 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Page d’accueil
- Produits
- À Propos de Nous
- Vidéos
- Application
- Actualités
- Centre d'aide
- Contactez-Nous

1. Principe de suivi de joint de soudage au laser Le capteur de suivi de joint au laser fonctionne selon le principe de triangulation laser. C'est-à-dire que le faisceau laser est amplifié pour former une ligne laser projetée sur la surface de l'objet mesuré. La lumière réfléchie...
Contactez-nous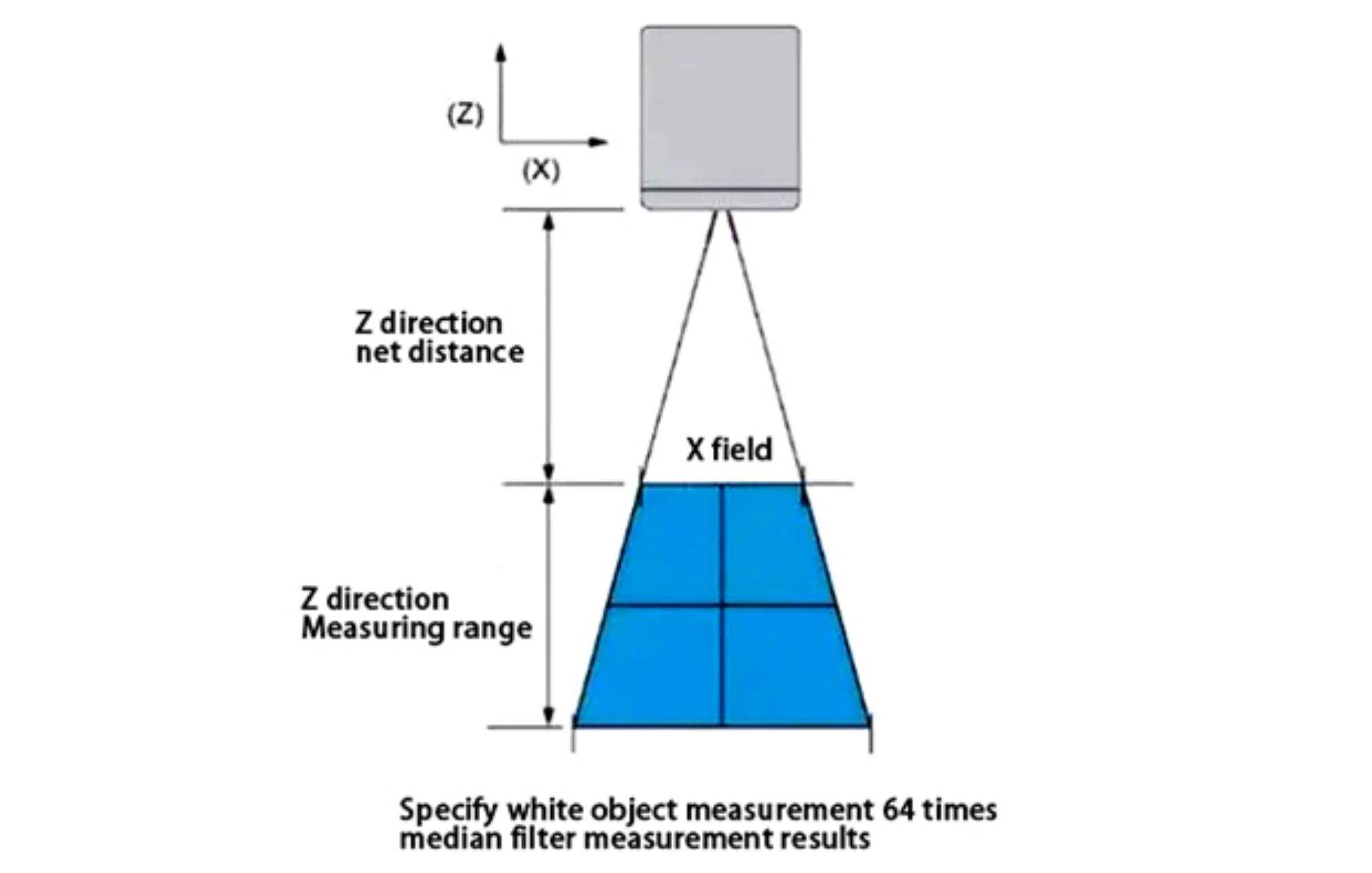
1.Suivi de joint par laser le principe
Le suivi de joint au laser le capteur fonctionne sur le principe de la triangulation laser. C'est-à-dire que le faisceau laser est amplifié pour former une ligne laser projetée sur la surface de l'objet mesuré. La lumière réfléchie passe à travers un système optique de haute qualité et est projetée sur une matrice d'imagerie. Par calcul, on obtient la distance entre le capteur et la surface mesurée (axe Z) ainsi que les informations de position le long de la ligne laser (axe X). En déplaçant l'objet mesuré ou la sonde de profil, un ensemble de mesures en trois dimensions peut être obtenu. Les informations obtenues peuvent être utilisées pour rechercher et positionner les joints, suivre les joints, contrôler les paramètres de soudage adaptatifs et détecter la formation des joints. Ces informations sont transmises en temps réel à l'unité robotisée pour accomplir diverses tâches complexes de soudage, éviter les écarts de qualité de soudage et réaliser le soudage sans intervention humaine.
