernant la qualité de soudage et l'efficacité de production pour le soudage des alliages d'aluminium. Le soudage laser présente les avantages d'une densité d'énergie élevée, d'une faible quantité totale de chaleur introduite, d'une petite déformation après soudage et d'une automatisation facile en raison du fait qu'il n'entre pas en contact avec la pièce. Il offre donc de vastes perspectives d'application dans le domaine du soudage des alliages d'aluminium.
L'alliage d'aluminium a une forte réflectivité aux lasers, nécessitant une énergie laser plus élevée pour réaliser le soudage. De plus, les éléments à faible point de fusion tels que le Mg et le Zn dans les alliages d'aluminium sont sujets à l'incandescence, ce qui entraîne une diminution de la résistance de la jonction de soudage, affectant ainsi son utilisation pratique. L'alliage d'aluminium 6063 possède une haute résistance et de bonnes propriétés de résistance à l'usure, et il s'agit d'un matériau en alliage d'aluminium avec un large éventail d'applications. Les matériaux fins utilisent généralement une source laser Nd: YAG pour le soudage par points, ce qui peut réduire la déformation thermique et améliorer l'efficacité de production. Cependant, la résistance à la traction du point de soudure est plus faible, ce qui peut ne pas répondre aux exigences pratiques de production. Avec le développement continu de la technologie laser, la technologie de laser à fibre monomode devient de plus en plus mature, et la qualité du faisceau s'améliore de plus en plus, ce qui est très utile pour améliorer la résistance à la traction du point de soudure.
L'article utilise un laser à fibre monomode de 1000 W pour souder le fil spiralé, formant une zone de soudage. En optimisant les paramètres de processus, la résistance maximale à la traction de la zone de soudage est atteinte. Elle est également comparée à la résistance à la traction des points de soudage obtenus par soudage au laser pulsé, offrant ainsi des références précieuses pour les applications d'ingénierie pratique.
1 Expérience de soudage
1.1 Matériaux
Le matériau est une alliages d'aluminium, de grade 6061, avec une épaisseur de 0,5 mm. La composition chimique du matériau est présentée dans le tableau 1. Découpez le matériau en plaques de 200 mm x 100 mm, nettoyez-les avec de l'alcool et de l'eau, puis réservez-les. La méthode de soudage est le soudage en chevauchement, et les pièces à souder sont maintenues en place à l'aide d'outillages conçus maison.
Tab.1 Composition chimique de l'alliage d'aluminium 6061 (fraction massique) %
|
AL |
Mg |
Si |
Le |
Cu |
Cr |
Mn |
Zn |
|
marge |
1.06 |
0.53 |
0.38 |
0.33 |
0.17 |
0.043 |
0.016 |
1.2 Équipement
L'équipement expérimental utilise un laser à fibre monomode produit par IPG pour le soudage , avec un diamètre de fibre de 0,14 µm et une puissance moyenne de 1000 W. La plateforme expérimentale se compose principalement d'un laser, d'un ordinateur, d'un système optique et d'un système de contrôle, comme le montre la figure 1a. Le laser est réfléchi par le galvanomètre de balayage et est focalisé sur le plan de travail à travers l'objectif F. Le galvanomètre tourne à haute vitesse sous l'action du moteur x/y, formant divers trajectoires dans le plan, telles que des cercles, des rectangles, des lignes droites, des lignes en spirale, etc. Après avoir passé par l'objectif F, la taille du point est d'environ 0,28 mm. Le diagramme schématique du système optique est montré à la figure 1b. Le soudage par points au laser pulsé utilise un laser Nd:YAG de 500W source , avec une puissance de crête pouvant atteindre 8000W. Après que le faisceau laser ait été focalisé par le système optique, la taille du point est d'environ 0,4 ~ 1,0 mm. Le testeur électronique de traction produit par Jinan Huaxing Experimental Equipment Co., Ltd (modèle: WDH-10) est utilisé pour l'essai de traction de la couture de soudure. L'apparence de la soudure est testée au microscope métallographique, la marque étant Beijing North Star et le numéro de modèle XJB200.
Fig.1 Plateforme d'expérimentation
2 Expériences et résultats du procédé de soudage au laser
2.1 Conception graphique et comparaison de l'apparence
Impulsé soudage par points au laser une puissance de sortie de l'écran de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'écran de sortie de l'éc la portée requise est de 0,6 à 0,8 mm. La taille du faisceau de pulsation soudage par points au laser il répond juste à l'exigence. Le laser émet une impulsion qui agit sur le matériau, formant une point de soudage. Le schéma schématique du point de soudage est illustré à la figure 2a. En raison de la mise au point de la fibre laser monomode de seulement 0,28 mm, le laser le faisceau forme un point de soudage en faisant une spirale, dont le diamètre est de 0,8 mm, et la spirale a 4 tours. Il existe un certain degré de superposition du laser entre chaque tour, formant une zone de soudage au laser avec un diamètre de 0,8 mm. Le schéma de la zone de soudage est montré à la figure 2b. L'apparence du soudage par points au laser pulsé est montrée à la figure 2c, et l'apparence de la zone de soudage formée par la spirale est montrée à la figure 2d. La taille des deux zones de soudage est presque identique, et aucune différence significative ne peut être observée visuellement.

