 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Página Principal
- Productos
- Sobre Nosotros
- Vídeos
- Aplicación
- Noticias
- Centro de Ayuda
- Contáctenos

1. Definición y características de la soldadura por conducción térmica láser. La soldadura por conducción térmica láser es un método de soldadura láser. Este modo de soldadura tiene una profundidad de penetración superficial y una relación profundidad/ancho pequeña. Cuando la densidad de potencia es menor que...
Contáctenos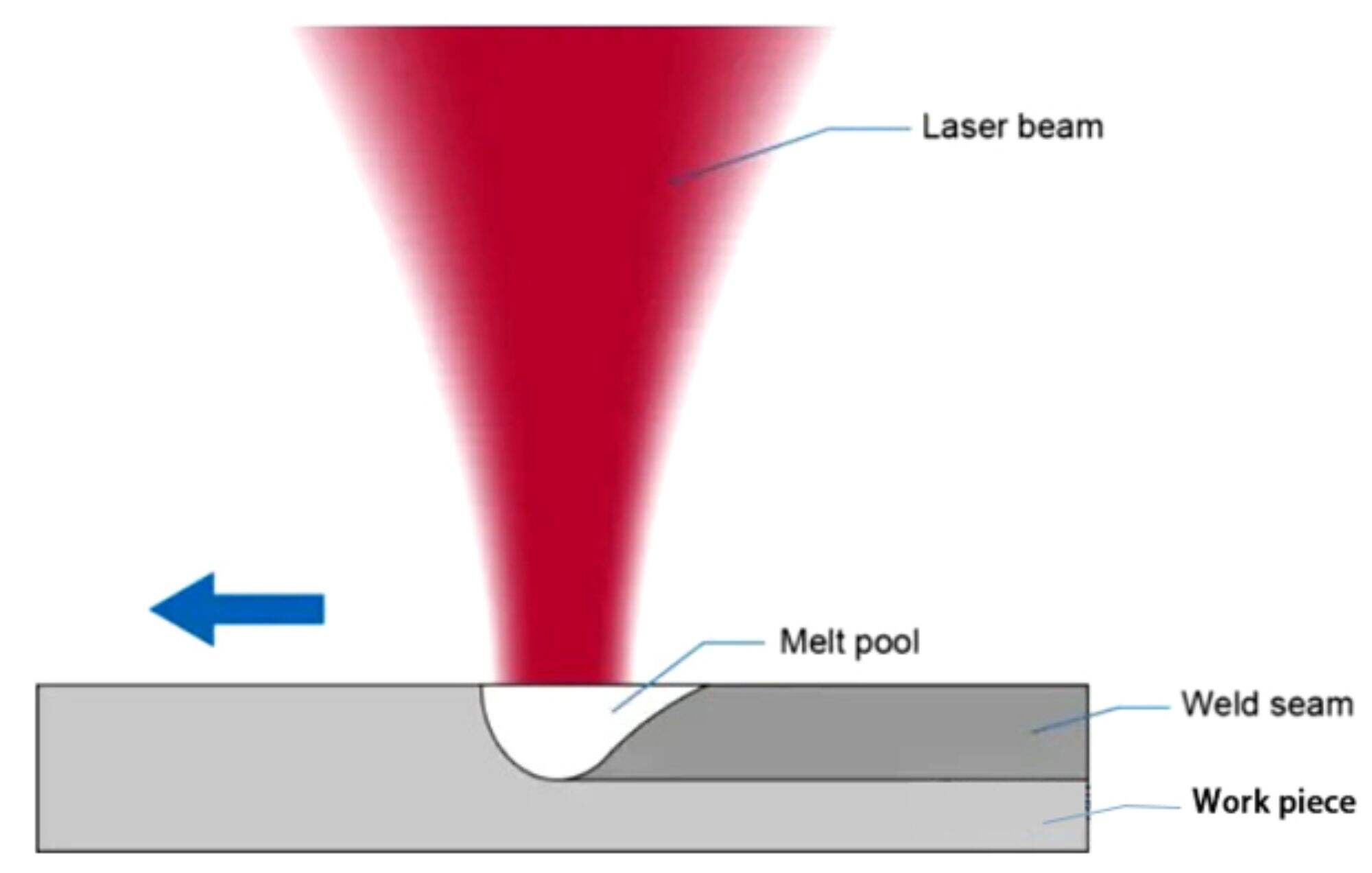
1.La definición y características de la soldadura por conductividad térmica láser
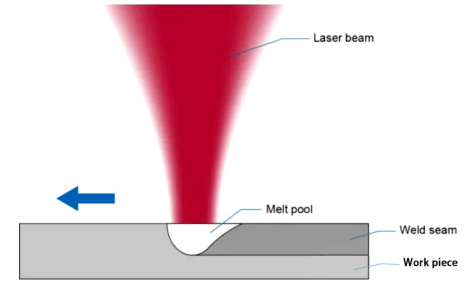
La soldadura por conductividad térmica láser es un método de sOLDADURA LASER . este modo de soldadura tiene una profundidad de penetración poco profunda y una relación entre profundidad y anchura pequeña. cuando la densidad de potencia es inferior a 10^4~10^5 w/cm2, se clasifica como soldadura por conducción, que se caracteriza por su poca profundidad de fusión y velocidad de soldadura más
Durante la soldadura por conducción térmica, la energía de la radiación láser actúa sobre la superficie del material, y la energía de la radiación láser se convierte en calor en la superficie. el calor de la superficie se difunde hacia el interior a través de la conducción térmica, haciendo que el material se derrita y forme un charco fundido en el
La energía de radiación láser solo actúa en la superficie del material, y la fusión del material subyacente se lleva a cabo por conducción térmica.Después de que la energía láser sea absorbida por la capa fina de 10 ~ 100nm en la superficie y derretida, la temperatura de la superficie continúa aumentando, haciendo que el isot
La densidad de potencia del haz utilizado en la soldadura es baja. después de que la pieza de trabajo absorbe el láser, la temperatura solo necesita alcanzar el punto de fusión superficial, y luego el calor se transfiere al interior de la pieza de trabajo para formar un charco fundido por conducción térmica, por lo que es económico.adem
Las aplicaciones típicas son la soldadura de lavabos de acero inoxidable, fuelle de metal, soldadura de accesorios de tuberías metálicas, etc.