Modèle et paramètres du capteur
| modèle |
X sur site (mm ) |
Z distance nette (mm ) |
Z Autonomie de mesure (mm) |
X résolution (mm) |
Z résolution (mm) |
Z linéaire Précision (%) |
Zrépétition Précision (%) |
| HD6-0007(Blu-ray) | 7 | 27 | 6 | 0.007 | 0.0006 | ±0.2 | 0.001 |
| HD6-0020(Blu-ray) | 20 | 60 | 20 | 0.021 | 0.0017 | ±0.2 | 0.002 |
| HD6-0032(Blu-ray) | 32 | 77 | 20 | 0.035 | 0.0028 | ±0.2 | 0.003 |
| HD6-0050(Blu-ray) | 50 | 170 | 50 | 0.058 | 0.015 | ±0.2 | 0.003 |
| HD6-0090(Blu-ray) | 90 | 130 | 70 | 0.11 | 0.024 | ±0.2 | 0.003 |
| HD6-0150 (lumière rouge et lumière bleue optionnelles) | 150 | 300 | 175 | 0.185 | 0.047 | ±0.3 | 0.004 |
| HD6-0200 (lumière rouge et lumière bleue optionnelles) | 200 | 350 | 125 | 0.245 | 0.064 | ±0.3 | 0.004 |
| HD6-0300 (lumière rouge et lumière bleue optionnelles) | 300 | 550 | 210 | 0.394 | 0.126 | ±0.3 | 0.005 |
| HD6-0500(lumière rouge) | 500 | 400 | 400 | 0.792 | 0.254 | ±0.3 | 0.007 |
| HD6-0600(lumière rouge) | 600 | 500 | 400 | 0.994 | 0.365 | ±0.4 | 0.008 |
| HD6-0800(lumière rouge) | 800 | 600 | 500 | 1. 269 | 0.408 | ±0.4 | 0.010 |
| HD6-1100(lumière rouge) | 1100 | 900 | 600 | 1.758 | 0.565 | ±0.4 | 0.013 |
| HD6-0050W(lumière rouge) | 50 | 140 | 60 | 0.08 | 0.04 | ±0.3 | 0.009 |
| HD6-0020W(Blu-ray) | 20 | 90 | 20 | 0.02 | 0.008 | ±0.2 | 0.002 |
| HD6-0022W(lumière rouge) | 22 | 140 | 30 | 0.03 | 0.012 | ±0.2 | 0.002 |
L'objet blanc fait référence à un bloc standard de laboratoire, et le résultat de mesure correspond à la valeur moyenne de l'axe Z mesurée 64 fois de manière répétitive.