Fig.2 Diagramme et apparence des zones de soudage
2.2 Expérience orthogonale des paramètres de processus
Les principaux paramètres de traitement pour le laser pulsé soudage par points au laser incluent le pic de puissance du laser puissance, largeur d'impulsion et quantité de défocalisation. Un test préliminaire du procédé de soudage laser est effectué sur une feuille d'alliage d'aluminium 6061 d'épaisseur 0,5 mm. Lorsque la puissance laser de crête est de 2400 W, la puissance de crête est relativement faible, ce qui entraîne un point de soudage plus petit force de traction de 3 N. Lorsque la puissance laser de crête est de 3600 W, il y a éclaboussures à la surface de la couture de soudage et la force de traction du point de soudage est également faible, à 4 N. Lorsque la largeur d'impulsion est de 3 ms, le diamètre du point de soudage est plus petit, et la force de traction est moindre, à 3 N. Lorsque la largeur d'impulsion est de 9 ms, le diamètre du point de soudage est de 0,9 mm, ce qui dépasse la plage de soudage de 0,6 à 0,8 mm. Lorsque le décalage focal est à 0, en raison de la grande densité de puissance, il y a éclaboussures sur la couture de soudage et l'apparence ne correspond pas aux normes. Cependant, lorsque le décalage focal est à 6 mm, en raison de la chute brutale de la densité de puissance, la force de traction au point de soudure est plus faible, à 4 N. Les trois niveaux de ces facteurs sont illustrés dans le tableau 2.
Tab. 2 Facteurs et niveaux du soudage par impulsions laser
|
nombre |
facteur |
||
|
A Puissance de crête/W |
B Largeur d'impulsion/ms |
Montant de défocus C / mm |
|
| 1 |
2500 |
4 | 1 |
| 2 |
3000 |
6 | 3 |
| 3 |
3500 |
8 | 5 |
Les principaux paramètres de processus du soudage en spirale des fibres lasers monomodes sont les puissance laser moyenne, vitesse de soudage et quantité de défocus, lorsque la puissance laser moyenne est de 500 W, la force de traction au point de soudure est plus faible, à 4 N; Lorsque la moyenne de la puissance laser est de 900 W, certaines projections de matériaux apparaissent, et la force de traction au point de soudure est également plus faible, à 3 N; Lorsque la vitesse de soudage est de 90 mm/s, l'accumulation de chaleur est trop élevée, ce qui entraîne une combustion du matériau, et la force de traction au point de soudure est plus faible, à 5 N ;Lorsque la vitesse de soudage est de 170 mm/s, l'accumulation de chaleur est plus faible, à la fois la largeur et la profondeur du soudage sont plus petites, et la force de traction au point de soudure est plus faible, à 4 N ; Lorsque le décalage de mise au point est de 0, la densité de puissance est plus élevée, ce qui provoque des projections sur la couture de soudage, ce qui ne peut pas répondre aux exigences esthétiques ; Lorsque le décalage de mise au point est de 6 mm, en raison de la chute brutale de la densité de puissance, la force de traction au point de soudage est plus faible, à 4 N. Les trois facteurs et les trois niveaux sont présentés dans le tableau 3.
Tab.3 Facteurs et niveaux du soudage spiralé au laser à fibre unique
|
nombre |
facteur |
||
|
D puissance moyenne/W |
Vitesse de soudage E / (mm·s- 1) |
Montant de défocus C / mm |
|
| 1 |
600 |
100 |
1 |
| 2 | 700 |
130 |
3 |
| 3 | 800 |
160 |
5 |
L'expérience orthogonale à trois niveaux de pulsation soudage par points au laser comprend neuf ensembles ,lorsque la puissance de crête est de 3000 W, la largeur d'impulsion est de 8 ms et le décalage de focalisation est de 1 mm, la force de traction du point de soudure atteint son maximum à 17 N ,ceux-ci sont considérés comme les paramètres de procédé optimaux. Pour le facteur de puissance laser de crête trois expériences ont été menées avec niveau 1 (A=2500 W), additionnez la force de traction des points de soudure de ces 3 expériences pour obtenir le total statistique K1=35, lorsque le niveau 2 est choisi, la somme de la résistance à la traction des points de soudure est le total statistique K2=46, lorsque le niveau 3 est choisi, la somme est le total statistique K3=33, plus la valeur statistique K est grande, plus la force de traction à ce niveau est élevée ,la valeur la plus élevée est K2 ,cela indique que lorsque le facteur A est au niveau 2 (A = 3000 W), la résistance à la traction du point de soudage est la plus grande ; De manière similaire, la valeur statistique K de la résistance à la traction du point de soudure des autres facteurs (largeur d'impulsion, décalage de focalisation) peut être obtenue, comme indiqué dans le tableau 4. L'intervalle est représenté par R, plus la valeur R est petite, moins cet facteur a d'impact sur la résistance à la traction du point de soudage ;Inversement, plus la valeur R est grande, plus l'impact de ce facteur est important sur la résistance à la traction du point de soudage. D'après le tableau 4, il peut être observé que les facteurs influençant la résistance à la traction du point de soudage sont, par ordre d'importance : la puissance de crête, la largeur de l'impulsion, et le décalage de mise au point.