2.Definición y características de la soldadura por penetración profunda con láser
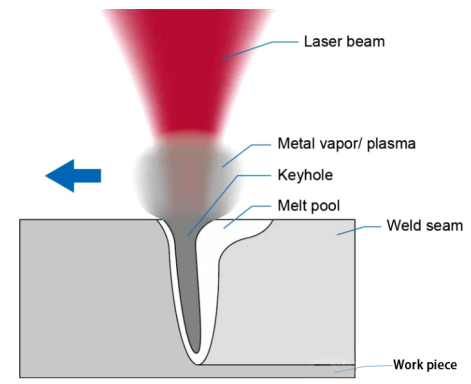
Cuando la densidad de potencia es mayor de 10^5~10^7 w/cm2, la superficie metálica se concava en "agujeros" debido al calor, formando soldadura de penetración profunda, que tiene las características de velocidad de soldadura rápida y gran relación de aspecto.
El proceso físico metalúrgico de la soldadura por penetración profunda láser es muy similar al de la soldadura por haz de electrones, es decir, el mecanismo de conversión de energía se completa a través de la estructura de "agujero pequeño".Bajo la irradiación con un haz de densidad de potencia lo suficientemente alta, el material
La soldadura por penetración profunda de materiales requiere una potencia láser muy alta.diferente de la soldadura por conducción térmica, la soldadura por penetración profunda no solo derrite el metal, sino que también lo vaporiza. el metal fundido se descarga bajo la presión del vapor de metal para formar pequeños agujeros. el
Las aplicaciones típicas son la soldadura de placas de acero gruesas (10-25 mm) y la soldadura de cáscaras de aluminio de baterías de potencia.
3.características de la soldadura por penetración profunda con láser
Una alta relación de aspecto. Debido a que el metal fundido se forma alrededor de una cámara cilíndrica de vapor de alta temperatura y se extiende hacia la pieza de trabajo, la soldadura se vuelve profunda y estrecha.
El calor mínimo de entrada. Debido a que la temperatura dentro del pequeño orificio es muy alta, el proceso de fusión se produce extremadamente rápido, la entrada de calor a la pieza de trabajo es muy baja, y la deformación térmica y la zona afectada por el calor son pequeñas.
Alta densidad. Porque los pequeños agujeros llenos de vapor de alta temperatura son propicios para la agitación de la piscina de soldadura y la fuga de gas, lo que resulta en una soldadura de penetración sin poros. la alta tasa de enfriamiento después de la soldadura puede refinar fácilmente la estructura de soldadura.
Soldaduras fuertes. Debido a la fuente de calor caliente y la absorción total de componentes no metálicos, el contenido de impurezas se reduce, el tamaño de inclusión y su distribución en el charco fundido se cambian. el proceso de soldadura no requiere electrodos o cables de relleno, y la zona de fusión está menos contaminada, lo que hace
Control preciso. Debido a que el punto de luz enfocado es pequeño, la costura de soldadura se puede posicionar con alta precisión. la salida del láser no tiene "inercia" y se puede detener y reiniciar a altas velocidades. piezas de trabajo complejas se pueden soldar utilizando tecnología de movimiento de haz CNC.
Proceso de soldadura atmosférica sin contacto. Como la energía proviene del haz de fotones y no hay contacto físico con la pieza de trabajo, no se ejerce ninguna fuerza externa sobre la pieza de trabajo. Además, el magnetismo y el aire no tienen efecto sobre la luz láser.
Ventajas de la soldadura por penetración profunda con láser:
1) debido a que el láser enfocado tiene una densidad de potencia mucho mayor que los métodos convencionales, se traduce en una velocidad de soldadura rápida, una pequeña zona afectada por el calor y una pequeña deformación, y también puede soldar materiales difíciles de soldar como el titanio.
2) debido a que el haz es fácil de transmitir y controlar, no hay necesidad de reemplazar con frecuencia las pistolas y las boquillas de soldadura, y no se requiere vacío para la soldadura con haz de electrones, lo que reduce significativamente el tiempo de inactividad y el tiempo auxiliar, por lo que el factor de carga y
3) debido al efecto de purificación y a la alta velocidad de enfriamiento, la costura de soldadura tiene una alta resistencia, dureza y rendimiento general.
4) debido a la baja entrada de calor media y la alta precisión de procesamiento, los costes de reprocesamiento pueden reducirse; además, los costes operativos de la soldadura láser también son bajos, lo que puede reducir los costes de procesamiento de la pieza de trabajo.
5) puede controlar eficazmente la intensidad del haz y el posicionamiento preciso, y es fácil realizar el funcionamiento automático.
Desventajas de la soldadura por penetración profunda con láser:
1) la profundidad de soldadura es limitada.
2) el montaje de la pieza de trabajo requiere exigencias elevadas.
3)la inversión única en el sistema láser es relativamente alta