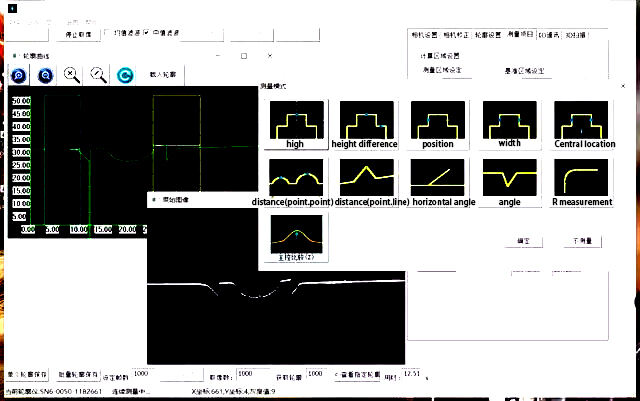
2.Le concept de suivi de joint par laser tECHNOLOGIE
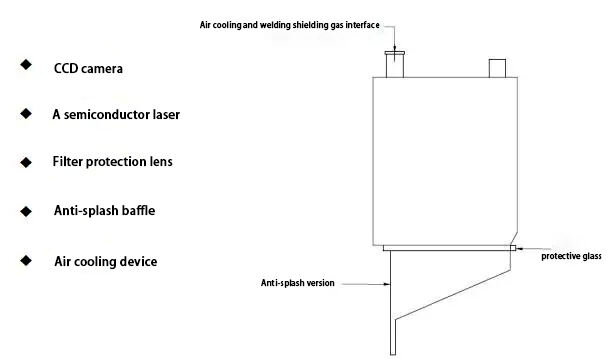
Le suivi de joint le capteur se compose principalement d'une caméra CCD, d'un laser à semi-conducteur, d'une lentille de protection pour laser, d'une plaque de protection contre les éclaboussures et d'un dispositif de refroidissement à air. Il utilise les principes de propagation et d'imagerie optique pour obtenir les informations de position de chaque point dans la zone de balayage du laser, et des algorithmes de programme complexes pour effectuer une détection en ligne en temps réel des joints de soudage courants.
Pour la plage de détection, les capacités de détection et les problèmes courants lors du processus de soudage, il existe des paramètres de fonction correspondants. Le capteur est généralement installé devant le chalumeau à souder à une distance prédéterminée (décalage), de manière à pouvoir observer la distance entre le corps du capteur de joint et la pièce, c'est-à-dire que la hauteur d'installation dépend du modèle de capteur installé. Seulement lorsque le chalumeau à souder est correctement positionné au-dessus du joint, la caméra peut voir le joint.
L'appareil calcule l'écart entre la jointure soudée détectée et le pistolet à souder, transmet les données d'écart, et l'exécuteur de mouvement corrige cet écart en temps réel, guidant le pistolet à souder pour une soudure automatique. Ce processus permet une communication en temps réel avec le système de contrôle du robot afin de suivre la jointure à souder, ce qui revient à donner des yeux au robot. La soudure manuelle ou semi-automatique repose sur l'observation visuelle et les ajustements manuels de l'opérateur pour suivre la jointure. Pour les applications de soudure entièrement automatisées, telles que les robots ou machines à souder automatiques, elles dépendent principalement des capacités de programmation et de mémorisation de la machine, ainsi que de la précision et de la cohérence du pièce et de son assemblage pour garantir que le pistolet à souder peut cibler la jointure dans la plage de précision autorisée par le procédé. En général, la précision de repositionnement de la machine, sa programmation et ses capacités de mémoire sont suffisantes pour répondre aux exigences de soudage.