Tab.4 Résultats de l'expérience orthogonale de soudage au laser par impulsions
|
nombre |
A Puissance de crête/W |
B largeur de l'impulsion/ms |
C Décalage de mise au point quantité/mm |
Tension de la jointure de soudage / N |
| 1 |
2500 |
4 |
1 |
11 |
| 2 | 2500 |
6 |
3 |
9 |
| 3 | 2500 |
8 |
5 |
15 |
| 4 |
3000 |
4 |
3 |
14 |
| 5 | 3000 |
6 |
5 |
15 |
| 6 | 3000 |
8 |
1 |
17 |
| 7 |
3500 |
4 |
5 |
8 |
| 8 | 3500 | 6 |
1 |
12 |
| 9 | 3500 | 8 |
3 |
13 |
|
K 1 |
35 |
33 |
40 | |
|
K 2 |
46 |
36 |
31 |
|
|
K 3 |
33 |
45 |
38 |
|
|
R |
13 |
12 |
9 |
L'expérience orthogonale à trois facteurs et trois niveaux de la ligne spirale laser à fibre optique monomode le soudage comprend un total de 9 groupes. Lorsque la puissance moyenne est de 3000 W, le soudage vitesse est de 160 mm/s, et la quantité de décalage est de 1 mm, la résistance à la traction du point de soudure atteint la valeur maximale de 47 N, qui est le paramètre de processus optimal.
Lorsque le facteur de puissance moyenne laser G est fixé au niveau 1 (A=600 W), un total de 3 groupes expérimentaux sont formés, la somme des résistances à la traction de ces 3 groupes de points de soudure donne la statistique F1=98; De manière similaire, la statistique pour la valeur de résistance à la traction d'autres facteurs peut être obtenue, comme indiqué dans le tableau 5. Parmi eux, Y est la valeur de plage. À partir de la valeur de plage, il apparaît que les facteurs qui influencent la taille de la jointure de soudage, par ordre d'importance, sont : décalage, puissance moyenne, et vitesse de soudage.
2.3 Analyse de l'apparence du soudage et de la microstructure
La figure 3a montre une section transversale du point de soudage sous les paramètres de processus optimaux pour le soudage au laser pulsé, la largeur de la surface de la couture de soudage est importante, mais à mesure que la profondeur de fusion augmente, la largeur de la couture de soudage diminue. La largeur de la couture de soudage entre les deux couches supérieure et inférieure est d'environ 1/3 de la largeur de surface du point de soudage, ceci est dû au fait que l'énergie du laser pulsé est principalement distribuée au centre du point lumineux de 0,8 mm. L'énergie au bord du point lumineux est plus faible, ce qui ne peut fondre que la surface du matériau sans pouvoir continuer à pénétrer vers le bas, formant ainsi une couture de soudage large en haut et étroite en bas. La figure 3b montre une section transversale du point de soudage sous les conditions de processus optimales pour le soudage en spirale au laser à fibre monomode, où la largeur de la surface de la couture de soudage est approximativement équivalente à celle du soudage au laser pulsé, avec l'augmentation de la profondeur de fusion, il n'y a pas de réduction significative de la largeur de la couture de soudage. La largeur de la couture de soudage entre les deux couches supérieure et inférieure du matériau est presque identique à la largeur de la surface du point de soudage, cela est dû au fait que lors du soudage en spirale au laser à fibre monomode, le point focalisé du laser à fibre monomode est de 0,28 mm, l'énergie laser est uniformément distribuée dans la plage du point et présente une forte densité de puissance. Au cercle extérieur de la ligne en spirale, l'énergie laser est suffisante pour faire fondre complètement le matériau, formant une forme de couture de soudage où la largeur de la surface de la couture est presque identique à la base de la couture. Pendant l'essai de traction, la position de contrainte principale correspond à la largeur de la couture de soudage entre les deux couches supérieure et inférieure du matériau. Plus la largeur est grande, plus la force de traction du point de soudage est importante. La largeur de la couture de soudage entre les deux couches supérieure et inférieure du soudage en spirale au laser à fibre monomode est trois fois celle du soudage au laser pulsé, par conséquent, la résistance à la traction du point de soudage du soudage en spirale au laser à fibre monomode est également trois fois supérieure à celle du soudage au laser pulsé.