Cependant, dans de nombreux cas, la précision et la cohérence du pièce travaillée et de son assemblage ne sont pas faciles à satisfaire aux exigences des pièces de grande taille ou de la production de soudage automatique à grande échelle. Il y a également l'influence du stress et des déformations causées par le surchauffage. Par conséquent, lorsqu'on rencontre ces situations, un dispositif de suivi automatique est nécessaire pour effectuer des fonctions similaires au suivi coordonné et aux ajustements des yeux et des mains dans le soudage manuel.
3.Composants et fonctions de capteurs de suivi de joint de soudage
Caméra CCD
La fonction principale de la caméra CCD dans le capteur de suivi de joint de soudage est de lire les images. Lorsque vous filmez une scène avec une caméra CCD, la lumière réfléchie par l'objet est transmise à la CCD via l'objectif de la caméra CCD. Après l'exposition de la CCD, le diode photovoltaïque est excitée par la lumière et libère une charge, générant ainsi le signal électrique de l'élément photosensible.
Le puces de contrôle CCD utilise les lignes de signal de contrôle dans les éléments photosensibles pour contrôler le courant généré par les photodiodes, qui est transmis par le circuit de transmission de courant. La caméra CCD collecte les signaux électriques générés lors d'un seul processus d'imagerie et les transmet ensemble à l'amplificateur. Le signal électrique, après amplification et filtrage, est envoyé au convertisseur A/D, qui convertit le signal électrique (signal analogique à ce stade) en un signal numérique, et la valeur est directement proportionnelle à l'intensité du signal électrique, c'est-à-dire au niveau de tension. Ces valeurs sont essentiellement les données de l'image.
Cependant, les données d'image obtenues à l'étape précédente ne peuvent pas directement générer une image. Elles doivent être transmises au Processeur de Signal Digital (DSP). Dans le DSP, ces données d'image subissent un traitement postérieur tel que la correction de couleur, le traitement de balance des blancs (en fonction des paramètres définis par l'utilisateur dans la caméra CCD) et sont encodées en formats de données compatibles avec la caméra, tels que des formats d'image, des résolutions, etc., avant d'être sauvegardées sous forme de fichiers image. Enfin, les fichiers image sont écrits sur le stockage de la caméra CCD, qu'il soit intégré ou externe.
Un laser à semi-conducteur
Le laser est généré par une source lumineuse via un générateur linéaire qui produit une puissance avec une densité uniforme, une grande linéarité et une bonne stabilité, et émet selon un motif linéaire. Il existe des lasers rouges et bleus à choisir, et la longueur d'onde, l'angle et la largeur de ligne peuvent également être sélectionnés en fonction des exigences spécifiques du client.
Filtres et lentilles de protection
En raison de la poussière et des projections produites lors du processus de soudage, qui peuvent avoir un impact sur la collecte de données, un filtre de protection doit être installé sur chaque capteur. Le filtre de protection a pour rôle, d'une part, de protéger la caméra laser et, d'autre part, de filtrer la lumière. Lorsque sa surface est sale, il doit être remplacé sans tarder. Pendant l'installation et le remplacement du filtre de protection, toute trace d'adhésif, même une empreinte digitale ou une goutte d'huile, augmentera le taux d'absorption du filtre et réduira sa durée de vie. Par conséquent, le nettoyage des lentilles ne doit pas être négligé :
1) Vous devez porter des gants pendant l'installation et ne pas laisser d'empreintes digitales;
2) Ne laissez rien rayer la surface de la lentille;
3) Lorsque vous sortez la lentille, tenez-la par le bord avec vos doigts et n'entrez pas en contact avec le film;
4) Utilisez du papier essuie-tout propre, du papier-test et un solvant optique pour nettoyer la lentille.
Parapluie anti-projections
Il est principalement utilisé pour bloquer les interférences pour le laser, telles que les éclaboussures de lumière d'arc, la fumée et la poussière, afin de rendre le système de capteurs plus précis et stable lors de son utilisation.
Appareil de refroidissement à air
En raison des hautes températures pendant le soudage, la plupart des systèmes utilisent maintenant un système de refroidissement à air. Cela se fait d'une part pour refroidir le capteur, et d'autre part pour prolonger la durée de vie du capteur. Le niveau de protection de l'enveloppe du capteur est IP67, et la température appropriée pour son utilisation est comprise entre 5 °C et 45 °C. Dépasser cette plage de température affectera la durée de vie du capteur. Si nécessaire, une plaque d'installation avec refroidissement par eau peut être utilisée pour refroidir la tête du capteur.
Le capteur effectue une détection en ligne en temps réel des joints de soudage courants grâce à des algorithmes de programme complexes. Il existe des paramètres de fonction appropriés pour la plage de détection, les capacités de détection et les problèmes courants rencontrés pendant le processus de soudage. L'appareil calcule l'écart entre le joint détecté et le pistolet de soudage, transmet les données d'écart, et le mécanisme d'exécution du mouvement corrige cet écart en temps réel, guidant précisément la soudure automatique du pistolet de soudage, permettant ainsi un suivi intelligent en temps réel du joint de soudage pendant le processus de soudage.
4.Type de soudage
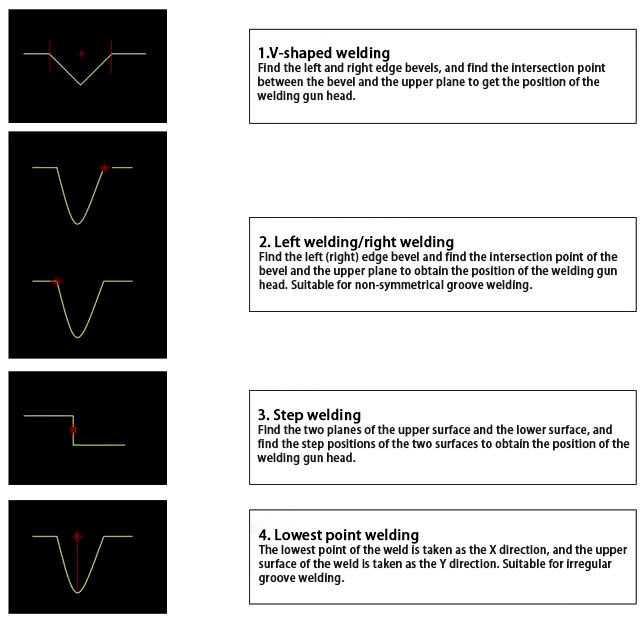
Procédé de soudage appliqué : soudage à l'arc argon, soudage laser, soudage hybride au laser, soudage à l'arc plasma, soudage au laser au dioxyde de carbone avec protection gazeuse, soudage sous chape, etc.
Domaines d'application : récipient sous pression, automobile, construction navale, chemin de fer, acier structural, soudage de conteneurs.
5.Développement et perspectives
Dans le domaine des machines spécialisées, traceurs de joints peut répondre à divers besoins environnementaux, tels que le soudage de la doublure intérieure des chauffe-eau, le soudage des réservoirs de compresseurs d'air, et le suivi des lignes sur les cylindres en acier, etc. Les marques importées se distinguent principalement dans le suivi des petits tubes de diamètre, mais pour les lignes droites longues et les lignes circulaires, la différence technologique entre les modèles nationaux et importés est minime. Cependant, le coût n'est qu'un tiers à moitié moins élevé que celui des produits importés, ce qui rend les perspectives de marché attractives.
Avec le développement des technologies de fabrication avancée, réaliser l'automatisation et l'intelligence du suivi de soudage est devenu une tendance incontournable. Dans les prochaines années, le suivi de joint au laser nécessitera non seulement des mises à niveau technologiques, mais devra également comprendre profondément les applications des clients afin de répondre aux besoins des utilisateurs et d'améliorer les produits en termes d'élargissement des applications.