Tableau 5 Résultats de l'expérience factorielle orthogonale du soudage spiral unimodal
|
nombre |
D puissance moyenne/W |
Vitesse de soudage E / (mm·s-1) |
Décalage de focalisation F quantité/mm |
tension de la jointure de soudage / N |
| 1 |
600 |
100 |
1 |
41 |
| 2 | 600 |
130 |
3 |
28 |
| 3 | 600 |
160 |
5 |
29 |
| 4 |
700 |
100 |
3 |
33 |
| 5 | 700 |
130 |
5 |
39 |
| 6 | 700 |
160 |
1 |
47 |
| 7 |
800 |
100 |
5 |
30 |
| 8 | 800 |
130 |
1 |
35 |
| 9 | 800 |
160 |
3 |
39 |
|
G 1 |
98 |
104 |
123 |
|
|
G 2 |
119 |
102 |
95 |
|
|
G 3 |
104 |
115 |
98 |
|
|
Y |
21 |
13 |
25 |
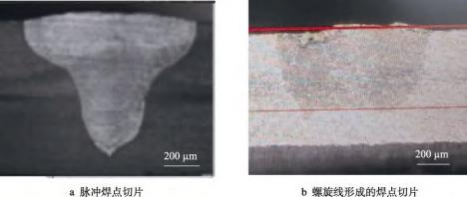
Fig.3 Section transversale du point de soudage
La figure 4a représente la structure métallurgique du matériau brut en alliage d'aluminium 6061. La taille des grains est irrégulière, la forme est irrégulière et les grains sont relativement grands, ce qui est une structure typique de '-Al la figure 4b montre la microstructure du centre de la soudure sous les paramètres de processus optimaux pour le soudage par impulsions laser. Elle présente une structure dendritique en alliage d'aluminium. La taille des grains a été significativement affinée par rapport à l'alliage d'aluminium 6061 brut. Cela est dû au chauffage rapide et au refroidissement rapide de l'alliage d'aluminium par le soudage par impulsions laser, ce qui entraîne l'affinement des grains de la soudure. La figure 4c présente la microstructure du centre de la soudure sous les paramètres de processus optimaux pour le soudage spiralé au laser à fibre monomode. Celle-ci est représentée par une structure dendritique en alliage d'aluminium. La taille des grains ne présente pas de différence significative par rapport à la structure métallurgique du soudage par impulsions laser.
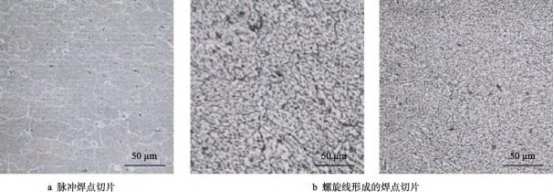
Fig.4 Microstructure du point de soudure
3 Conclusion
L'alliage d'aluminium 6063 a été soudé séparément en utilisant les méthodes de soudage par points au laser pulsé et de soudage spiralé au laser à fibre monomode, et une expérience d'optimisation orthogonale a été réalisée. La résistance maximale à la traction des points de soudure obtenue avec le soudage par points au laser pulsé a atteint 17 N, les paramètres de processus optimaux étant les suivants : puissance de crête de 3000 W, largeur d'impulsion de 8 ms et décalage de focalisation de 1 mm pour le soudage par points au laser pulsé. La résistance maximale à la traction des points de soudure obtenue avec le soudage spiralé au laser à fibre monomode a atteint 47 N. Les paramètres de processus optimaux pour cette méthode sont les suivants : puissance moyenne de 3000 W, vitesse de soudage de 160 mm/s et décalage de focalisation de 1 mm.
L'apparence des résultats issus du laser pulsé soudage par points au laser et la soudage en spirale au laser à fibre monomode, sous des paramètres de processus optimaux, est presque identique, sans différence significative ; il n'y a également aucune disparité notable dans la structure métallurgique et la taille des grains. La largeur de la couture de soudage entre les couches supérieure et inférieure du matériau dans le soudage en spirale au laser à fibre monomode est trois fois plus grande que la largeur de la couture de soudage obtenue par le soudage au laser pulsé par points. Par conséquent, la résistance à la traction des points de soudage du soudage en spirale au laser à fibre monomode est également trois fois supérieure à celle du soudage au laser pulsé par points.